Изобретение относится к металлургии и может быть использовано при термообработке цементованных колес.
Целью изобретения является улучше- иие обрабатываемости колес за счет снижения твердости отверстия ступицы.
П р и м е р. Из стали 20ХНЗА изготавливают зубчатое колесо модулем 14 мм, диаметром 308 мм с числом зубъеь и припуском 2 мм по торцам и отверстию.
Дальнейшее изготовление осуществляют в следующей последовательности: цементация колеса на глубину 1,4-1,6 мм в печи Ц 105 для газовой цементации ,по режиму - нагрев до 940:tlO С, выдержка 9 ч, подстуживание до и охлаждение на воздухе; высокий отпуск колес при 640±10 С в течение 2 ч с охлаждением ьа воздухе; механическая обработка для удаления цементованного слоя с нецементируекых поверхностей; заглушка отверстия колеса втулкой; нагрев колеса со вставленной втулкой до закалочных температур 800;tlO°C, выдержка 2 ч 40 мин и охлаждение в масле до температур перлитио-трооститного
превращения 330-650 с в ступице колеса, выдержка на воздухе до прогрева цементованного слоя до 180 С при выравнивании температуры в объеме колеса; удаление втулки и механическая обработка посадочного отверстия.
Л
Ю
СО
х
«ч
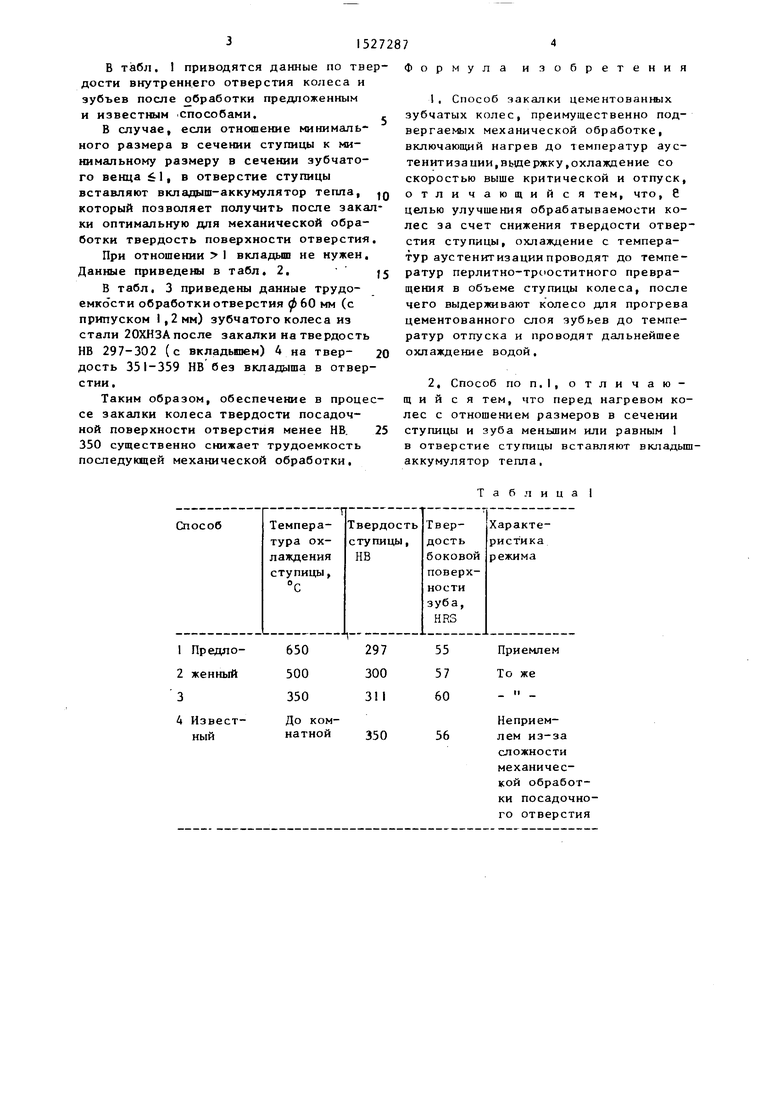
в табл. I приводятся данные по твердости внутрениего отверстия колеса и эубъев после о бработки предложенным и известным .способами.,
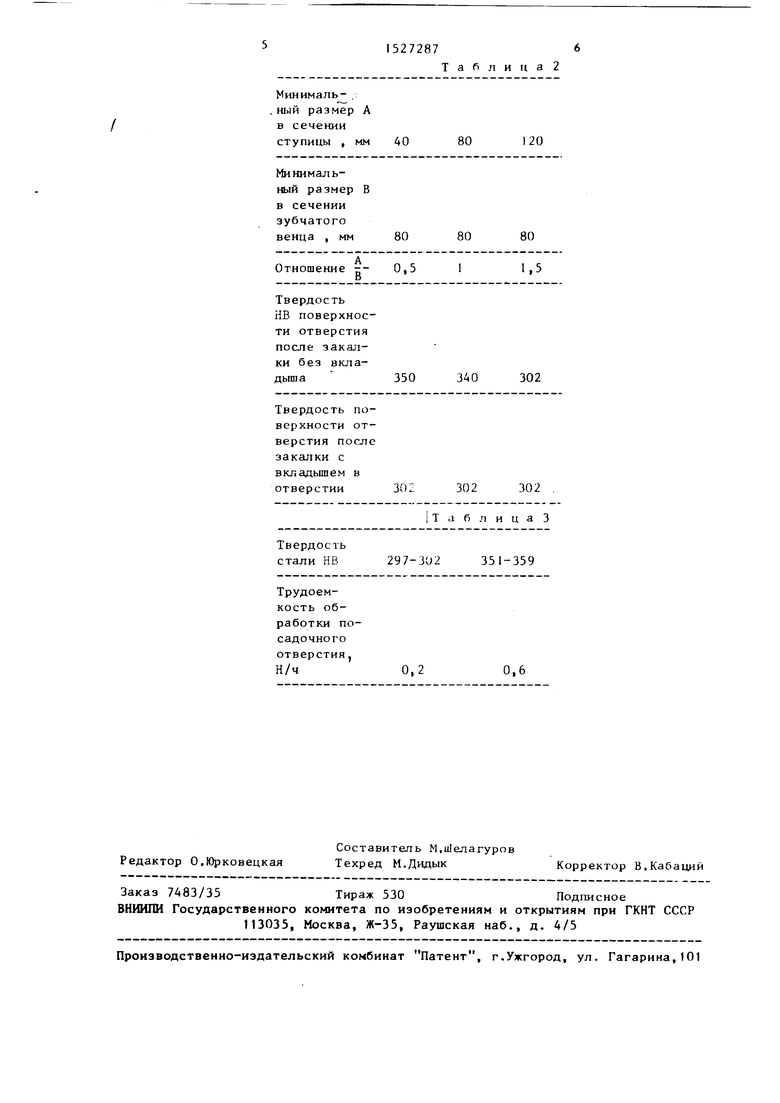
В случае, если отношение минимального размера в сечении ступицы к минимальному размеру в сечении зубчатого венца 1, в отверстие ступицы вставляют вкладыш-аккумулятор тепла, Q который позволяет получить после закалки оптимальную для механической обработки твердость поверхностн отверстия.
При отношении I вкладыш не нужен. Данные приведены в табл. 2. j
В табл. 3 приведены данные трудоемкости обработки отверстия 060 мм (с припуском 1,2мм) зубчатого колеса из стали 20ХНЗАпосле закалки на твердость НВ 297-302 (с вкладьЕпем) 4 на твер- 20 дость 351-359 НВ без вкладыша в отверстии .
Таким образом, обеспечение в процессе закалки колеса твердости посадочной поверхности отверстия менее НВ. 25 350 существенно снижает трудоемкость последующей механической обработки.
ормул
изобретения
I . Способ закалки цементованных зубчатых колес, преимущественно подвергаемых механической обработке, включающий нагрев до температур аус- тенитизации,вьщержку,охла)1одение со скоростью выше критической и отпуск, отличающийся тем, что, 6 целью улучшения обрабатываемости колес за счет снижения твердости отверстия ступицы, охлаждение с температур аустенитизации проводят до температур перлитно-трсюститного превращения в объеме ступицы колеса, после чего выдерживают колесо для прогрева цементованного слоя зубьев до температур отпуска и проводят дальнейшее охлаждение водой.
2. Способ ПОП.1, отличающийся тем, что перед нагревом колес с отношением размеров в сечении ступицы и зуба меньшим или равным 1 в отверстие ступицы вставляют вкладыш аккумулятор тепла,
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| Способ изготовления зубчатых колес из цементируемых и цианируемых сталей | 1950 |
|
SU97972A1 |
| Способ изготовления изделий | 1979 |
|
SU829692A1 |
| Способ термической обработки зубчатых колес | 1975 |
|
SU584043A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ИЗ НИЗКОУГЛЕРОДИСТЫХ ВТОРИЧНОТВЕРДЕЮЩИХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 1993 |
|
RU2048547C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| Способ обработки конструкционных сталей | 1981 |
|
SU998520A1 |
| Способ изготовления тяжелонагруженных шестерен | 1983 |
|
SU1135778A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2358019C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
Изобретение относится к области металлургии и может быть использовано при термообработке цементованных колес. Целью изобретения является улучшение обрабатываемости колес за счет снижения твердости отверстия ступицы. Цементованное колесо из стали 2ОХНЗА нагревают до температур аустенизации и охлаждают со скоростью выше критической до температур перлитно-трооститного превращения в объеме ступицы, выдерживают колесо до прогрева зубьев до температур отпуска, после чего проводят дальнейшее охлаждение водой. При этом перед нагревом колес с отношением размеров в сечении ступицы и зуба, меньшим или равным 1, в отверстие ступицы вставляют вкладыш - аккумулятор тепла. При способа позволяют снизить твердость отверстия ступицы, что снижает трудоемкость последующей механической обработки при формировании посадочного отверстия. 1 з.п.ф-лы, 3 табл.
55 57 60
56
Приемлем
То же II
Неприемлем из-за сложности механической обработки посадочного отверстия
515272876
Таблиц а2
Минималь- .: .ный размер А /в сечении
ступицы , мм 40 80 120
80 80 80
0,5 1 1,5
350 340 302
302 302 302 .
|ТаблицаЗ
297-302 351-359
0,2 0,6
| Способ изготовления зубчатых колес | 1987 |
|
SU1437410A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки зубчатых колес | 1975 |
|
SU584043A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
