Изобретение относится к измерительной технике и может быть использовано для неразрушаквдего контроля прочности ИЗДЕЛИЙ, армированных металлическими тросами, применяемых на конвейерном транспорте и при многоканатном подъеме грузов в угольной и горнорудной про1« шшенности.
Целью изобретения является повышение достоверности контроля за счет исключения погрешности, обусловленной отклонением формы кривой распределения поля дефекта.
На фиг.1 приведена блок-схема устройства для реализации способа; на
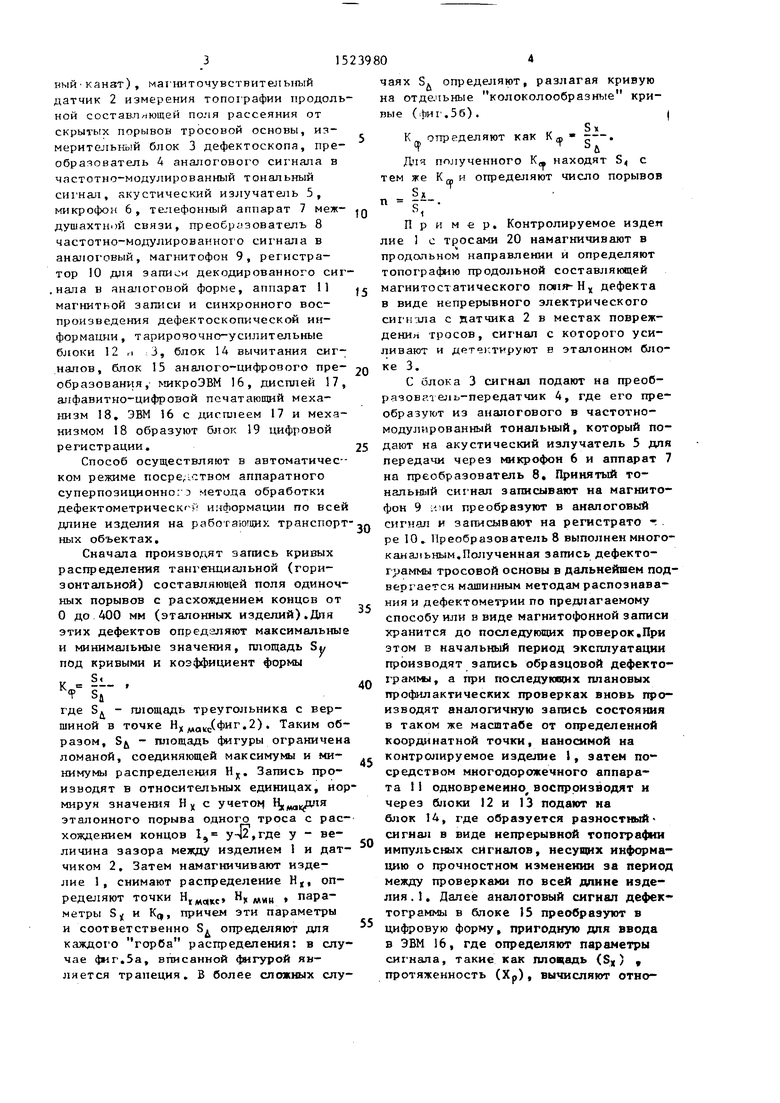
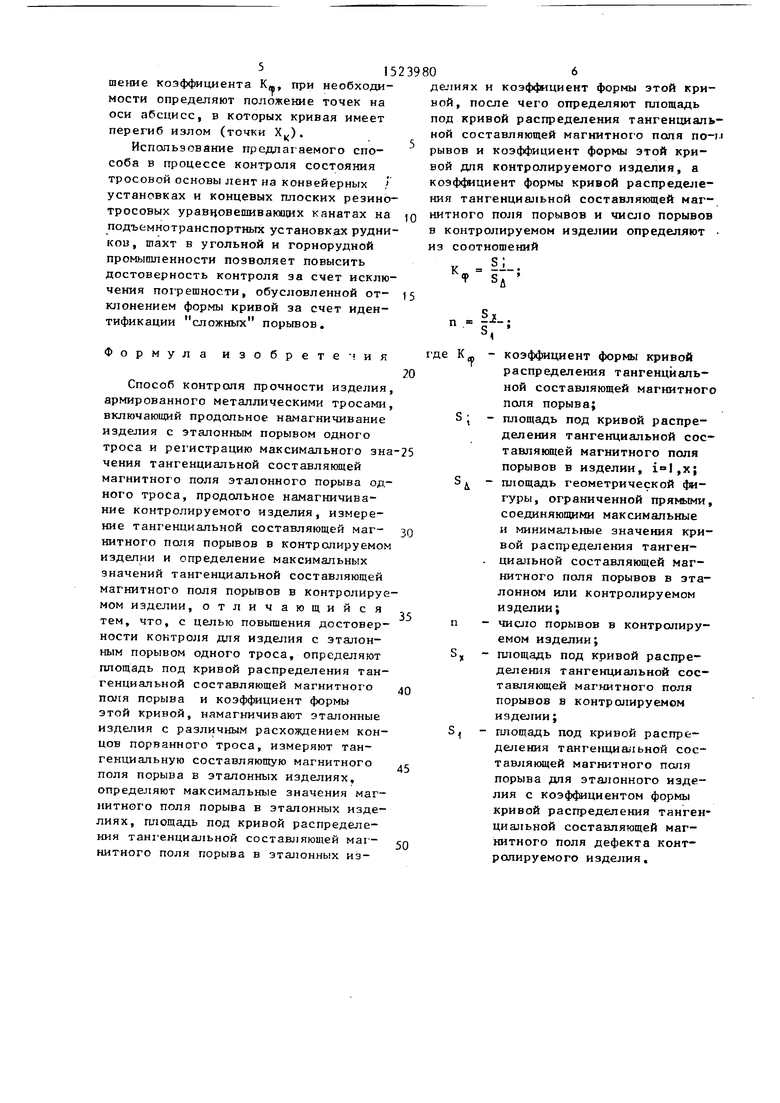
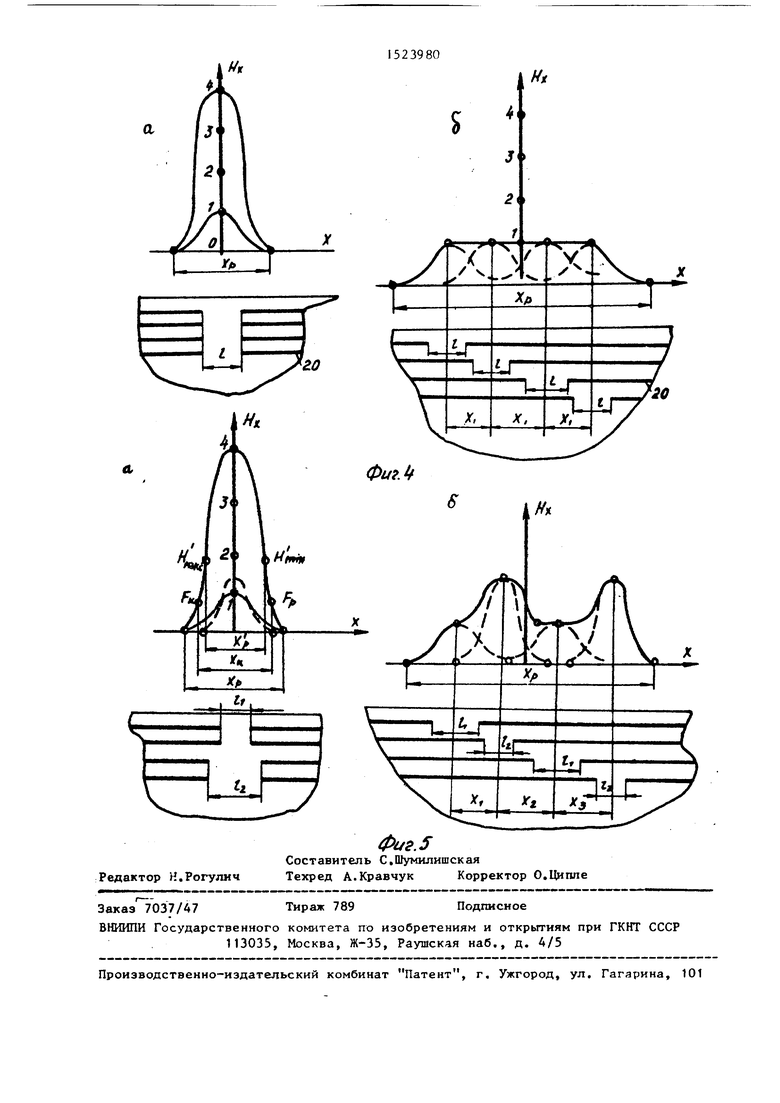
фиг.2 и 3 - форма сигнала от порыва одного троса и двух тросов с различ- . ным раскрытием концов; на фиг,4 - графическая зависимость параметров сигпа . нала от величины I расхождения концов порыва; на фиг.5 - примеры сигналооб- разования от предельного допустимого скрытого порыва тросов.
Устройство (4мг,1) включает контролируемое изделие 1 (резинотросовая лента или плоский армированный тросоый канат) , магниточувствителышй атчик 2 измерения топот-рафии продольной составляющей поля рассеяния от скрытых порывов тросовой основы, изерительный блок 3 дефектоскопа, преобразователь 4 аналогового сигнала в частотно-модулированный тональный сигнал, акустический излучатель 5, икрофон 6, телефонный аппарат 7 межушахтной связи, преобразователь 8 частотно-модулированного сигнала в аналоговый, магнитофон 9, регистратор 0 для записи декодированного сиг- нала в аналоговой форме, аппарат 11 магнитьой записи и синхронного воспроизведения дефектоскопической ин- ормащш, тарирозочно-усилительные блоки 12 ,1 3, блок 14 вычитания сигналов, блок 15 аналого-цифрового преобразования,- микроэвм 16, дисплей 17, алфавитно-цифровой печатающий механизм 18, ЭВМ 16 с дисплеем 17 и механизмом 18 образуют блок 19 цифровой регистрации.
Способ осуществляют в автоматическом режиме nocpe icTBOM аппаратного суперпозиционного метода обработки дефектометрическ м информации по всей длине изделия на работаюгцих транспорт- ных объектах.
Сначала производят запись кривых распределения тангенциальной (горизонтальной) составляющей поля одиночных порывов с расхождением концов от О до 400 мм (эталонных изделий).Для этих дефектов опредапяют максимальные и минимальные значения, площадь под кривыми и коэффициент формы
.- 1г
где S. - гающадь треугольника с вершиной в точке Н д,д|.(фиг,2). Таким образом, - гошщадь фигуры ограничена ломаной, соединяющей максимуьвл и минимумы распределения Н, Запись производят в относительных единицах, нормируя значения Н )( с учеток( li,fifia эталонного порыва одного троса с рас- хождением концов 1, уЧ2,где у - величина зазора между изделием 1 и датчиком 2, Затем намагничивают изделие 1, снимают распределение Н, определяют точки H,o,j, Н, параметры S и К(,, причем эти параметры и соответственно S. определяют для каждого горба распредепения: в случае фиг,5а, вписанной фигурой является трапеция, В более сложных случаях S определяют, разлагая кривую на отдечьные колоколообразные кривые (itar.56).
0
5
0
5
0
5
0
5
O
5
К
определяют как К д, р-
Дчч полученного К- находят S с тем же определяют число порывов
ifПример. Контролируемое издем лие 1 с тросами 20 намагничивают в продольном направлении и определяют топографию продольной составляющей магнитостатического пов1я-Н дефекта в виде непрерывного электрического сигнала с датчика 2 в местах повреждении тросов, сигнал с которого усиливают и дете1стируют в эталонном блоке 3.
С блока 3 сигнал подают на преоб- разоврл ель-передатчик 4, где его преобразуют из аналогового в частотно- модулированный тональный, который подают на акустический излучатель 5 для передачи через микрофон 6 и аппарат 7 на преобразователь 8, Принятый то- нальньтй сигнал записывают иа магнитофон 9 ичи преобразуют в аналоговый сигнал и записывают на регистрато -. . ре 10, Преобразователь 8 выполнен многоканальным,Полученная запись дефекто- граммы тросовой основы в дальнейшем подвергается машинным методам распознавания и дефектометрии по предлагаемому способу или в виде магнито|}юнной записи хранится до последующих проверок.При этом в начальный период эксплуатации производят запись образцовой дефекто- граммы, а при последующих плановых профилактических проверках вновь производят аналогичную запись состояния в таком же масштабе от определенной координатной точки, наносимой на контролируемое изделие I, затем посредством многодорожечного аппарата 11 одновременно, воспроизводят и через блоки 12 и 13 подают иа блок 14, где образуется разностный- сигнал в виде непрерывной топографии импульсных сигналов, несущих информацию о прочностном изменении за период между проверками по всей длине изделия .1, Далее аналоговый сигнал дефек- тограммы в блоке 15 преобразуют в цифровую форму, пригодную для ввода в ЭВМ 16, где определяют параметры сигнала, такие как плоцадь (S) , протяженность (Хр), вычисляют отношение коэффициента К-, при необходимости определяют положение точек на оси абсцисс, в которых кривая имеет перегиб излом (точки X..).
Испапьэование предлагаемого способа в процессе контроля состояния тросовой основы лент на конвейерных / установках и концевых плоских резино- тросовых уравновешивающих канатах на подъемнотранспортных установках рудников, шахт в угольной и горнорудной промышленности позволяет повысить достоверность контроля за счет исключения пог решности, обусловленной от- клонением формы кривой за счет идентификации сложных порьгоов.
делиях и коэф4ициент формы этой кривой, после чего определяют площадь под кривой распределения тангенциальной составляющей магнитного попя рывов и коэффициент формы этой кривой для контролируемого изделия, а коэффициент формы кривой распределения тангенциальной составляющей магнитного поля порывов и число порывов в контролируемом изделии определяют из соотношений
s; .
к
т
Ь..
М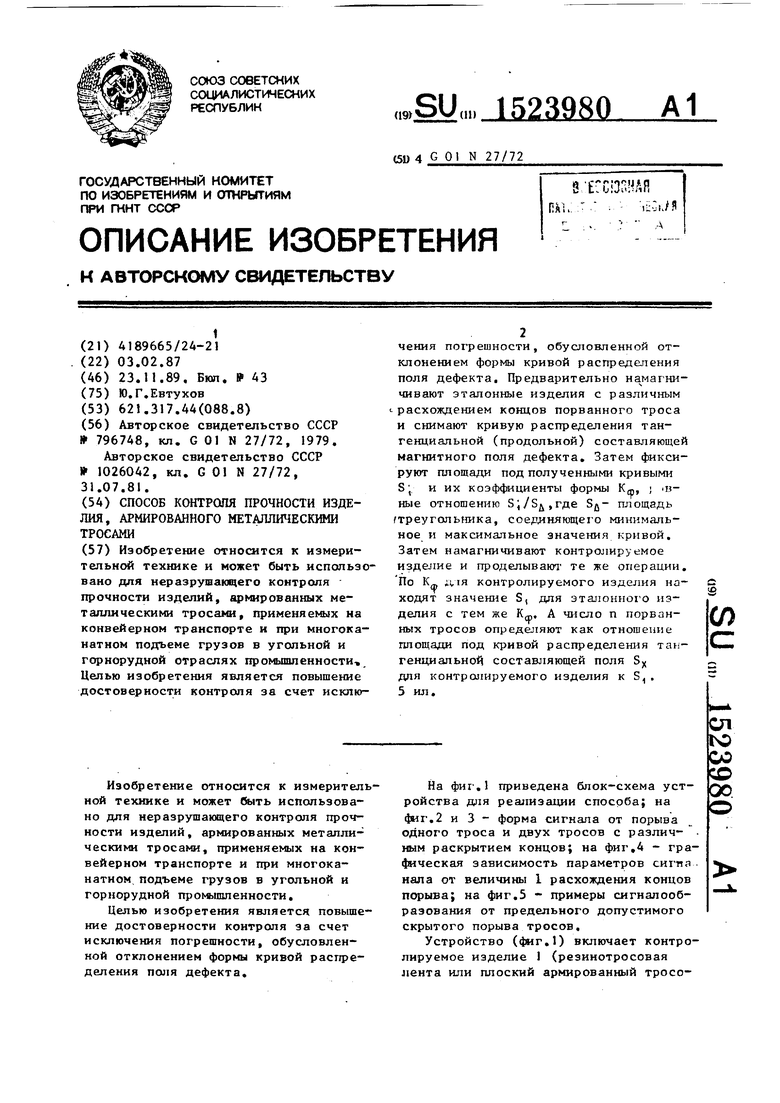
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля прочности изделия,армированного металлическими тросами | 1981 |
|
SU1026042A1 |
| Способ магнитного контроля прочно-СТи издЕлия, АРМиРОВАННОгО МЕТАлли-чЕСКиМи ТРОСАМи | 1979 |
|
SU796748A2 |
| Способ контроля прочности армированных тросами изделий | 1981 |
|
SU1164592A1 |
| СПОСОБ ОБНАРУЖЕНИЯ РАЗРЫВОВ ТРОСОВ ТРОСОВОЙ ОСНОВЫ РЕЗИНОТРОСОВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2016404C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ | 1996 |
|
RU2118816C1 |
| Способ контроля физико-механических показателей ферромагнитных изделий и устройство для его осуществления | 1985 |
|
SU1325347A1 |
| Способ определения ширины трещины в ферромагнитном изделии | 1991 |
|
SU1810809A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОТРОЛЯ ИЗДЕЛИЙ С ПОВЕРХНОСТЬЮ МАЛОЙ КРИВИЗНЫ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ | 1993 |
|
RU2097758C1 |
| СИСТЕМА И СПОСОБ СКАНИРОВАНИЯ СОСТОЯНИЯ ТРОСОВОЙ ТРАНСПОРТЕРНОЙ ЛЕНТЫ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2023 |
|
RU2803670C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ ШВОВ ДВУМЯ ЛЕНТАМИ | 1993 |
|
RU2086973C1 |
Изобретение относится к измерительной технике и может быть использовано для неразрушающего контроля прочности изделий, армированных металлическими тросами, применяемых на конвейерном транспорте и при многоканатном подъеме грузов в угольной и горнорудной отраслях промышленности. Целью изобретения является повышение достоверности контроля за счет исключения погрешности, обусловленной отклонением формы кривой распределения поля дефекта. Предварительно намагничивают эталонные изделия с различным расхождением концов порванного троса и снимают кривую распределения тангенциальной (продольной) составляющей магнитного поля дефекта. Затем фиксируют площади под полученными кривыми SI и их коэффициенты формы К1, равные отношению SI SΔ, где SΔ - площадь треугольника, соединяющего минимальное и максимальное значение кривой. Затем намагничивают контролируемое изделие и проделывают те же операции. По Кф для контролируемого изделия находят значение S1 для эталонного изделия с тем же Кф, а число N порванных тросов определяют как отношение площади под кривой распределения тангенциальной составляющей поля S*98X для контролируемого изделия к S1. 5 ил.
Формула изобретения
Способ контроля прочности изделия армированного металлическими тросами включающий продольное намагничивание изделия с эталонньм порывом одного троса и регистрацию максимального зна чения тангенциальной составляющей магнитного поля эталонного порыва одного троса, продольное намагничивание контролируемого изделия, измерение тангенциальной составляющей магнитного поля порывов в контролируемом изделии и определение максимальных значений тангенциальной составляющей магнитного поля порывов в контролируемом , отличающийся тем, что, с целью повышения достоверности контроля для изделия с эталонным порывом одного троса, определяют площадь под кривой распределения тангенциальной составляющей магнитного поля порыва и коэффициент формь этой кривой, намагничивают эталонные изделия с различным расхождением концов порванного троса, измеряют тангенциальную составляющую магнитного поля порыва в эталонных изделиях, определяют максимальные значения магнитного поля порыва в эталонных изделиях, площадь под кривой распределения тан1 енциальной составляющей магнитного поля порыва в эталонных из
где К,
0
0
5
5
0
5
S, 0
коэффициент формы кривой распределения тангенциальной составляющей магнитного поля порыва;
площадь под кривой распределения тангенциальной составляющей магнитного поля порывов в изделии, ,х; площадь геометрической фигуры, ограниченной прямыми, соединяющими максимальные и минимальные значения кривой распределения тангенциальной составляющей магнитного поля порывов в эталонном или контролируемом изделии;
число порывов в контролируемом изделии;
площадь под кривой распределения тангенциальной составляющей магнитного поля порывов в контролируемом изделии;
площадь под кривой распределения тангенциальной составляющей магнитного поля порыва для эталонного изделия с коэффициентом формы кривой распределения тангенциальной составляющей магнитного поля дефекта контролируемого изделия.
м
Фие.
г.1
1523980
Ht
| Способ магнитного контроля прочно-СТи издЕлия, АРМиРОВАННОгО МЕТАлли-чЕСКиМи ТРОСАМи | 1979 |
|
SU796748A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля прочности изделия,армированного металлическими тросами | 1981 |
|
SU1026042A1 |
