I
MJ «5
i
w
it
сд
to
00 00
5
Щ7/Х/////
W2
0U«.f
граммом 4, выполненньЕм в виде двух Г-образных штанг, на одной из штанг закреплен измерительный шток 5, взаимодействующий с контролируемой деталью 17, Полки обеих штанг соединены пружиной 6. На полке одной штанги закреплена скоба 7, в стойках которой выполнены сквозные отверстия. На полке другой штанги закреплена серьга 8
с отверстием,соосным отверстиям скобы /. Стержень 9 пропущен через отверстия скобы 7 и серьги 8 и предназначен для взаимодействия одним концом с микропереключателем 10. Стержень 9 установлен в отверстиях скобы 7 и серьги 8 с зазором, характеризующим поля допуска размера контролируемой детали. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для многодиапазонной размерной сортировки деталей, привод этого автомата и его измерительная станция | 1990 |
|
SU1816519A1 |
| Устройство для измерения диаметров отверстий | 1990 |
|
SU1744440A1 |
| Устройство для контроля внутреннего диаметра деталей | 1988 |
|
SU1605134A1 |
| Электроконтактный преобразователь для контрольно-сортировочных автоматических устройств | 1990 |
|
SU1787517A1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| Устройство для измерения отклонений линейных размеров детали от эталона | 1989 |
|
SU1675653A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Прибор для контроля формы обувных колодок | 1979 |
|
SU843934A1 |
Изобретение относится к технике линейных измерений, а именно к устройствам для автоматического контроля линейных измерений. Цель изобретения - повышение точности контроля достигается за счет снабжения устройства плоскопружинным шарнирным параллелограммом 4, выполненным в виде двух Г-образных штанг, на одной из штанг закреплен измерительный шток 5, взаимодействующий с контролируемой деталью 17. Полки обеих штанг соединены пружиной 6. На полке одной штанги закреплена скоба 7, в стойках которой выполнены сквозные отверстия. На полке другой штанги закреплена серьга 8 с отверстием, соосным отверстиям скобы 7. Стержень 9 пропущен через отверстия скобы 7 и серьги 8 и предназначен для взаимодействия одним концом с микропереключателем 10. Стержень 9 установлен в отверстиях скобы 7 и серьги 8 с зазором, характеризующим поля допуска размера контролируемой детали. 2 ил.
Изобретение относится к контрольно-измерительной технике, в частности к устройствам для автоматического контроля линейных размеров.
Цель изобретения - повышение точности контроля.
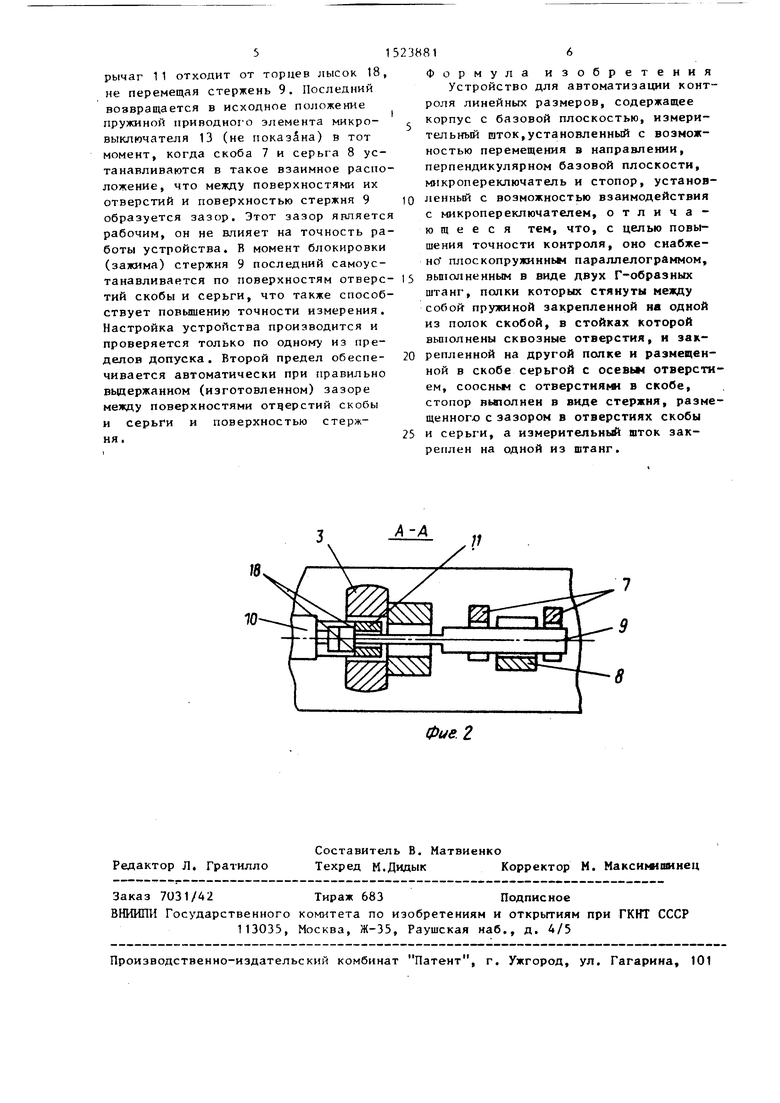
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит корпус 1 с базовой плоскостью 2, перпендикулярно которой перемещается шток 3, плоскопружинный параллелограмм, выполненный в виде двух Г-образных штанг, на одной штанге закреплен шток 3, а на другой штанге - измерительный шток 5 Полки обеих пгтанг соединены между со бой пружиной 6, которая создает измерительное усилие.
На полке одной из штанг закреплена скоба 7, в стойках которой выполнены сквозные отверстия, на полке второй штанги закреплена серьга 8, выполненная с осевым oTsepcTVicM,, соосным отверстием скобы 7. Серьга 8 размещена в скобе 7. Сквозь отверстия серьги 8 и скобы 7 пропущен стопор, выполнен- ньй в виде стержня 9. Один конец стержня 9 может воздействовать на микропереключатель 10, установленный в штоке 3. Двуплечий рычаг 11 расположен в пазах штока 3 и плоскопружинного параллелограмм . 4 и находится под воздействием пружины 12 сжатия с одного конца и толкателя 13 - с другого конца. Толкатель 13 совершает возвратно-поступательное перемещение от кулачка привода (не показан). Пружина 14 создает усилие, с которым шток 3 поджимается к базирующему упору 15. На конце штока 3 закреплен кронштейн для установки отсчетиого прибора 16, который используется для .-астройки устройства и для проверки величины допуска, установленной для
15
20
30
-, 35
40
45
50
55
контролируемой детали 17. Стержень У выполнен с лысками. Сама величина допуска определяется зазором между наружной поверхностью стержня 9 и поверхностями отверстий скобы 7 и серьги 8 и обеспечивается при изготовлении указанных элементов.
Устройство работает следующим образом.
Толкатель 13 перемещается вверх, рычаг 11 сжимает пружину 12, затем упирается в плоскопружинный параллелограмм 4 и поднимает его вмеС Те со штоком 3 в верхнее положение. Контролируемая деталь 17 перемещается по базовой плоскости 2 на линию измерения под приподнятый измерительный щток 5. В следующем зтапе цикла толкатель 13 перемещается вниз, за ним под воздействием пружины 14 перемещается гаток 3 до соприкосновения с базирующим упором 15 и останавливается в зтом положении. Измерительный щток 5, войдя в соприкосновение с годной контролируемой деталью 17, устанавливается в таком положении ,что стержень 9 освобождается от блокировки скобы 7 и серьги 8. Под воздействием пружины 12 рычаг 11 поворачивается и за торцы лысок 18 стержень 9 (фиг.2) перемещает последний влево до упора в приводной элемент микропереключателя 10 Микропереключатель 10 выдает сигнал о том, что контролируемая деталь 17 изготовлена в пределах поля допуска. Если размер контролируемой детали 17 завыщен или занижен, то стержень 9 зажимается скобой 7 и серьгой 8, перемещение его блокируется, и сигнал о годности контролируемой детали 17 не поступает. При движении толкателя 13 вверх в следующем зтапе цикла пружина 12 сжимается.
рычаг 11 отходит от торцев лысок 18, не перемещая стержень 9. Последний возвращается в исходное положение пружиной приводного элемента микровыключателя 13 (не показана) в тот момент, когда скоба 7 и серьга 8 устанавливаются в такое взаимное расположение, что между поверхностями их отверстий и поверхностью стержня 9 образуется зазор. Этот зазор является рабочим, он не влияет на точность работы устройства. В момент блокировки (зажима) стержня 9 последний самоустанавливается по поверхностям отверстий скобы и серьги, что также способствует повьшению точности измерения. Настройка устройства производится и проверяется только по одному из пределов допуска. Второй предел обеспечивается автоматически при правильно выдержанном (изготовленном) зазоре между поверхностями отверстий скобы и серьги и поверхностью стержня.
Формула изобретения
Устройство для автоматизации контроля линейных размеров, содержащее корпус с базовой плоскостью, измерительный шток,установленный с возможностью перемещения в направлении, перпендикулярном базовой плоскости, микропереключатель и стопор, установленный с возможностью взаимодействия с микропереключателем, отличающееся тем, что, с целью повышения точности контроля, оно снабжено плоскопружинньм параллелограммом,
вьшолненным в виде двух Г-образных штанг, полки которых стянуты между собой пружиной закрепленной на одной из полок скобой, в стойках которой вьпюлнены сквозные отверстия, и закрепленной на другой полке и размещенной в скобе серьгой с осевьи отверстием, соосньм с отверстиями в скобе, стопор выполнен в виде стержня, разме- щенногл с зазором в отверстиях скобы
и серьги, а измерительный шток закреплен на одной из штанг.
А-А
фие.2
| Устройство для автоматического контроля наружных размеров деталей | 1985 |
|
SU1260657A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
