Изобретение относится к устройствам для изготовления изделий из полимерных материалов, в частности к литьевым прессам, оснащеиньм приспособлениями для выемки изделий из пресс-форм.
При изготовлении формованных изделий из резины или пластмасс посредством литьевого прессования (причем формованные изделия имеют закладные детали, в частности металлические) выемка их из пресс-формы и укладка в пресс-форму новых закладных деталей требует значительных затрат времени.
Наиболее близким к изобретению является литьевой пресс для изготовления изделий из полимерных материа.лов, содержащий основание, установленную на колоннах подвижную в вертикальном направлении прижимную плиту, расположенный на основании стол для размещения двух кс тлектов прессфоум, выступающий за пределы основания.
В данном прессе стол установлен с возможностью возвратно-поступательного перемещения, за счет чего один комплект пресс-формы вводится в литьевой пресс, в то время как другой
комплект пресс-форм выводится сбоку из пресса. В зтом выведенном из пресса положении стола оператор может вынуть готовое изделие 1.
Недостатком такого выполнения пресса является то, что оператор имеет два рабочих места, между которыми он должен постоянно перемещаться.
Цель изобретения - упрощение условий эксплуатации.
Цель достигается тем, что пресс, содержащий основание, установленную на колоннах подвижную в вертикальном направлении прижимную плиту, расположенный на основании стол для размещения двух кс шлектов пресс-форм, выступающий за пределы основания, снабжен смонтированные на основании устройством для подъема пресс-форм,
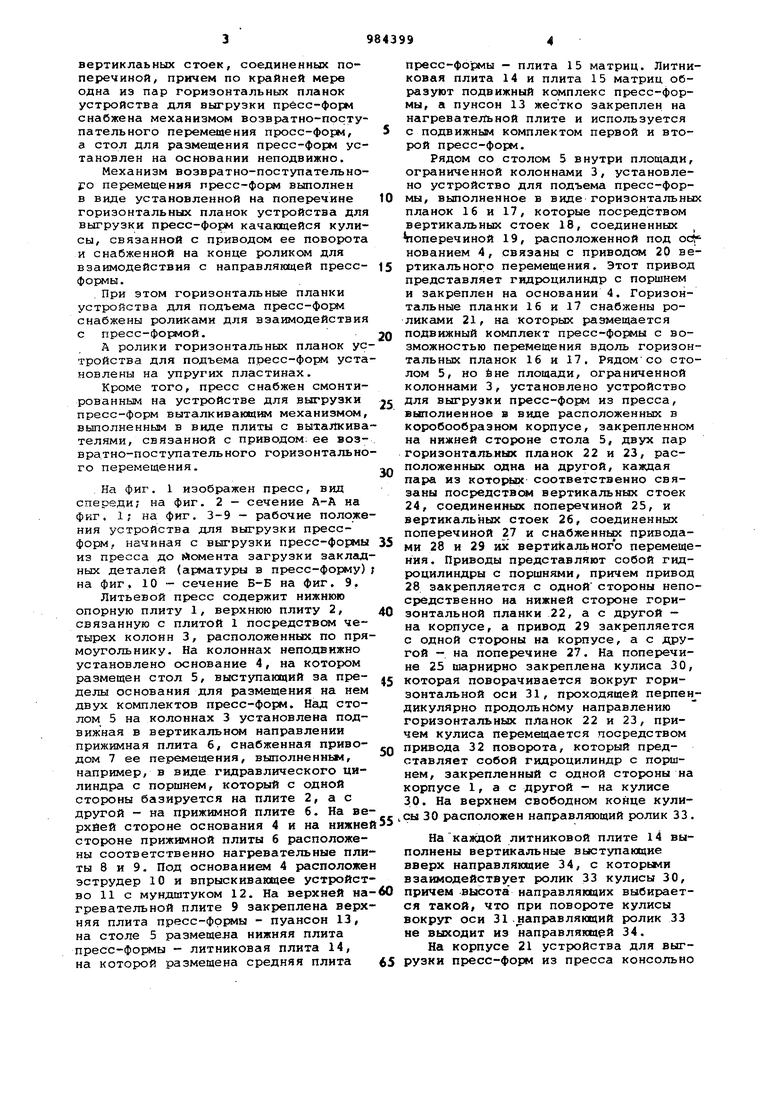
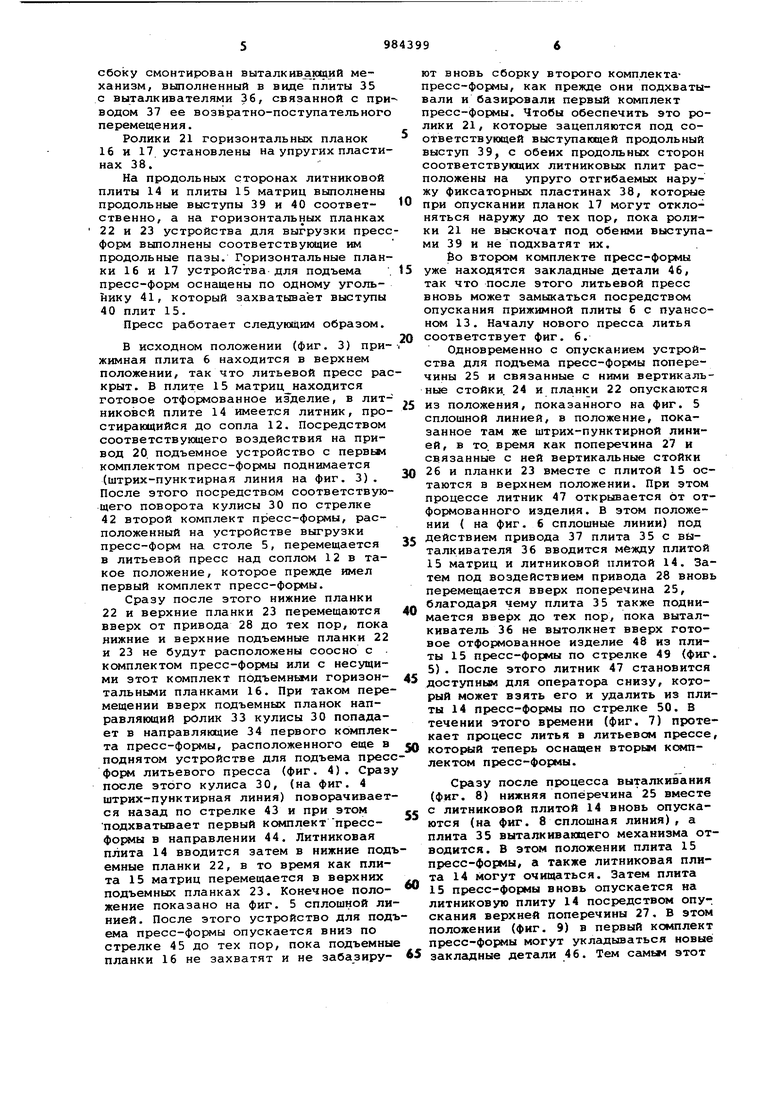
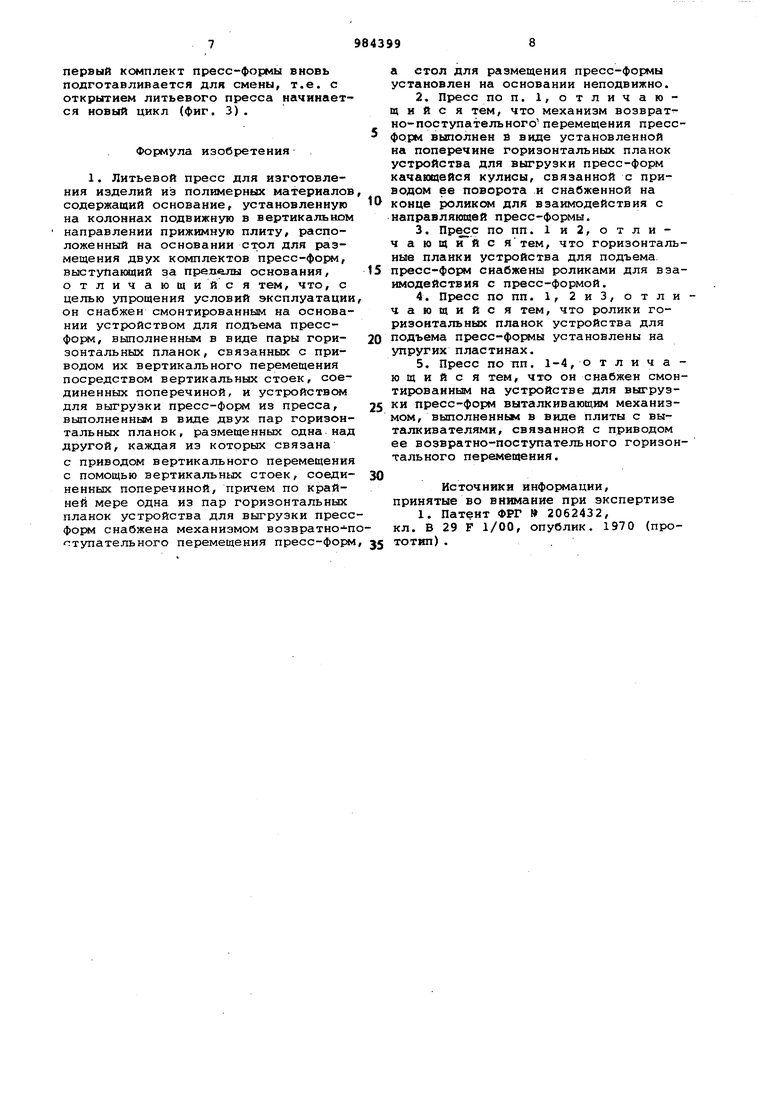
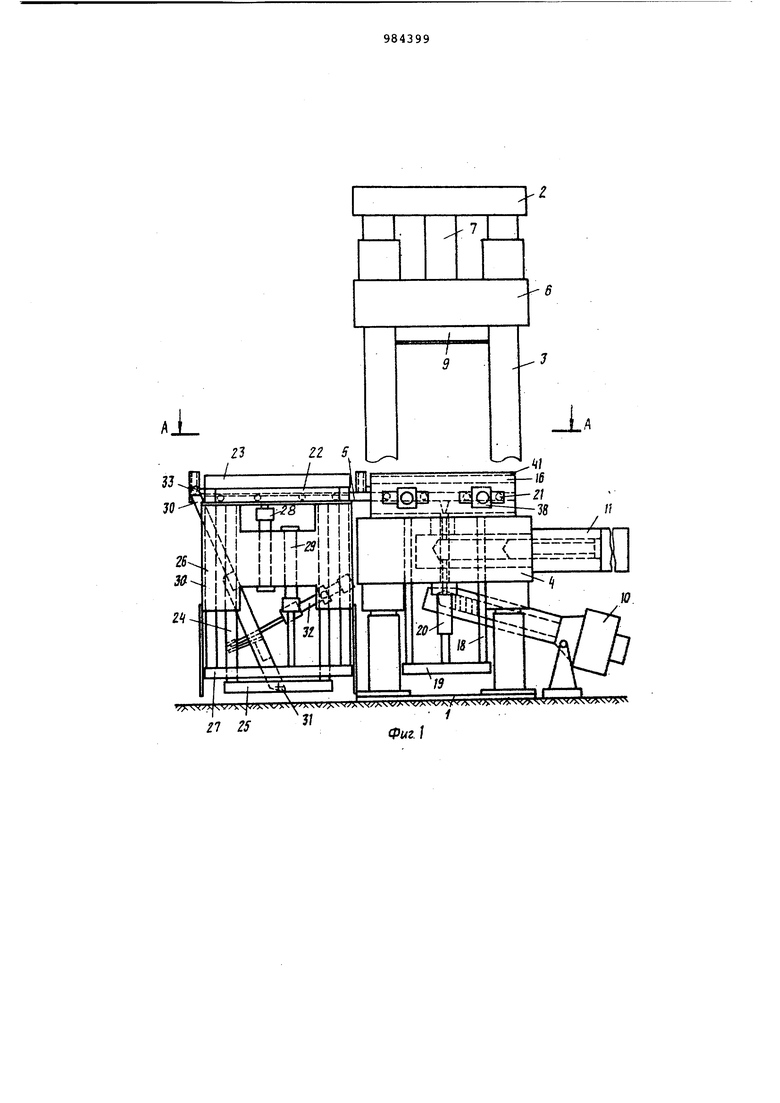
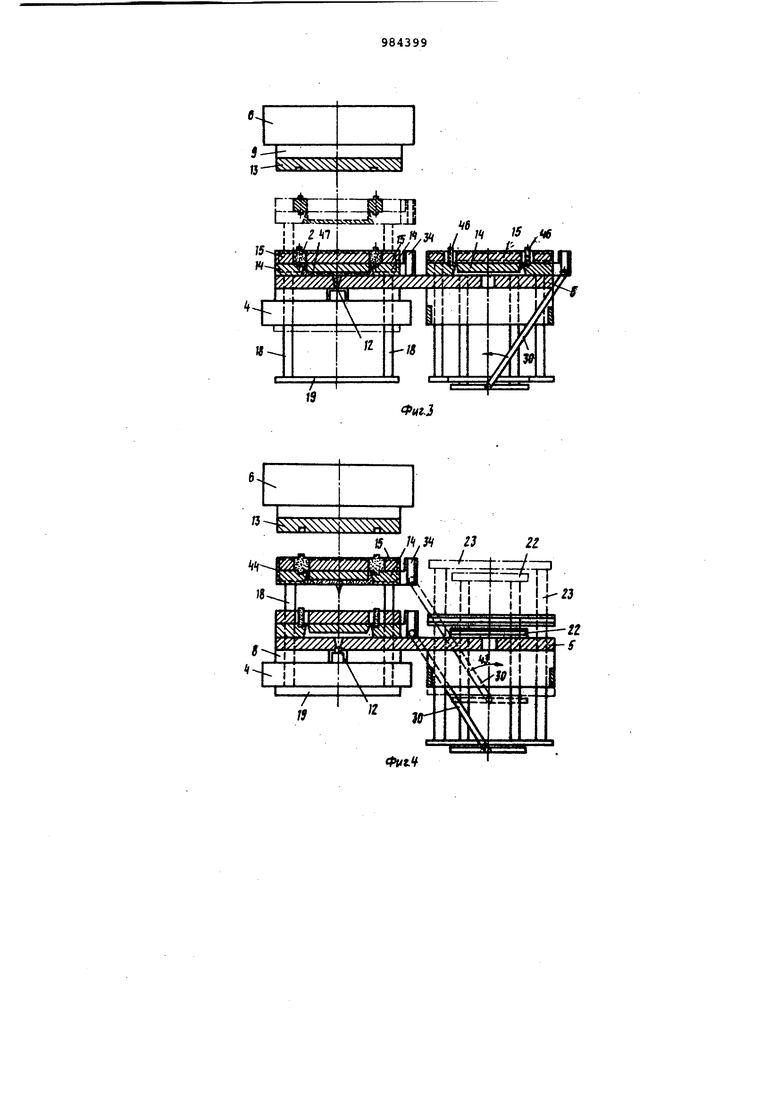
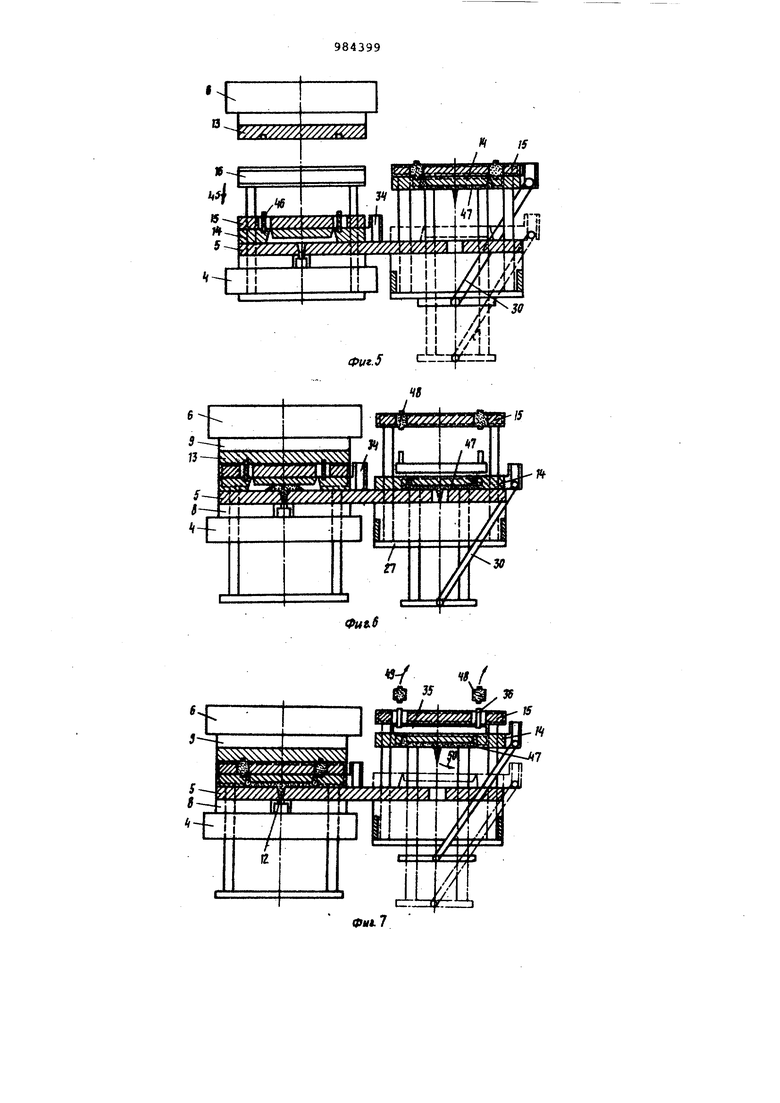
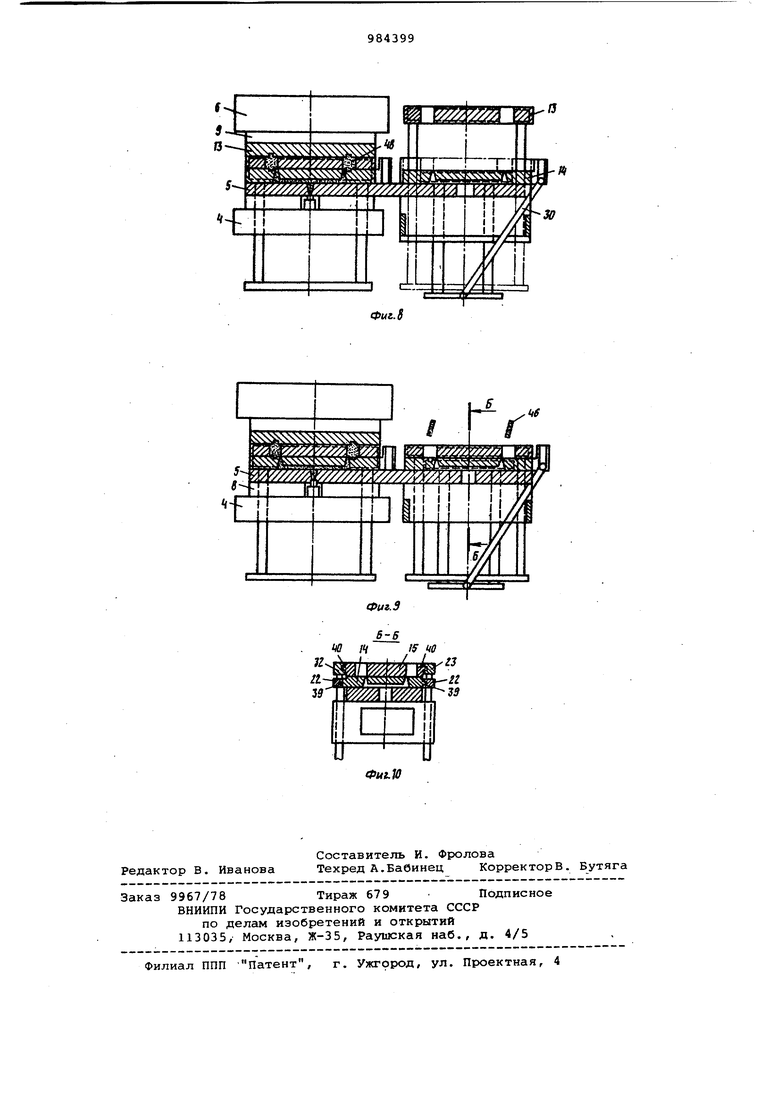
20 выполненным в виде пары горизонтальных планок, связанных с приводом их вертикального перемещения посредстigoM вертикальных стоек, соединенных поперечиной, и устройством для выгрузки пресс-форм из пресса, выполневHfcM в виде двух пар горизонтальиых планок, размещенных одна над другой, каждая из которых связана с приводом вертика.пьного перемещения с помощью вертиклаьных стоек, соединенных поперечиной, причем по крайней мере одна из пар горизонтальных планок устройства для выгрузки пресс-форм снабжена механизмом возвратно-поступательного перемещения просс-форм, а стол для размещения пресс-форм установлен на основании неподвижно. Механизм возвратно-поступательноfo перемещения пресс-форм выполнен в виде установленной на поперючине горизонтальных планок устройства для выгрузки пресс-форм качающейся кулисы, связанной с приводом ее поворота и снабженной на конце ролике для взаимодействия с направляющей прессформы. При этом горизонтальные планки устройства для подъема пресс-форм снабжены роликами для взаимодействия с пресс-формой. А ролики горизонтальных планок ус тройства для подъема пресс-форм уста новлены на упругих пластинах. Кроме того, пресс снабжен смонтированным на устройстве для выгрузки пресс-форм выталкивающим механизмом, выполненным в виде плиты с выталкива телями, связанной с приводом: ее возвратно-поступательного горизонтально го перемещения. На фиг. 1 изображен пресс, вид спереди; на фиг. 2 - сечение А-А иа фиг. 1; на фиг. 3-9 - рабочие положе ния устройства для выгрузки прессформ, начиная с выгрузки пресс-формы из пресса до Асмента загрузки заклащ ных деталей (арматуры в пресс-форму) на фиг, 10 сечение Б-Б на фиг. 9. Литьевой пресс содержит нижнюю опорную плиту 1, верхнюю плиту 2, связанную с плитой 1 посредствсал четырех колонн 3, расположенных по пря моугольнику. На колоннах неподвижно установлено основание 4, на котором размещен стол 5, выступающий за пределы основания для размещения на нем двух комплектов пресс-форм. Над столом 5 на колоннах 3 установлена подвижная в вертикальном направлении прижимная плита 6, Снабженная приводом 7 ее перемещения, выполненньм, например, в виде гидравлического цилиндра с поршнем, который с одной стороны базируется на плите 2, а с другой - на прижимной плите 6. На ве рхйей стороне основания 4 и на нижне стороне прижимиой плиты 6 расположены соответственно нагревательные пли ты 8 и 9. Под основанием 4 расположе эструдер 10 и впрыскивающее устройст во 11 с мундштуком 12. На верхней на гревательной плите 9 закреплена верх няя плита пресс-формы - пуансон 13, на столе 5 размещела нижняя плита пресс-фогмы - литниковая плита 14, на которой размещена средняя плита пресс-формы - плита 15 матриц. Литниковая плита 14 и плита 15 матриц образуют подвижный комплекс пресс-формы, а пунсон 13 жестко закреплен на нагревательной плите и используется с подвижным комплектом первой и второй пресс-форм. Рядом со столом 5 внутри площади, ограниченной колоннами 3, установлено устройство для подъема пресс-формы, выполненное в виде горизонтальных планок 16 и 17, которые посредством вертикальных стоек 18, соединенных поперечиной 19, расположенной под ос нованием 4, связаны с приводсж 20 вертикального перемещения. Этот привод представляет гидроцилиндр с порпнем и закреплен на основании 4. Горизонтальные планки 16 и 17 снабжены роликами 21, на которых размещается подвижный комплект пресс-формы с возможностью перемещения вдоль горизонтальных планок 16 и 17, Рядомсо столом 5, но ёне площади, ограниченной колоннами 3, установлено устройство для выгрузки пресс-форм из пресса, выполненное в виде расположенных в коробообраэном корпусе, закрепленном на нижней стороне стола 5, двух пар горизонтальных планок 22 и 23, расположенных одна на другой, каждая пара из которых- соответственно связаны посредствсян вертикальных стоек 24, соединенных поперечиной 25, и вертикальных стоек 26, соединенных поперечиной 27 и снабженных приводами 28 и 29 их вертикального перемещения. Приводы представляют собой гидроцилиндры с поршнями, причем привод 28 закрепляется с одной стороны непосредственно на нижней стороне горизонтальной планки 22, а с другой на корпусе, а привод 29 закрепляется с одной стороны на корпусе, а с другой - на поперечине 27. На поперечине 25 шарнирно закреплена кулиса 30, которая поворачивается вокруг горизонтальной оси 31, прюходящей перпендикулярно продольному направлению горизонтальных планок 22 и 23, причем кулиса перемещается посредством привода 32 поворота, который представляет собой гидроцилиндр с поршнем, закрепленный с одной стороны на корпусе 1, а с другой - на кулисе 30, На верхнем свободном конце кулнсы 30 расположен направляющий ролик 33. На каящой литниковой плите l4 выполнены вертикальные выступающие вверх направляющие 34, с которыми взаимодействует ролик 33 кулисы 30, причем высота направляющих выбирается такой, что при повороте кулисы вокруг оси 31.направляющий ролик 33 не выходит из направляющей 34, На корпусе 21 устройства для выгрузки пресс-форм из пресса консольно сбоку смонтирован выталкивающий механизм, выполненный в виде плиты 35 с выталкивателями 36, связанной с при водом 37 ее возвратно-поступательного перемещения. Ролики 21 горизонтальных планок 16 и 17 установлены на упругих пластинах 38. На продольных сторонах литниковой плиты 14 и плиты 15 матриц выполнены продольные выступы 39 и 40 соответственно, а на горизонтальных планках 22 тл 22 устройства для выгрузки пресс форм выполнены соответствукмцие им продольные пазы. Горизонтальные планки 16 и 17 устройства для подъема пресс-форм оснащены по одному угольнику 41, который захватьшает выступы 40 плит 15. Пресс работает следующим образом. В исходном положении (фиг. 3) прижимная плита 6 находится в верхнем положении, так что литьевой пресс рас крыт. В плите 15 матриц находится готовое отформованное изделие, в литниковсй плите 14 имеется литник, простирающийся до сопла 12. Посредством соответствующего воздействия на привод 20. подъемное устройство с перввы комплектом пресс-формы поднимается (штрих-пунктирная линия на фиг. 3). После этого посредством соответствующего поворота кулисы 30 по стрелке 42 второй комплект пресс-формы, расположенный на устройстве выгрузки пресс-форм на столе 5, перемещается в литьевой пресс над соплом 12 в такое положение, которое прежде имел первый комплект пресс-формы. Сразу после этого нижние планки 22 и верхние планки 23 перемещаются вверх от привода 28 до тех пор, пока нижние и верхние подъемные планки 22 и 23 не будут расположены соосно с . комплектом пресс-формы или с несущими этот комплект подъемнЕлли горизонтальными планками 16. При таком пере мещении вверх подъемных планок направляющий ролик 33 кулисы 30 попадает в направляющие 34 первого комплек та пресс-формы, расположенного еще в поднятом устройстве для подъема прес форм литьевого пресса (фиг. 4). Сраз после этого кулиса 30, (на фиг. 4 штрих-пунктирная линия) поворачивает ся назад по стрелке 43 и при этом подхватьшает первый комплект прессформы в направлении 44. Литниковая плита 14 вводится затем в нижние под емные планки 22, в то время как плита 15 матриц перемещается в верхних подъемных планках 23. Конечное положение показано на фиг. 5 сплошной ли нией. После этого устройство для под ема пресс-формы опускается вниз по стрелке 45 до тех пор, пока подъемны планки 16 не захватят и не забазируют вновь сборку второго комплектапресс-формы, как прежде они подхватывали и базировали первый комплект пресс-формы. Чтобы обеспечить это ролики 21, которые зацепляются под соответствующей выступающей продольный выступ 39, с обеих продольных сторон соответствующих литниковых плит расположены на упруго отгибаемых наружу фиксаторных пластинах 38, кото1 ле при опускании планок 17 могут отклоняться наружу до тех пор, пока ролики 21 не выскочат под обеими выступами 39 и не подхватят их. бо втором комплекте П1)есс-формы уже находятся закладные детали 46, так что после этого литьевой пресс вновь может замыкаться посредством опускания прижимной плиты 6 с пуансоном 13. Началу нового пресса литья соответствует фиг. 6. Одновременно с опусканием устройства для подъема пресс-формы поперечины 25 и связанные с ними вертикальные стойки. 24 и планки 22 опускаются из положения, показанного на фиг. 5 сплошной линией, в положение, показанное там же штрих-пунктирной линией, в то время как поперечина 27 и связанные с ней вертикальные стойки 26 и планки 23 вместе с плитой 15 остаются в верхнем положении. При этом процессе литник 47 открывается 6т отформованного изделия. В этом положении ( на фиг. 6 сплошные линии) под действием привода 37 плита 35 с выталкивателя 36 вводится между плитой 15 матриц и литниковой плитой 14. Затем под воздействием привода 28 вновь перемещается вверх поперечина 25, благодаря чему плита 35 также поднимается вверх до тех пор, пока выталкиватель 36 не вытолкнет вверх готовое отформованное изделие 48 из плиты 15 пресс-формы по стрелке 49 (фиг. 5). После этого литник 47 становится доступным для оператора снизу, который может взять его и удалить из плиты 14 П1 есс-фОЕ 4ы по стрелке 50. В течении этого времени (фиг. 7) протекает процесс литья в литьевом прессе, кото1М 1й теперь оснащен вторым комплектом пресс-формы. Сразу после процесса выталкивания (фиг. 8) нижняя поперечина 25 вместе с литниковой плитой 14 вновь опускаются (на фиг. 8 сплошная линия), а плита 35 выталкивающего механизма отводится. В этом положении плита 15 пресс-формы, а также литниковая плита 14 могут очищаться. Затем плита 15 пресс-формы вновь опускается на литниковую плиту 14 посредством опу-. екания верхней поперечины 27. В этом положении (фиг. 9) в первый комплект пресс-формы могут укладываться новые закладные детали 46. Тем самым этот
первый комплект пресс-формы вновь подготавливается для смены, т.е. с открытием литьевого пресса начинается новый цикл (фиг. 3) .
Формула изобретения
1. Литьевой пресс для изготовления изделий из полимерных материалов, содержащий основание, установленную на колоннах подвижную в вертикальном направлении прижимную плиту, расположенный на основании стол для размещения двух комплектов пресс-фоЕ 1, выступающий за основания,
отличающийс я тем, что, с целью упрощения условий эксплуатации, он снабжен смонтированным на основании устройством для подъема прессформ, выполненным в виде пары гориэонтальных планок, связанных с приводом их вертикального перемещения посредством вертикальных стоек, соединенных поперечиной, и устройстве для выгрузки пресс-форм из пресса, выполненным в виде двух пар горизонтальных планок, размещенных одна над другой, каждая из которых связана с приводом вертикального перемещения с помощью вертикальных стоек, соединенных поперечиной, причем по крайней мере одна из пар горизонтальных планок устройства для выгрузки прессФорм снабжена механизмом возвратно- полтупательного перемещения пресс-фор,
а стол для размещения пресс-формы установлен на основании неподвижно.
2.Пресс по п. 1, отличающий с я тем, что механизм возврат но-поступательного перемещения прессформ выполнен S виде установленной
на поперечине горизонтальных планок устройства для выгрузки пресс-форм качающейся кулисы, связанной с приводом ее поворота и снабженной на конце роликсяи для взаимодействия с направляющей пресс-формы.
3.Пресс попп. 1и2, oтлич а ю щ и и с ятем, что горизонтальные планки устройства для подъема. пресс-форм снабжены роликами для взаимодействия с пресс-формой.
4.Пресс попп. 1, 2иЗ, отли чающийся тем, что ролики горизонтальных планок устройства для подъема пресс-формы установлены на упругих пластинах.
5.Пресс по пп. 1-4,отличаю щ и и с я тем, что он снабжен смонтироваиньм на устройстве для выгрузки пресс-форм выталкивающим механизмом, выполненный в виде плиты с выталкивателями, связанной с приводом ее возвратно-поступательного горизонтального перемещения.
Источники информации/ принятые во внимание при экспертизе
1. Патент ФРГ 2062432, кл. В 29 F 1/00, опублик. 1970 (прототип) ..
ij T % j I KKI III MI Чн I M II I iiA4V/ fsV S,4J / 4 VXVV-XW/.4VyiV4V/X4W.44 V4/X/VA4 Ф.;
L, -: t -TT ftfi .. .., П
5f.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смеситель для резины | 1975 |
|
SU652873A3 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Корпус шнекового пресса | 1975 |
|
SU557742A3 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| УСТРОЙСТВО ДЛЯ ЗАПИРАНИЯ ПРЕСС-ФОРМЫ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1993 |
|
RU2074051C1 |
| Устройство для перезарядки многоэтажных кольцевых пресс-форм | 1982 |
|
SU1030195A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Устройство для механической обработки деталей преимущественно пустотелых | 1983 |
|
SU1356953A3 |
| Устройство для перегрузки сырых кирпичей с формовочного стола пресса на вагонетки пропарочной камеры | 1950 |
|
SU109610A1 |

N У + + -I5
hW
(с.,
}1.зч гз 2г
и
ilrr.r
(Pvtt
5 J3WAW ///y//// VW.
i«S ii : S S« H:iSS5..,
f $
W 7//7 y 7 /Ay77 Af:f4y iy /: // / 4
Гм1
y//fW // /.w M f//A
(66969 Xi $ i%%ll% 9 / l
(Z
О
«-/ w/
J5
v
tf
HI
sSJ 5:i «- 5 V iSSr:
17
/
v;
i
t
ОJ
YA..
l§S S iS i 1fiv5s
fr
i i60 i« «%Oll B i B i|
Isssi
нг
W77/AY/M V
Фи1.Э
