(21)4389203/23-05
(22)09.03.88
(46) 30.11.89. Бюл. № 44
(71)Опытно-конструкторское и технологическое бюро расфасовочного и упаковочного оборудованияi
(72)В.И.Зацепин и И.Л.Шапошников
(53)678.059,4 (088.8)
(56)Авторское свидетельство СССР № 1141007, кл. В 29 С 65/40, 1983.
Авторское свидетельство СССР № 1060485, кл. В 29 С 65/02, 1982.
(54)УСТРОЙСТВО ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ
(57)Изобретение относи гся к области сварки пластмасс и может быть использовано для сварки и разделения горловин пакетов. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения удаления соединительных перемычек различной длины между горловинами соседних пакетов. Для этого в устройстве для сварки пакетов из термопластичных пленок режущее приспособление выполнено в виде двух гибких ножей, установленных под углом друг к другу. Опорный механизм выполнен в виде приводного замкнутого гибкого элемента со смонтированным на нем по меньшей мере одним блоком из тонколистовых пластин. Тонколистовые пластины установлены с возможностью поворота перпендикулярно продольной оси устройства и выполнены на свободном конце с двумя зубчатыми выступами, направленными в сторону режущего приспособления. Тонколистовые пластины снабжены ограничителем их поворота и приводным упором, установленными с противоположных сторон Пластины.Кроме того, ограничительные пластины выполнены из ферромагнитного материала,а ограничител з их поворота - в виде магнита. Режущее приспособление и опорный механизм установлены за механизмом прижима ленты по ходу движения пакетов. 2 з.п.ф-лы, 4 ил.
с в
(Л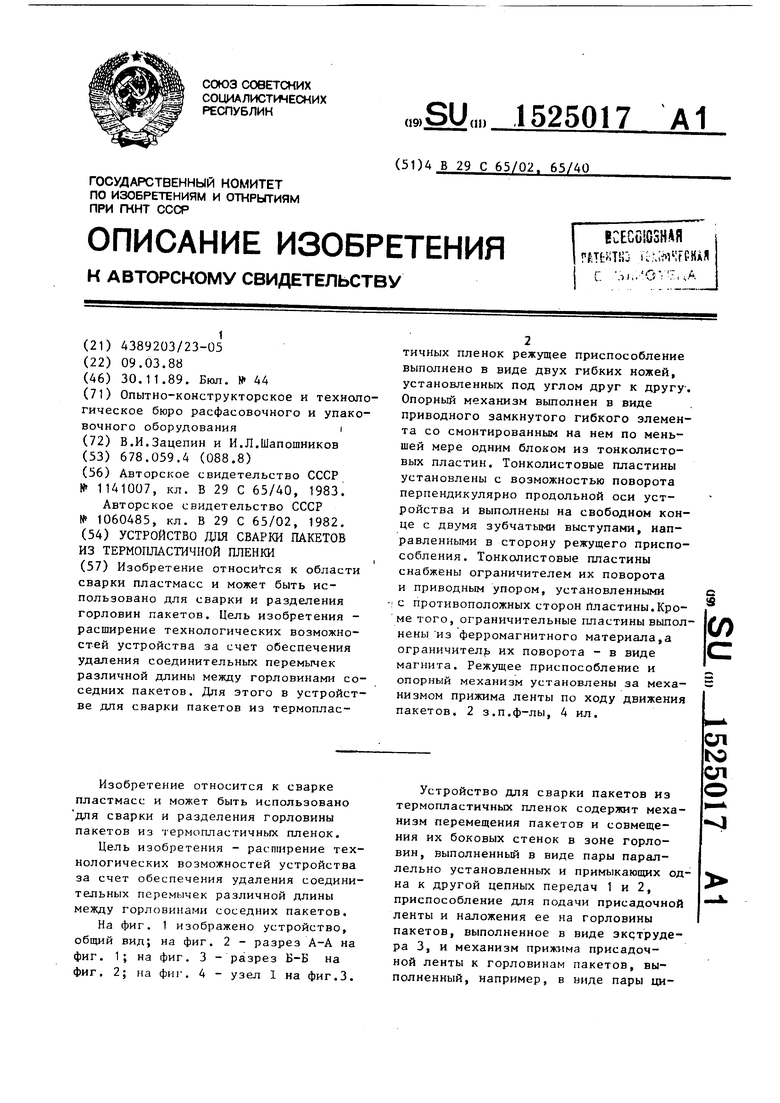
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пакетов из термопластичных пленочных материалов | 1988 |
|
SU1599237A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1983 |
|
SU1141007A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1982 |
|
SU1060485A1 |
| Устройство для сварки пакетов из термопластичных пленочных материалов | 1987 |
|
SU1454723A1 |
| Устройство для упаковывания предметов в термопластичную пленку | 1986 |
|
SU1344685A1 |
| Устройство для наложения клейкой ленты на горловины пакетов | 1985 |
|
SU1306828A1 |
| Устройство для укупоривания пакетов из термопластичного материала | 1985 |
|
SU1316917A1 |
| Способ ремонта якоря тягового электродвигателя | 1984 |
|
SU1243924A1 |
| Устройство для изготовления пакетов с прямоугольным дном из термопластичного материала | 1981 |
|
SU1076305A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039940C1 |
Изобретение относится к области сварки пластмасс и может быть использовано для сварки и разделения горловин пакетов. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения удаления соединительных перемычек различной длины между горловинами соседних пакетов. Для этого в устройстве для сварки пакетов из термопластичных пленок режущее приспособление выполнено в виде двух гибких ножей, установленных под углом друг к другу. Опорный механизм выполнен в виде приводного замкнутого гибкого элемента со смонтированным на нем по меньшей мере одним блоком из тонколистовых пластин. Тонколистовые пластины установлены с возможностью поворота перпендикулярно продольной оси устройства и выполнены на свободном конце с двумя зубчатыми выступами, направленными в сторону режущего приспособления. Тонколистовые пластины снабжены ограничителем их поворота и приводным упором, установленными с противоположных сторон пластин. Кроме того, ограничительные пластины выполнены из ферромагнитного материала, а ограничитель их поворота - в виде магнита. Режущее приспособление и опорный механизм установлены за механизмом прижима ленты по ходу движения пакетов. 2 з.п.ф-лы, 4 ил.
Изобретение относится к сварке пластмасс и может быть использовано для сварки и разделения горловины пакетов из термопластичных пленок.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения удаления соединительных перемычек различной длины между горловинами соседних пакетов.
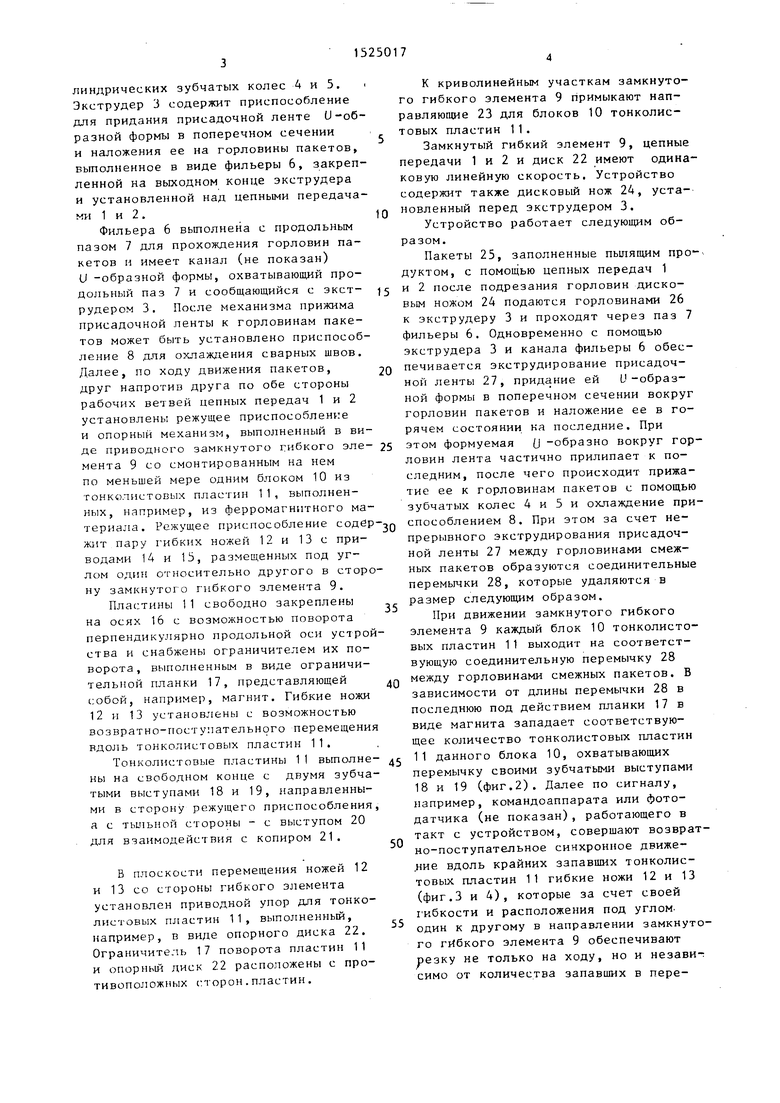
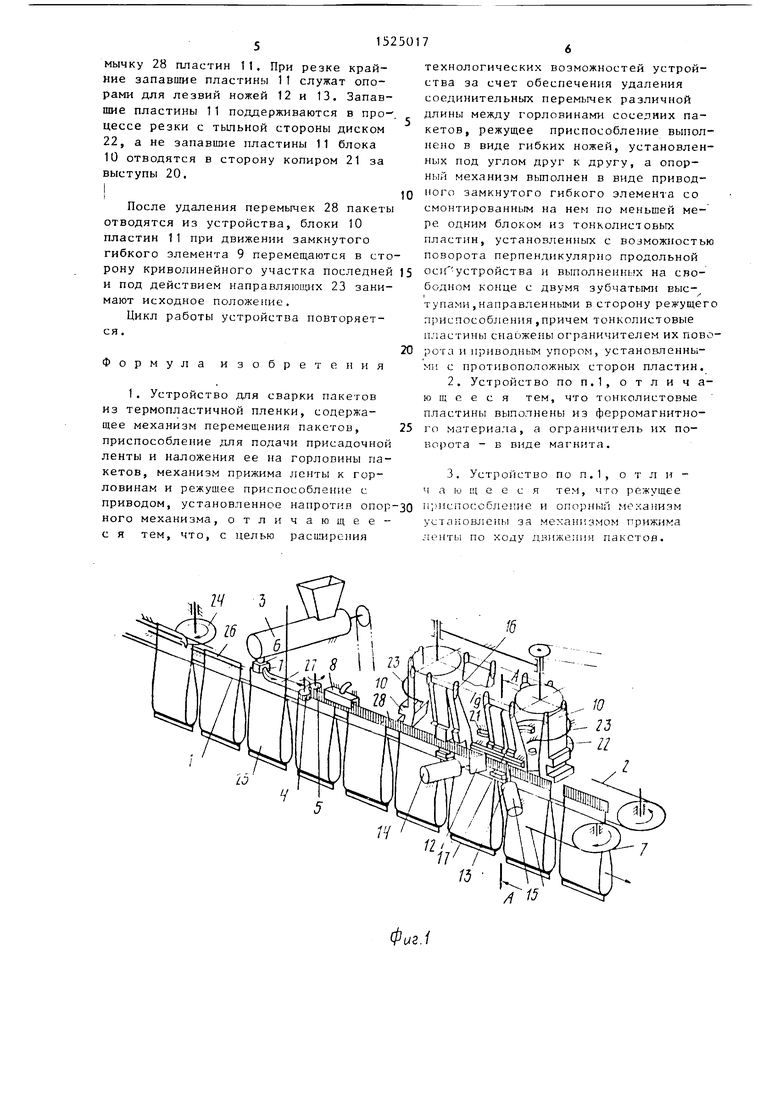
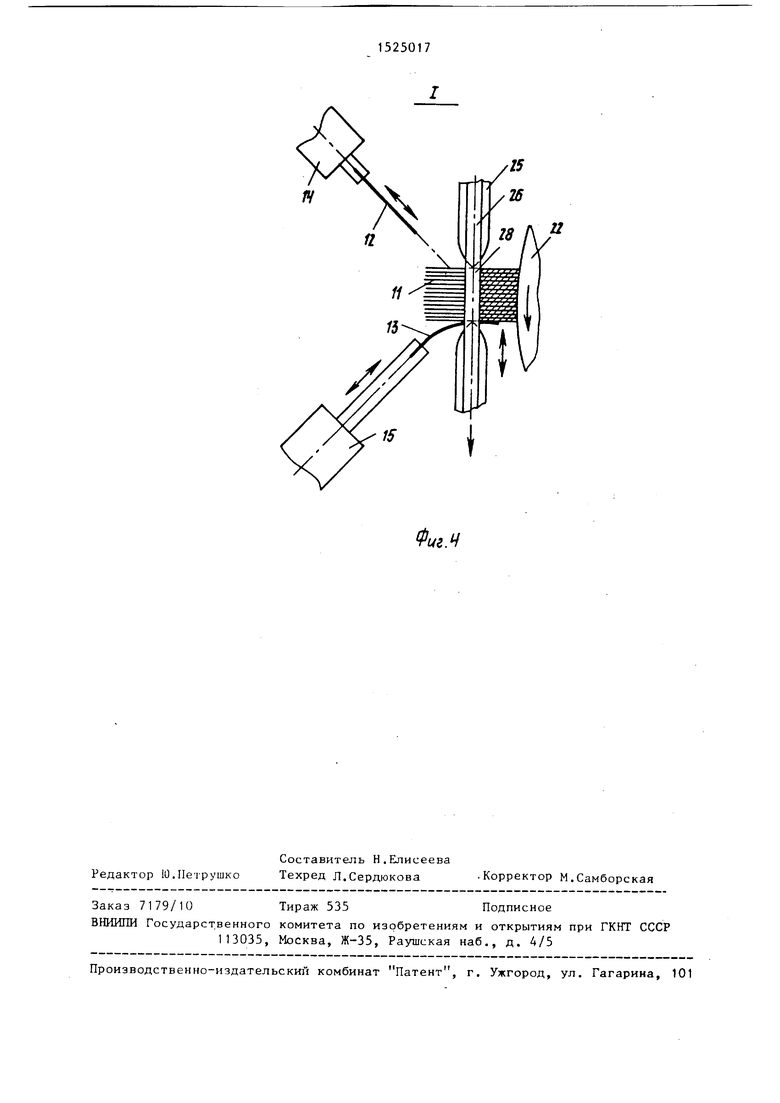
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - узел 1 на фиг.З.
Устройство для сварки пакетов из термопластичных пленок содержит механизм перемещения пакетов и совмещения их боковых стенок в зоне горловин, выполненный в виде пары параллельно установленных и примыкающих одна к другой цепных передач 1 и 2, приспособление для подачи присадочной ленты и наложения ее на горловины пакетов, выполненное в виде экс;труде- ра 3, и механизм прижима присадочной ленты к горловинам пакетов, выполненный, например, в ниде пары
линдричееких зубчатых колес 4 и 5. Экструдер 3 содержит приспособление для придания присадочной ленте U-образной формы в поперечном сечении и наложения ее на горловины пакетов, выполненное в виде фильеры 6, закрепленной на выходном конце экструдера и установленной над цепными передачами 1 и 2 .
Фильера 6 выполнена с продольным пазом 7 для прохождения горловин пакетов и имеет канал (не показан) и -образной формы, охватывающий продольный паз 7 и сообщающийся с экст- рудером 3. После механизма прижима присадочной ленты к горловинам пакетов может быть установлено приспособление 8 для охлаждения сварных швов. Далее, по ходу движения пакетов, друг напротив друга по обе стороны рабочих ветвей цепных передач 1 и 2 установлены режущее приспособлен1:е и опорный механизм, выполненный в виде приводного замкнутого гибкого элемента 9 со смонтированным на нем по меньшей мере одним блоком 10 из тонколистовых пластин 11, выполненных, например, из ферромагнитного материала. Режущее приспособление содержит пару гибких ножей 12 и 13с приводами 14 и 15, размещенных под углом один относительно другого в сторону замкнутого гибкого элемента 9.
Пластины 11 свободно закреплены на осях 16 с возможностью поворота перпендикулярно продольной оси устройства и снабжены ограничителем их поворота, выполненным в виде ограничительной планки 17, представляющей собой, например, магнит. Гибкие ножи 12 и 13 установлены с возможностью возвратно-постунательного перемещения вдоль тонколистовых пластин 11.
Тонколистовые пластины 11 выполнены на свободном конце с двумя зубчатыми выступами 18 и 19, направленными в сторону режущего приспособления а с тыльной стороны - с выступом 20 для взаимодействия с копиром 21.
В плоскости перемещения ножей 12 и 13 со стороны гибкого элемента установлен приводной упор для тонколистовых пластин 11, выполненный, например, в виде опорного диска 22. Ограничитель 17 поворота пластин 11 и опорный диск 22 расположены с противоположных сторон.пластин.
5
0
5
0
5
0
5
0
5
К криволинейным участкам замкнутого гибкого элемента 9 примыкают направляющие 23 для блоков 10 тонколистовых пластин 11.
Замкнутый гибкий элемент 9, цепные передачи 1 и 2 и диск 22 имеют одинаковую линейную скорость. Устройство содержит также дисковый нож 24, установленный перед экструдером 3.
Устройство работает следующим образом.
Пакеты 25, заполненные пылящим продуктом, с помощью цепных передач 1 и 2 после подрезания горловин дисковым ножом 24 подаются горловинами 26 к экструдеру 3 и проходят через паз 7 фильеры 6. Одновременно с помощью экструдера 3 и канала фильеры 6 обеспечивается экструдирование присадочной ленты 27, придание ей U-образной формы в поперечном сечении вокруг горловин пакетов и наложение ее в горячем состоянии на последние. При этом формуемая (J -образно вокруг горловин лента частично прилипает к последним, после чего происходит прижатие ее к горловинам пакетов с помощью зубчатых колес 4 и 5 и охлаждение приспособлением 8. При этом за счет непрерывного экструдирования присадочной ленты 27 между горловинами смежных пакетов образуются соединительные перемычки 28, которые удаляются в размер следующим образом.
При движении замкнутого гибкого элемента 9 каждый блок 10 тонколистовых пластин 11 выходит на соответствующую соединительную перемычку 28 между горловинами смежных пакетов. В зависимости от длины перемычки 28 в последнюю под действием планки 17 в виде магнита западает соответствующее количество тонколистовых пластин 11 данного блока 10, охватывающих перемычку своими зубчатыми выступами 18 и 19 (фиг.2). Далее по сигналу, например, командоаппарата или фотодатчика (не показан), работающего в такт с устройством, совершают возвратно-поступательное синхронное движение вдоль крайних запавших тонколистовых пластин 11 гибкие ножи 12 и 13 (фиг.З и 4), которые за счет своей 1 ибкости и расположения под углом, один к другому в направлении замкнутого гибкого элемента 9 обеспечивают резку не только на ходу, но и незави-; симо от количества запавших в перемычку 28 пластин 11. При резке крайние запавшие пластины 11 служат опорами для лезвий ножей 12 и 13. Запавшие пластины 11 поддерживаются в процессе резки с тыльной стороны диском 22, а не запавшие пластины 11 блока 10 отводятся в сторону копиром 21 за выступы 20.
I
После удаления перемьиек 28 пакеты
отводятся из устройства, блоки 10 пластин 11 при движении замкнутого гибкого элемента 9 перемещаются в сторону криволинейного участка последней и под действием направляющих 23 занимают исходное положение.
Цикл работы устройства повторяется.
Формула изобретения
LU
технологических возможностей устройства за счет обеспечения удаления соединительных перемычек различной длины между горловинами соседних пакетов, режущее приспособление выполнено в виде гибких ножей, установленных под углом друг к другу, а опорный механизм вьтолнен в виде приводного замкнутого гибкого элемента со смонтированным на нем по меньшей мере одним блоком из тонколистовых пластин, установленных с возможностью поворота перпендикулярно продольной оси устройства и выполненных на свободном конце с двумя зубчаты п1 выс- тупами , направленными в сторону режущег приспособления,причем тонколистовые пластины снабжены ограничителем их поворота и приводным упором, установленными с противоположных сторон пластин.
ю
16
1
///
фиг.З
/5
Фиг.
