Изобретение относится к электрохимической обработке металлов, в частности к полированию высоколегированных многокомпонентных марок сталей, например 44НХМТ, 36НХТЮ8М и др.
Целью изобретения является повышение качества полирования.
Раствор для полирования стали готовят следующим образом.
В нагретой до 45-50 С ортофосфорной кислоте растворяют необходимое количество янтарной кислоты. Затем последовательно добавляют фтористо-водородную и серную кислоты, после чего раствор перемешивают и охлаждают до 20-25°С.
Полирование рекомендуется проводить при 20-:40°С, плотности тока 20- 60 А/дм в течение 0,5-1 мин.
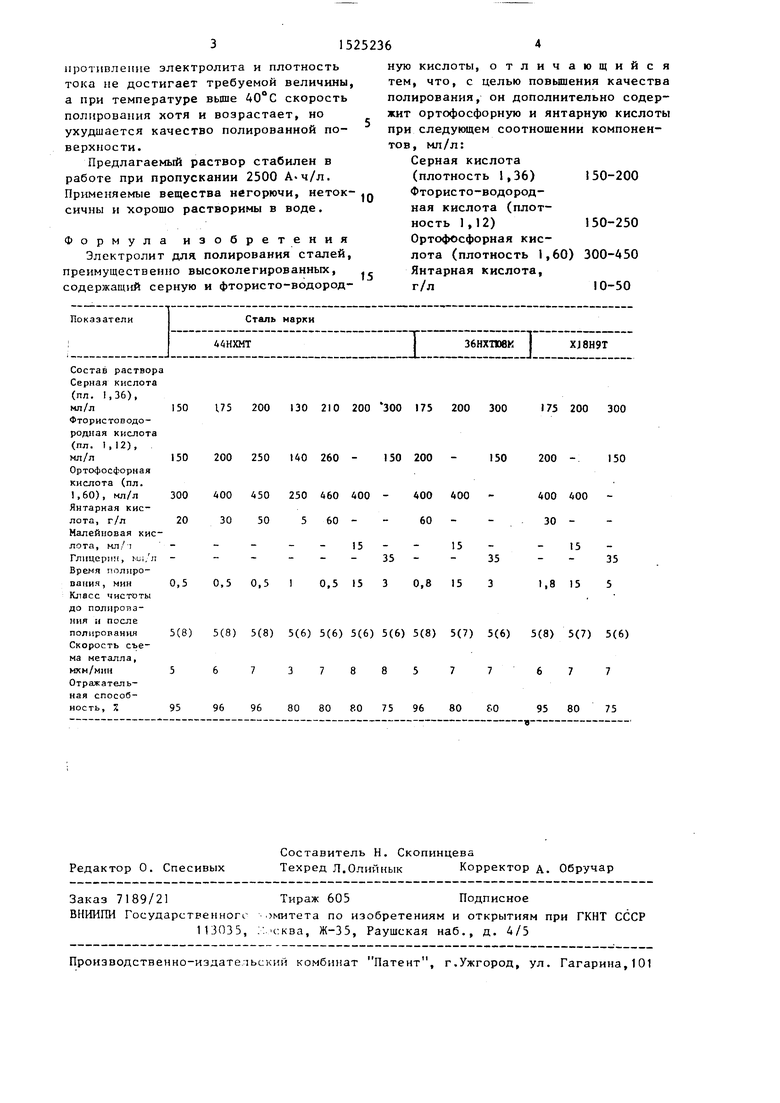
В таблице приведены результаты . сравнительных испытаний по качеству полирования некоторых многокомпонентных марок ста.ей в известном и предлагаемом растворах (в скобках приведены значения класса чистоты поверхности стали после полирования).
Как видно из таблицы, предлагаемый раствор позволяет проводить высококачественное полирование (достигнутая отражательная способность 95-96%) ряда широко применяемых марок легированных сталей. При этом процесс идет при комнатной температуре и невысокой плотности тока. Время полирования не превышает 2 мин, что существенно снижает потери материала. Из таблицы также видно, что предлагаемые интервалы концентрации кислот оптимальны, поскольку выход за их пределы приводит к ухудшению качества полирования детали и снижению отражательной способности поверхности. Приведенный температурный интервал процесса полирования (20-40 С) обусловлен тем, что при температуре ниже 20 с возрастает со(Л
СП
го ел ю
00
противление электролита и плотность тока не достигает требуемой величины, а при температуре выше 40°С скорость полирования хотя и возрастает, но ухудшается качество полированной поверхности.
Предлагаемый раствор стабилен в работе при пропускании 2500 А Ч/л. Применяемые вещества негорючи, неток- Q сичны и хорошо растворимы в воде.
Формула изобретения Электролит для полирования сталей, преимущественно высоколегированных, , содержащий серную и фтористо-водород15252364
ную кислоты, отличающийся тем, что, с целью повышения качества полирования, он дополнительно содержит ортофосфорную и янтарную кислоты при следующем соотношении компонентов, мл/л:
Серная кислота
(плотность 1,36) 150-200 Фтористо-водородная кислота (плотность 1,12)150-250 Ортофосфорная кислота (плотность 1,60) 300-450 Янтарная кислота, г/л10-50
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ количественного определения ванадия ( @ ) и молибдена ( @ ) | 1982 |
|
SU1089500A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
RU2023767C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| Способ обработки алюминия и его сплавов | 1988 |
|
SU1713993A1 |
| Раствор для электрохимическогопОлиРОВАНия НЕРжАВЕющиХ СТАлЕй | 1979 |
|
SU836248A1 |
| Раствор для электрохимического полирования жаропрочных сталей | 1980 |
|
SU931823A1 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2091502C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 2003 |
|
RU2234401C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
Изобретение относится к электрохимической обработке металлов, а именно к полированию высоколегированных многокомпонентных марок сталей, например 44НХМТ, 36НХТЮ8М. ЦЕЛЬЮ ИЗОБРЕТЕНИЯ ЯВЛЯЕТСЯ ПОВЫШЕНИЕ КАЧЕСТВА ПОЛИРОВАНИЯ. СОСТАВ СОДЕРЖИТ, МЛ/Л: СЕРНАЯ КИСЛОТА (ПЛОТНОСТЬ 1,36) 150-200
ФТОРИСТО-ВОДОРОДНАЯ КИСЛОТА (ПЛОТНОСТЬ 1,12) 150-250
ОРТОФОСФОРНАЯ КИСЛОТА (ПЛОТНОСТЬ 1,60) 300-450
ЯНТАРНАЯ КИСЛОТА, Г/Л 10-50. ПОВЫШЕНИЕ КАЧЕСТВА ПОЛИРОВАНИЯ ДОСТИГАЕТСЯ ЗА СЧЕТ ВВЕДЕНИЯ ОРТОФОСФОРНОЙ И ЯНТАРНОЙ КИСЛОТ. 1 ТАБЛ.
Состав раствора Серная кислота (пл. 1,36),
мл/л150 175 200 130 210 200 ЗОО 175 200 300175 200 300
Фтористоводородная кислота (пл. 1,12),
мл/л150 200 250 140 260 - 150 200 -150200 -150
Ортофосфорная кислота (пл.
1,60), гчл/л300 -iOO 450 250 460 400 - 400 400 -400 400
Янтарная кислота, г/л2030 505 60 - -60 --30 - Малейновая кислота, мл/1 - - - --15-- 15- -15Глицерпп, MJi/n ------35 --35--35
Время полирования, мин0,5 0,5 0,5 1 0,5 15 3 0,8 15 31,8 15 5 Класс чистоты до полирования и после
полирования5(8) 5(8) 5(8) 5(6) 5(6) 5(6) 5(6) 5(8) 5(7) 5(6) 5(8) 5(7) 5(6)
Скорость съема металла,
мкм/мни5673788577677
Отражательная способность, %9596 96 80 80 80 75 96 80 SO95 80 75
| Раствор для электрохимического полирования нержавеющих хромистых сталей | 1981 |
|
SU1171570A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Раствор для электрохимического полирования углеродистой стали | 1984 |
|
SU1216261A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| I | |||
