Изобретение относится к области сварки, а именно к устройствам для сборки металлоконструкций, преимущественно под сварку симметрично расположенных элементов, например триангелей тормозных систем железнодорожных вагонов.
Известно устройство для сборки под сварку, содержащее смонтированный на основании ходовой винт и установленные на нем гайки с правой и левой резьбами, снабженные зажимами, выполненными б биде двуплечих рычагов, одно из плеч которых снабжено центрирующим изделие упором и подпружиненным упором.
Недостатком известного технического решения является то, что с его помощью можно отцентрировать симметрично оси устройства только верхний элемент изделия. Нижний же элемент изделия только прижимается к основанию и никак не центрируется относительно оси устройства.
За прототип принят стенд для сборки под сварку металлоконструкций с симметрично расположенными элементами, содержащий смонтированные на основании подвижные каретки с ложементами и толкателями, кинематически связанные между собой через привод, регулируемые упоры, ограничивающие ход подвижных кареток, и выталкиватель собранных изделий.
Недостатком прототипа является то, что он предназначен для сборки симметрично расположенных элементов к базовому путем торцевой выставки прижатия присоединяемых деталей. Стенд не может обеспечить сборку накладываемых друг на друга деталей разной длины симметрично относительно оси стенда.
Целью изобретения является расширение технологических возможностей путем обеспечения точной сборки под сварку трисззадД
00
ю ю
ангеля тормозных систем железнодорожного вагона с элементами насыщения.
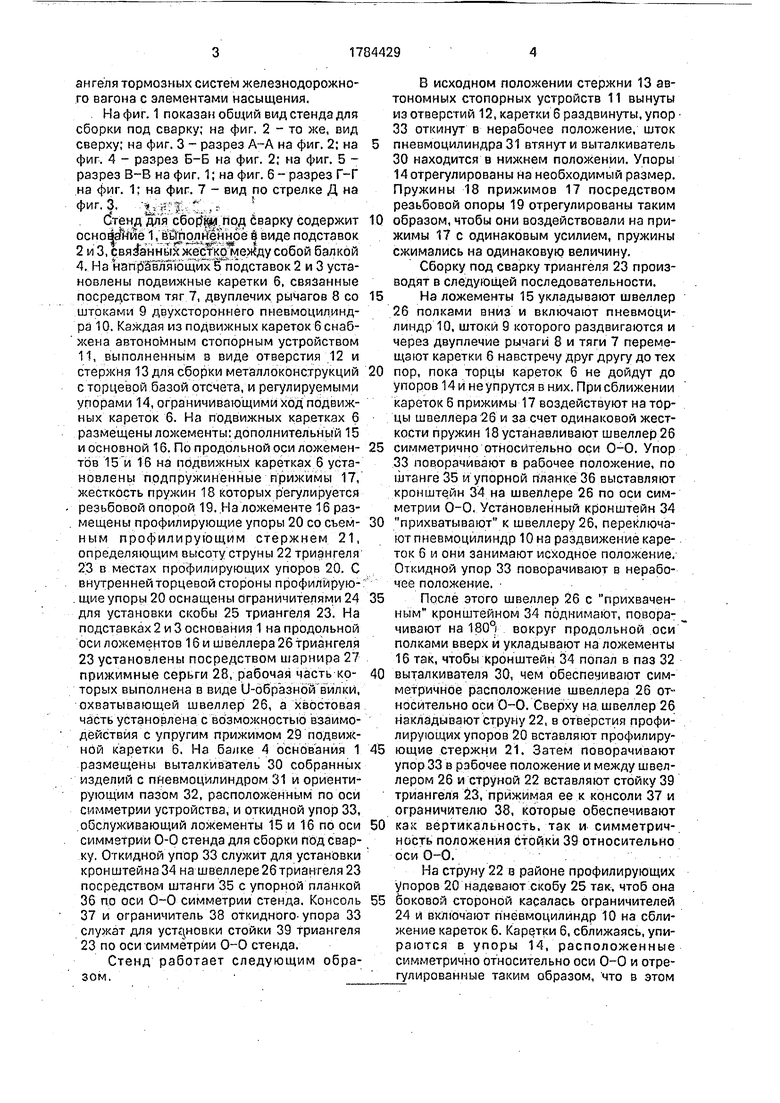
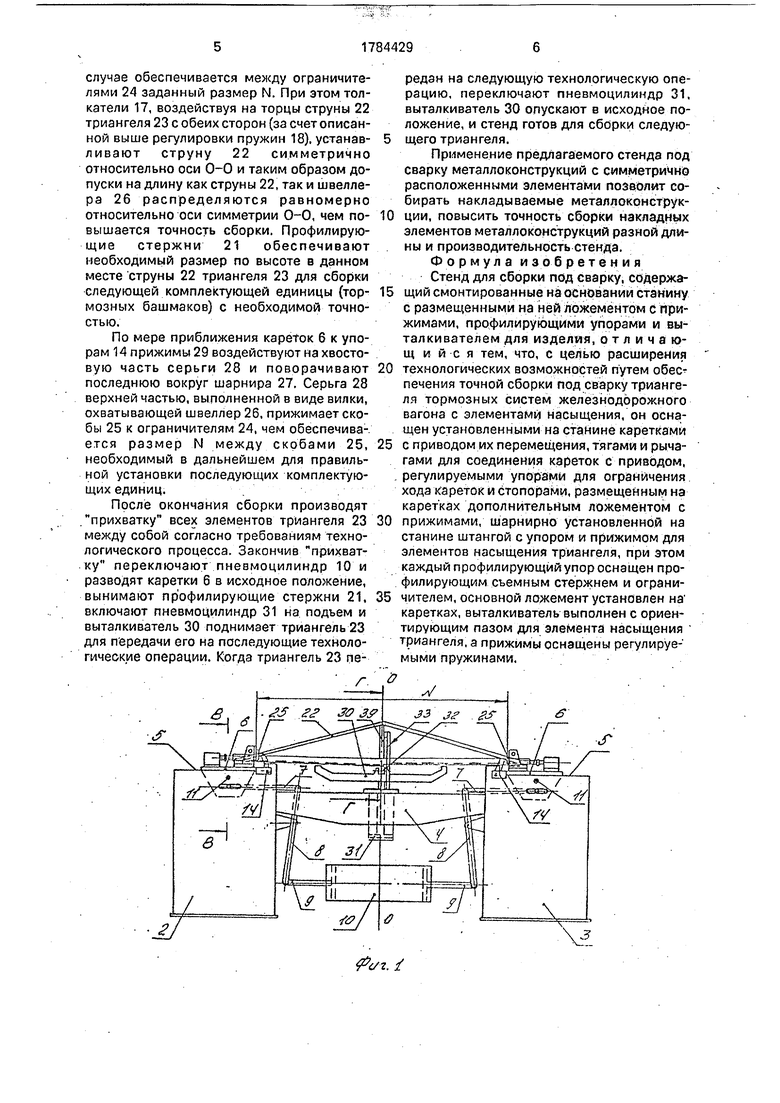
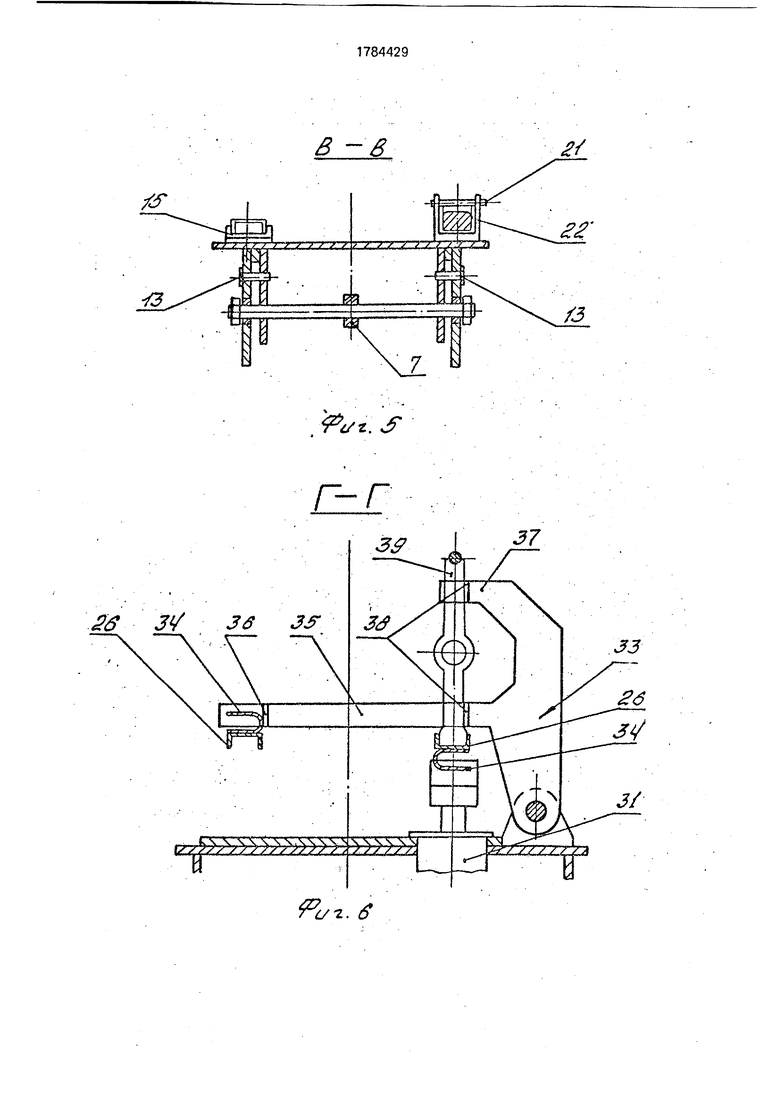
На фиг. 1 показан общий вид стенда для сборки под сварку; на фиг, 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 1: на фиг. 7 - вид по стрелке Д на
Фиг. з. , ;,.-
Стенд для под сварку содержит основ н йе 1 , вйпрднгеннре § виде подставок 2 и 3, свяйнныхжесТкс ежду собой балкой 4. На напр аТэГляющих 5 подставок 2 и 3 установлены подвижные каретки 6, связанные посредством тяг 7, двуплечих рычагов 8 со штоками 9 двухстороннего пневмоцилинд- ра 10. Каждая из подвижных кареток б снабжена автономным стопорным устройством 11, выполненным в виде отверстия 12 и стержня 13 для сборки металлоконструкций с торцевой базой отсчета, и регулируемыми упорами 14, ограничивающими ход подвижных кареток 6. На подвижных каретках 6 размещены ложементы: дополнительный 15 и основной 16. По продольной оси ложементов 15 и 16 на подвижных каретках 6 установлены подпружиненные прижимы 17, жесткость пружин 18 которых регулируется резьбовой опорой 19. На ложементе 16 размещены профилирующие упоры 20 со съем- ным профилирующим стержнем 21, определяющим высоту струны 22 триангеля 23 в местах профилирующих упоров 20. С внутренней торцевой стороны профилирующие упоры 20 оснащены ограничителями 24 для установки скобы 25 триангеля 23. На подставках 2 и 3 основания 1 на продольной оси ложементов 16 и швеллера 26 триангеля 23 установлены посредством шарнира 27 прижимные серьги 28, рабочая часть которых выполнена в виде U-образной вилки, охватывающей швеллер 26, а хвостовая часть установлена с возможностью взаимодействия с упругим прижимом 29 подвижной каретки 6. На балке 4 основания 1 размещены выталкиватель 30 собранных изделий с пневмоцилиндром 31 и ориентирующим пазом 32, расположенным по оси симметрии устройства, и откидной упор 33, обслуживающий ложементы 15 и 16 по оси симметрии 0-0 стенда для сборки под сварку. Откидной упор 33 служит для установки кронштейна 34 на швеллере 26триангеля 23 посредством штанги 35 с упорной планкой
36по оси 0-0 симметрии стенда. Консоль
37и ограничитель 38 откидного- упора 33 служат для установки стойки 39 триангеля 23 по оси симметрии 0-0 стенда.
Стенд работает следующим образом.
В исходном положении стержни 13 автономных стопорных устройств 11 вынуты из отверстий 12, каретки б раздвинуты, упор 33 откинут в нерабочее положение, шток
пневмоцилиндра31 втянут и выталкиватель 30 находится в нихшем положении. Упоры 14 отрегулированы на необходимый размер. Пружины 18 прижимов 17 посредством резьбовой опоры 19 отрегулированы таким
0 образом, чтобы они воздействовали на прижимы 17 с одинаковым усилием, пружины сжимались на одинаковую величину.
Сборку под сварку триангеля 23 производят в следующей последовательности.
5 На ложементы 15 укладывают швеллер 26 полками вниз и включают пневмоци- линдр 10, штоки 9 которого раздвигаются и через двуплечие рычаги 8 и тяги 7 перемещают каретки б навстречу друг другу до тех
0 пор, пока торцы кареток 6 не дойдут до упоров 14 и не упрутся в них. При сближении кареток б прижимы 17 воздействуют на торцы швеллера 26 и за счет одинаковой жесткости пружин 18 устанавливают швеллер 26
5 симметрично относительно оси 0-0. Упор 33 поворачивают в рабочее положение, по штанге 35 и упорной планке 36 выставляют кронштейн 34 на швеллере 26 по оси симметрии 0-0. Установленный кронштейн 34
0 прихватывают к швеллеру 26, переключают пневмоцилиндр Юна раздвижеиие кареток 6 и они занимают исходное положение. Откидной упор 33 поворачивают в нерабочее положение.
5 После этого швеллер 26 с прихваченным кронштейном 34 поднимают, поворачивают на 180°) вокруг продольной оси полками вверх и укладывают на ложементы 16 так, чтобы кронштейн 34 попал в паз 32
0 выталкивателя 30, чем обеспечивают симметричное расположение швеллера 26 относительно оси 0-0. Сверху на швеллер 26 накладывают струну 22, в отверстия профилирующих упоров 20 вставляют профилиру5 ющие стержни 21. Затем поворачивают упор 33 в рэбочее положение и между швеллером 26 и струной 22 вставляют стойку 39 триангеля 23, прижимая ее к консоли 37 и ограничителю 38, которые обеспечивают
0 как вертикальность, так и симметричность положения стойки 39 относительно оси 0-0.
На струну 22 в районе профилирующих упоров 20 надевают скобу 25 так, чтоб она
5 боковой стороной касалась ограничителей 24 и включают пневмоцилиндр 10 на сближение кареток 6. Каретки 6, сближаясь, упи- раются в упоры 14, расположенные симметрично относительно оси 0-0 и отрегулированные таким образом, что в этом
случае обеспечивается между ограничителями 24 заданный размер N. При этом толкатели 17, воздействуя на торцы струны 22 триангеля 23с обеих сторон (за счет описанной выше регулировки пружин 18). устанав- ливают струну 22 симметрично относительно оси 0-0 и таким образом допуски на длину как струны 22, так и швеллера 26 распределяются равномерно относительно оси симметрии 0-0, чем по- вышается точность сборки. Профилирующие стержни 21 обеспечивают необходимый размер по высоте в данном месте струны 22 триангеля 23 для сборки следующей комплектующей единицы (тор- мозных башмаков) с необходимой точностью.
По мере приближения кареток 6 к упорам 14 прижимы 29 воздействуют на хвостовую часть серьги 28 и поворачивают последнюю вокруг шарнира 27. Серьга 28 верхней частью, выполненной в виде вилки, охватывающей швеллер 26, прижимает скобы 25 к ограничителям 24, чем обеспечивается размер N между скобами 25, необходимый в дальнейшем для правильной установки последующих комплектующих единиц.
После окончания сборки производят прихватку всех элементов триангеля 23 между собой согласно требованиям технологического процесса. Закончив прихватку переключают пневмоцилиндр 10 и разводят каретки 6 в исходное положение, вынимают профилирующие стержни 21, включают пневмоцилиндр 31 на подъем и выталкиватель 30 поднимает триангель 23 для передачи его на последующие технологические операции. Когда триангель 23 передан на следующую технологическую операцию, переключают пневмоцилиндр 31, выталкиватель 30 опускают в исходное положение, и стенд готов для сборки следующего триангеля.
Применение предлагаемого стенда под сварку металлоконструкций с симметрично расположенными элементами позволит собирать накладываемые металлоконструкции, повысить точность сборки накладных элементов металлоконструкций разной длины и производительность стенда. Формула изобретения Стенд для сборки под сварку, содержащий смонтированные на основании станину с размещенными на ней ложементом с прижимами, профилирующими упорами и выталкивателем для изделия, о т л и ч a rout и и с я тем, что, с целью расширения технологических возможностей путем обеспечения точной сборки под сварку триангеля тормозных систем железнодорожного вагона с элементами насыщения, он оснащен установленными на станине каретками с приводом их перемещения, тягами и рычагами для соединения кареток с приводом, регулируемыми упорами для ограничения хода кареток и стопорами, размещенным на каретках дополнительным ложементом с прижимами, шарнирно установленной на станине штангой с упором и прижимом для элементов насыщения триангеля, при этом каждый профилирующий упор оснащен профилирующим съемным стержнем и ограничителем, основной ложемент установлен на каретках, выталкиватель выполнен с ориентирующим пазом для элемента насыщения триангеля, а прижимы оснащены регулируемыми пружинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Стенд для сборки стыков полотнищ под сварку | 1987 |
|
SU1418022A1 |
| Стенд для сборки и сварки металлоконструкций | 1983 |
|
SU1164027A1 |
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Стенд для сборки под сварку металлоконструкций | 1986 |
|
SU1333518A1 |
| Стенд для сборки под сварку металлоконструкций | 1981 |
|
SU1074694A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |

Использование: для сборки под сварку триангеля тормозных систем железнодорожного вагона. Сущность изобретения: стенд для сборки под сварку содержит смонтированные на основании подвижные каретки с ложементами и прижимами, кинематически связанными между собой через привод, регулируемые упоры, ограничивающие ход подвижных кареток, и выталкиватель собранных изделий. Стенд снабжен дополнительными ложементами с прижимами, упругими прижимами и профилирующи- миупорами, оснащенными ограничителями. Основание снабжено откидным упором, обслуживающим ложементы по оси симметрии стенда. Прижимная серьга взаимодействует хвостовой частью с упругим прижимом каретки, Жесткость пружин прижимов регулируется резьбовыми упорами. Выталкивател ь оснащен ориентирующим пазом. 7 ил.
. /
$
tvi
f ( ( ff /S.S / / / Xy1 Ч Ч X V X
/Г ЛГ
J -i7
2/
J
-
ezt/t Qii
6 ид Д
«zVz.
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
