(Л
ел го
Oi
со
ел
оо
Изобретение относится к ультразвуковой размерной обработке твердых хрупких материалов и может применяться в электронной, приборостроительной, машиностроительной и других областях промышленности.
Целью изобретения является повышение производительности при обработке ультразвуковым инструментом.
Дно полости, в которой закрепляется заготовка, выполнено в виде поршня, имею- щего возможность фиксирования в трех положениях. Поршень связан с механиз.мом переме1цен1 я, а элемент базирования заготовки жестко закреплен на стенке корпуса.
На чертеже показана схема устройства для размерной обработки.
Устройство состоит из корпуса 1, имеющего полость 2, образованную сменным элементом 3 базирования, поршнем 4 м крышкой-кондуктором 5. Корпус I снабжен выступами, на которых жестко крепится элемент 3 базирования. Для создания магнитного поля, обеспечиваюш.его затвердевание металлопорошкового наполнителя 6, закреп- ляюшего заготовку 7, устройство снабжено катушкой-соленоидом 8.
Перемещение и фиксирование поршня 4 ()С п1естБляется механизмо.м 9. В кр1)Ш1ке кондукторе 5 установлена сменная втулка 10, через ()тве)стие 1 1 которой в полость 2 внодигся рабочий инструмент 12, соединенный с 1 рансформатором упругих ко.пеба- НИИ ма I никк трикционного преобразователя 13. Абразивная суспензия в рабочую зону 1юд;к ,я сопло 14. Сжатым воздухом, поступающим через сонло 15 с поверх- носги поршня 4, уда.-1яется скопившийся после обработки шлам.
Устройст) работает следуюши.м образом.
Обрабатываемая заготовка 7 устанавливается на элемент 3 базирования, laciio- .южеппьи на Bincryiiax в нолости 2 корпуса 1. Полость 2 закрывается крынжой- кондуктором 5. Поршень 4 из положения позиции II подается в положение позиции 1 с помощью механизма 9 перемешения фиксации.Заготовка 7 полностью (или частично) погружается в металлопорошковый наполнитель 6. Включается катушка-соленоид 8 и заготовка 7 закрепляется отвердевншм наполнителем 6. 4 отводится в позицию II. В отверстие 11 втулки 10 направляется из сопла 14 струя абразивной суспензии, вводится ультразвуковой инструмент 12 и нроизводится ультразвуковая раз.мерная обработка отверстия в заготовке. Избыток абразивной суспензии скатывается по крышке-кондуктору 5 и отводится, не попадая в рабочую полость. После (жон- чаш1Я обработки отключается подача аб- разивной суспензии, инструмент 12 выводится из обработанного отверстия. В процессе обработки частицы металлического наполнителя 6 магнитным полем вытягиваются
0
5
5
5
5
0 5 0 г
из шлама. Оставшийся шлам удаляется из обработанного отверстия за счет всасывающегося действия поршня, перемещающегося из позиции II в позицию III. В позиции III шлам удаляется, выдувается, например сжатым воздухом, по.гГаваемым через сопло 15. При необходимости может быть проведена дополнительная очистка обработаниого отверстия заготовки моющей средой при возвратно- поступательном движении поршня из позиции 1 в позицию III и назад. После окончания очистки поршень 4 останавливается в позиции I и катущка-соленоид 8 выключается. Магнитный порошок стекает на порщень. Остаток порошка на верхнем торце заготовки удаляется всасываемым воздухом при последуюшем перемещении порщня из позиции 1 в позицию II. Заготовка 7 вынимается, и процесс повторяется.
Применение в полости для размещения заготовки металлопорошкового наполнителя, твердеющего и магнитном поле, позволяет жестко закрепить заготовку. Образующаяся на обрабатываемых торцах твердая пленка толщиной 0,2-0,6 мм (в зависимости от геометрических размеров заготовки) предохраняет отверстие от возникновения сколов на входе и выходе инструмента, что позволяет повысить производительность обработки.
Применение соленоида, создающего маг- нптное поле, обеспечивает удаление из щла- ма отработанного материала металлопорощ- ковой пленки. При этом .металлопорошковый наполнитель практически не загрязняется продуктами обработки абразивной суспензией, раздробленным материалом заготовки.
На устройстве в заготовках из керамики и поликора получены отверстия диа- мегром от 1 до 5 мм. Обработка осушествля- ется ультразвуковым инструментом, колеблющимся с частотой 18 кГц. В качестве магнитно-твердеющего наполнителя используется коллоидный раствор мелко помолотой закиси-окиси железа Fe2O4 с размером частиц 5- 10 мкм. При изготовлении отверстия диаметром 1 мм толщина затвердевшей пленки взята 0,2 мм, при диаметре отверстия 3,2 и 5 мм толщина пленки соответственно 0,4 и 0,6 мм.
В резулыате обработки получены отверстия без сколов на входе и выходе инструмента, повысилась производительность процесса.
Формула изобретения
Устройство для размерной обработки, содержащее рабочий инструмент, корпус, в полости которого расположен элемент базирования заготовки, и катушку-соленоид, отличающееся тем, что, с целью повышения
1526958 56
ироизводительности при обработке ультра-ния жестко закреплен на стенке ,
звуковым инструментом, дно корпуса выпол-при этом полость закрыта введенной в устнено в виде поршня, а элемент базирова-ройство крышкой-кондуктором.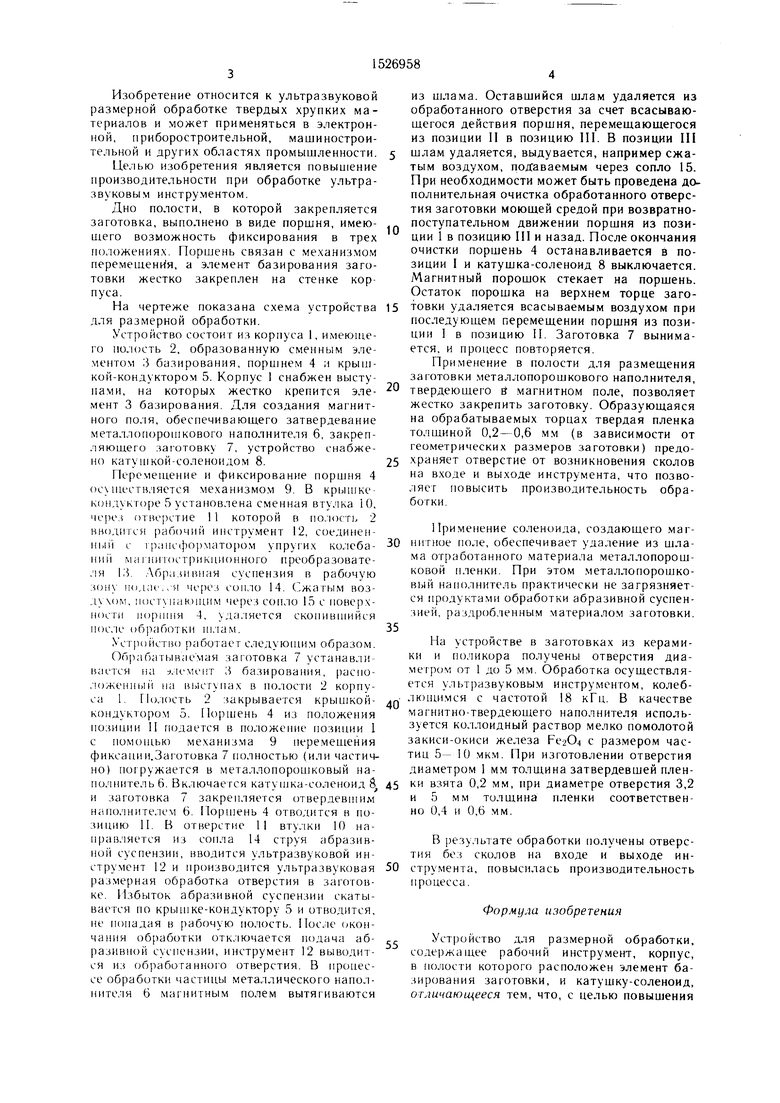
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления сквозных отверстий | 1980 |
|
SU906647A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2250814C1 |
| Устройство для сверления сквозных отверстий | 1982 |
|
SU1036465A2 |
| Устройство для ультразвуковой абразивной доводки внутренних поверхностей | 1982 |
|
SU1225764A1 |
| Способ ультразвуковой обработки | 1976 |
|
SU591300A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
Изобретение относится к машиностроению, в частности к ультразвуковой размерной обработке хрупких материалов. Цель изобретения - повышение производительности обработки за счет применения в полости для размещения заготовки металлопорошкового наполнителя, твердеющего в магнитном поле. Заготовку 7 устанавливают на элемент базирования 3, расположенный в полости 2 корпуса 1. Полость 2 закрывают крышкой-кондуктором 5. Поршень 4 из положения II подают в положение I с помощью механизма перемещения и фиксации. Заготовка 7 полностью погружается в металло-порошковый наполнитель 6. Включают катушку-соленоид 8 и заготовка 7 закрепляется отвердевшим наполнителем 6. Осуществляют ультразвуковую обработку заготовки. 1 ил.
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Марков А | |||
| И | |||
| Ультразвуковая обработка материалов.- М.: Машиностроение, 1980, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Устройство для сверления сквозных отверстий | 1980 |
|
SU906647A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
