Изобретение относится к области текстильной промышленности, в частности к системам автоматического управления крашением пряжи в паковках, и может быть использовано в отделочных производствах при крашении пряжи в аппаратах периодического действия.
Цель изобретения - поБьш1ение точности управления и надежности работы
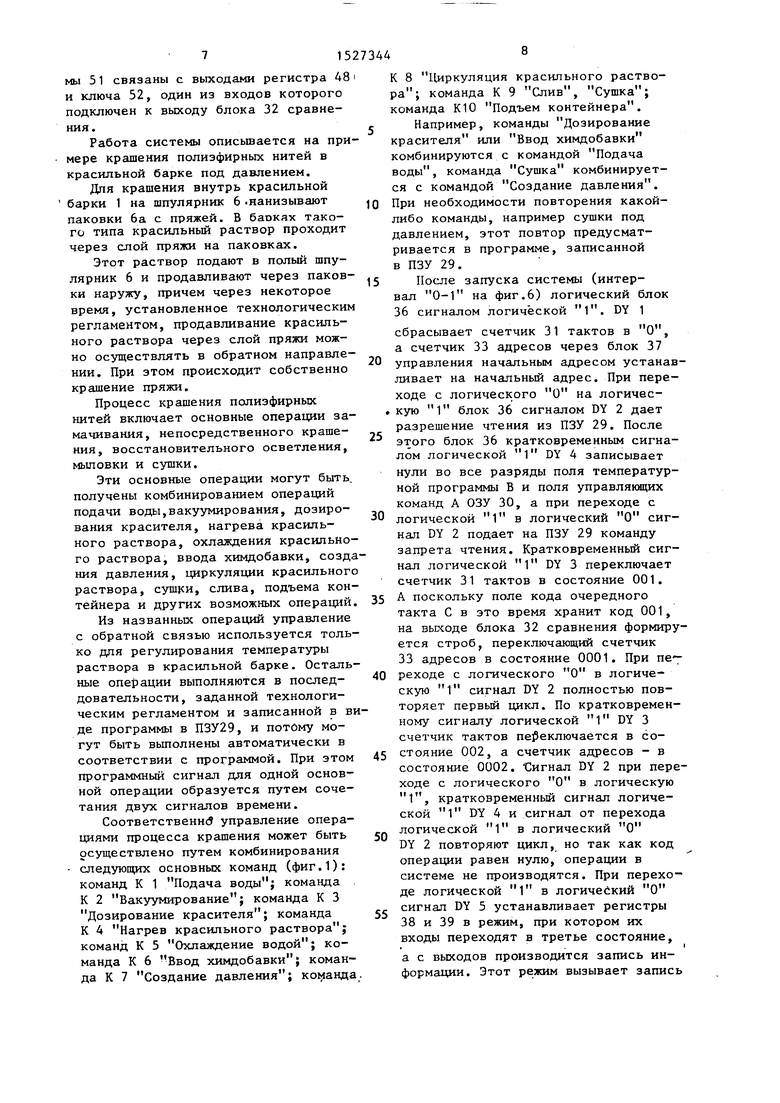
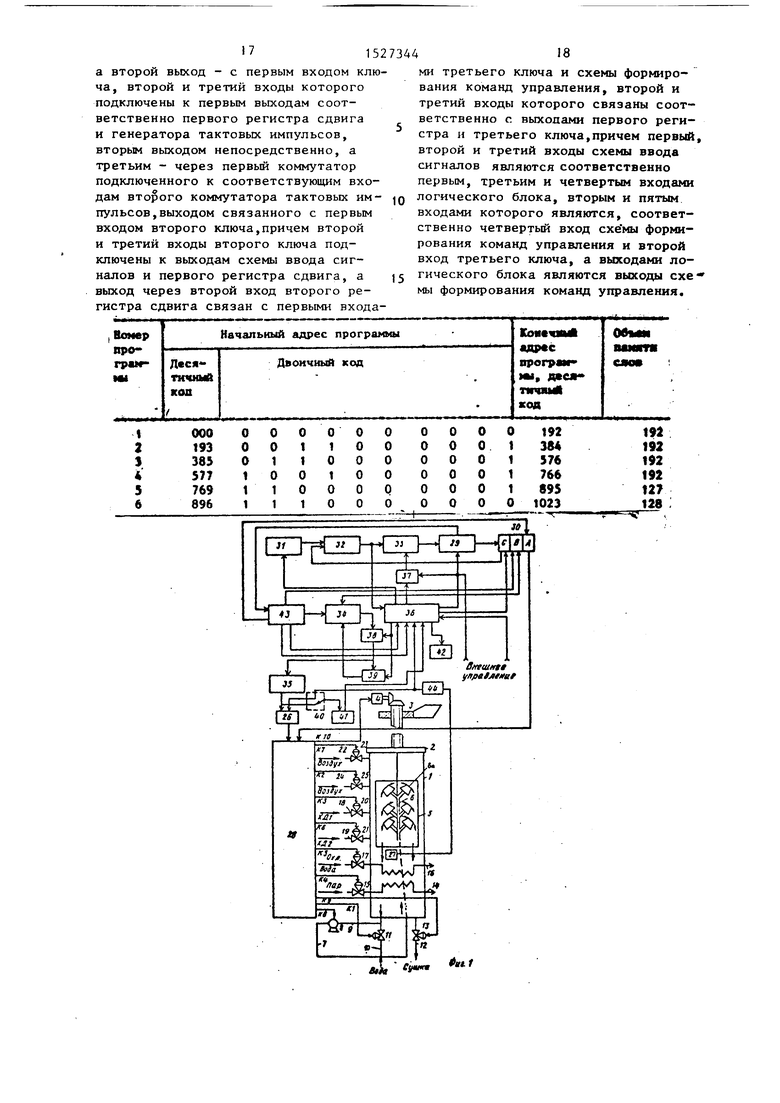
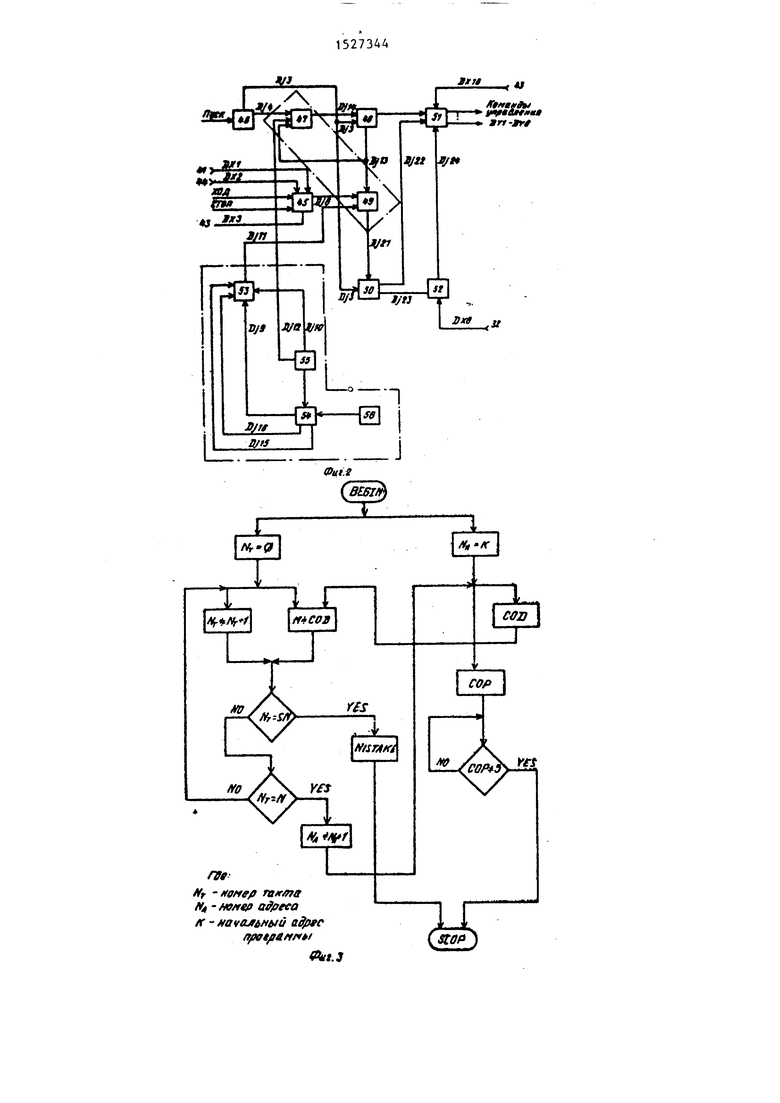
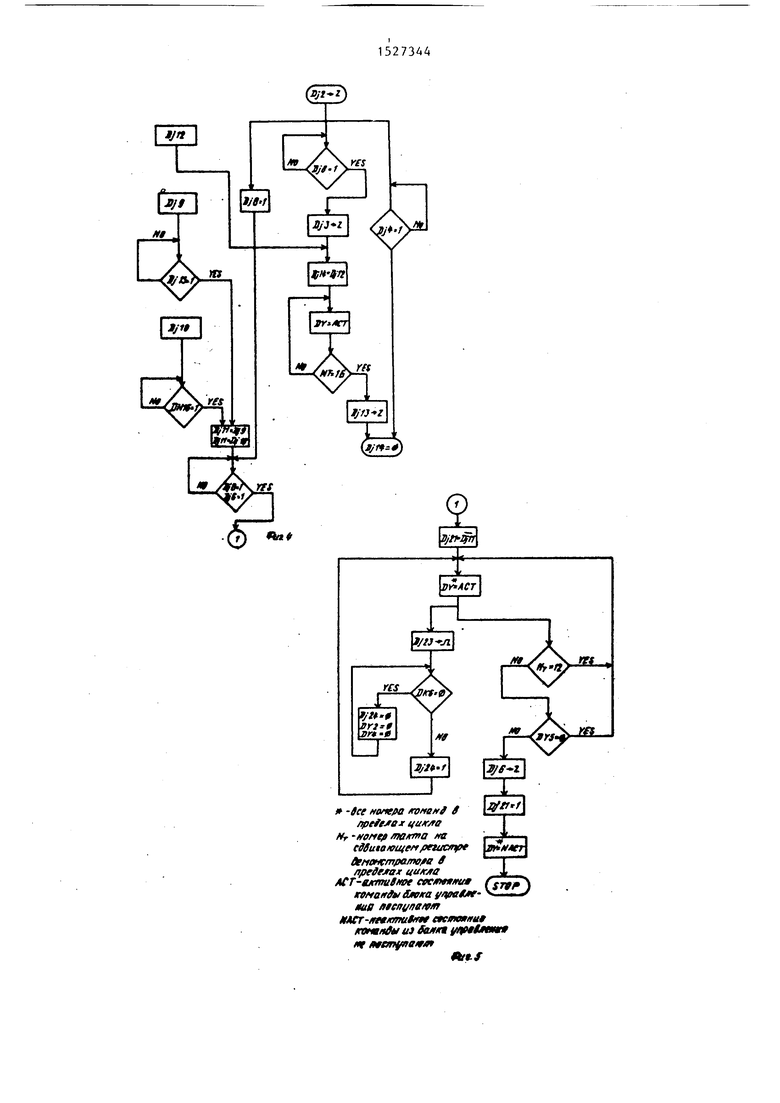
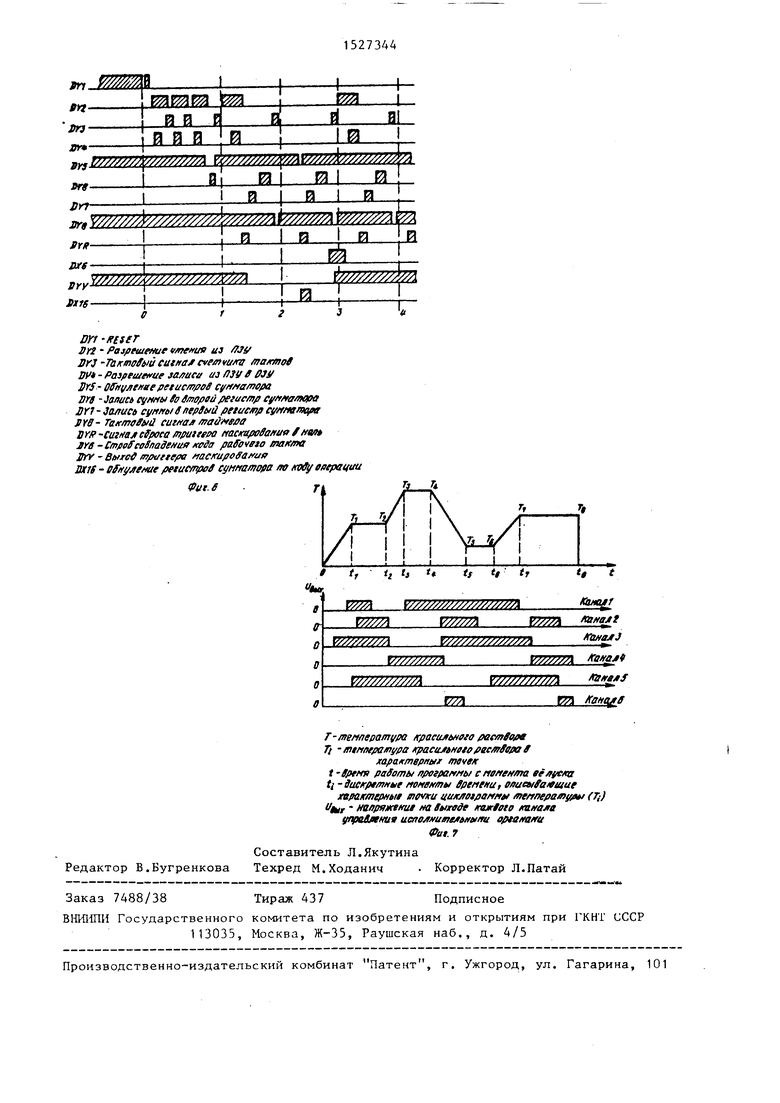
На фиг. 1 изображена функцио-наль- ная схема системы; на фиг.2 - функциональная схема логического блока; на фиг.З - алгоритм программного цикла выборки адресов; на фиг.4 и 5 - алгоритм функционирования блока логического управления системой; на фиг.6 - алгоритм функционирования системы; на фиг.7 - типичная циклограмма процесса крашения.
Объектом управления является красильная барка 1 с крьшкой 2, кинематически соединенной с подъемным механизмом 3, управляемым приводом 4,
К крьшже 2 подвешен контейнер 5 с полым шпулярником 6, гидравлически соединенным с трубопроводом 7 циркуляционного контура с насосом 8. На шпулярник 6 насаживаются паковки 6а пряжи. Нижняя полость красильной барки 1 соединена с трубопроводом 9 циркуляционного контура и с трубопроводом 10 для подачи воды с вентилем 11. Кроме того красильная барка 1 снабжена трубопроводом для выпуска использованного красильного раствора 12 с вентилем 13. В полость красильной барки подведены также трубопровод 14 с вентилем 15 для нагрева красильного раствора, трубопровод 16 с вентилем 17 для охлаждения красильного раствора, трубопроводы 18 и 19 для дозирования химических добавок ХД 1 и ХД 2 с соответствующими вентилями 20 и 21, трубопровод 22 с вентилем 23 для подачи воздуха в красильную барку и создания в ней повышенного давления трубопровод 24 с вентилем 25 для выпуска воздуха из красильной барки и создания в ней пониженного давле- ния.
Система автоматического управления процессом крашения паковок пряжи содержит блок 26 сравнения,датчик 27 температуры, размещенный в полости красильной барки 1, блок 28 выбора исполнительных механизмов постоянно запоминающее устройство (ПЗУ) 29,оперативное запоминающее устройство (ОЗУ) 30 с полем управляющих команд А, полем температурной программы крашения В, и полем кода очередного такта С, счетчик 31 тактов, блок 32 сравнения, счетчик 33 адресов, сумматор 34, цифроаналого- вый преобразователь (АЦП) 35, логический блок 36, блок 37 управления начальным адресом, регистры 38 и 39 памяти, переключатель 40, блок 41 индикации температуры красильного раствора, блок 42 индикации времени крашения, дешифратор 43 и нор мируюпщй преобразователь 44.
ПЗУ 29 и ОЗУ 30 представляют со задатчик программ управления последовательностью операции и температурного режима крашения.
Блоки 26 и 32 сравнения, счетчик 31 тактов, счетчик 33 адресов, сумматор 34, цифроаналоговый преобразователь 35, логический блок 36, бл 37 управления начальным адресом,ребой
5
0
5
0
5
0
5
0
5
гистры 38 и 39 памяти,переключатедь 40 и дешифратор 43 входят в блок
44слежения за программами. Блок 26 сравнения выполнен на
операционном усилителе К140УД6А,работающем в режиме компаратора с положительной обратной связью.
Датчик 27 температуры выполнен в виде термосопротивления Р100.
Блок 28 выбора исполнительных механизмов выполнен в виде блока релейной логики, содержащего группу реле типа МКУ48.
ПЗУ 29 выполнено на БИС К573РФ1 с преобразователями уровней К561ПУ4 и К155ЛНЗ на адресной (АР) и информационной сторонах и обеспечивает статическое хранение кодов команд , программы,кодов данных для построения циклограмм температур крашения и кодов команд управления исполнительными органами красильной барки дпя нужного количества независимых программ крашения, в зависимости от предполагаемой номенклатуры продукции.
Для конкретности принято, что в ПЗУ 29 хранится шесть программ, по которым система может осуществлять регулирование температуры по заданной циклограмме и выдавать команды управления по заранее определенному алгоритму (фиг.3).
Принцип организации адресной памяти ПЗУ 29 представлен в таблице.
Выходное слово каждой программы, записанной в ПЗУ 29, имеет четыре поля:
А - поле управляюш €х команд;
В - поле температурной программы;
С - поле кода следующего такта;
Д - поле кода операции.
ОЗУ 30 вьшолнено на БИС К561ИР6, служит для динамического хранения кодов команд управления соответствующих программ крашения, а также для хранения исходных данных в промежуточных результатах вычислительного процесса.
Счетчик 31 тактов -представляет собой БИС К561ИЕ10, блок 32 сравнения 3 БИС К561ИЕ11. а счетчик 33 адресов БИС К561ИЕ11.
Сумматор 34 выполнен на БИС К561ИМ1, а цифроаналоговый преобразователь на БИС К572ПА2.
Логический блок 36 содержит схему
45ввода сигналов, схему 46 управления работой блока, ключ 47, блок 48 формирования последовательности команд начальной загрузки, выполненый в виде регистра сдвига, ключ 49, блок 50 формирования последовательности рабочих команд, предсталяющий собой регистр сдвига, схему 51 формирования команд управления, ключ 52, коммутаторы 53 и 54 тактовых импульсов, генератор 55 тактовых импульсов и клавиатуру 56 с клавишами для частот 1, 64 и 512 Гц.
Схема 45 выполнена с использованием логических элементов серии К561 и PS-триггеров К5б1Тр2, а схема 46 - логических элементов серии К561 и PS-триггеров К56111ТР2.
Ключ 47 вьшолнен на логических элементах серии К561.
В качестве регистра 48 сдвига используется К561ИР2.
Ключ 49 выполнен с использованием логических элементов серии К56 и PS-тpиггepDB К561Тр2.
Регистр 50 сдвига выполнен в виде К561ИР2.
Схема 51 формирования команд управления вьшолнена на логике серии К561.
Ключ 52 представляет собой PS- триггер К561Тр2.
Коммутаторы 53 и 54 выполнены с использованием логики серии К561 и PS-триггеров К561Тр2.
Генератор 55 выполнен на счетчиках К562ИЕ10 и K176HES и логике серии К561.
Блок 37 управления начальным адресом представляет собой микросхему 6НЕ.
Регистры 38 и 39 выполнены на БИС К561ИР6.
Блок 41 индикации представляет собой цифровой индикатор, выполненный на аналого-цифровом преобразо - вателе К572ПВ2 с операционным усилителем К140УДБА и светодиодной матрице АЛС 324Б.
Блок 42 индикации выполнен на счетчиках К173ИКЗ и К176ИЕ4 преобразователя уровня К561ПУ4 и светодиодной матрице АЛС324.
Дешифратор 43 выполнен на БИС К561ИД1 с PS-триггером К561ТР2.И логической схеме БИС К561ЛА7, К561ЛА8 К561ЛА9, К561ЛЕ10.
При этом вход дешифратора 43 связан с выходом ПЗУ 29. который последовательно соединен с ОЗУ 30, а выходы дешифратора 43 соответственно с первым входом сумматора 34, с входами
полей управляющих команд А и температурной программы крашения в ОЗУЗО и первыми входами схемы 45 ввода сигналов и схемы 51 формирования команд управления.Другие входы схемы 45 связаны с блоком 41 индикации температуры и с выходом нормирующего преобразователя 44. Выходы cxeMbi 51 связаны с входами ПЗУ 29, поля кода очередного такта с ОЗУ 30, блока 42 индикации времени крашения, счетчика
31 тактов и регистра 38 памяти, а через блок 37 управления начальным адресом один из выходов блока 36 со- единен с входом счетчика 33 адресов,а другой выход - через регистр памяти 39 - к входу сумматора 34. Выход сумматора 34 через регистр 38 памяти связан с входом регистра 39 памяти, а один из его входов - с выходом поля температурной программы крашения В ОЗУ 30 выходами полей кода очередного такта С и управляющих команд А соединенного с одним из входов блока 32 сравнения и блока 28
выбора исполнительных механизмов.
Датчик 27 температуры через нормирующий преобразователь 44 подключен к одному из входов блока 26 сравнения, другой вход которого через цифроаналоговьй преобразователь 35 связан с выходом регистра 38 памяти, а выход - с входом блока 28 выбора исполнительных механизмов. Выход переключателя 40 соединен с блоком 41 индикации температуры, а его входы - с выходами нормирующего преобразователя 44 и цифроаналогового преобразователя 35.
Один из вьсходов схемы 46 управления работой блока соединен с входами регистров 48 и 50, а другой выход - с одним из входов ключа 47, другие входы которого подключены к выходам регистра 48 сдвига и генератора 55 тактовых импульсов, подключенного также через коммутатор 54 к входам коммутатора 53, выходом связанного с одним из входов ключа 49, другие- входы которого соединены с выходами схемы 45 ввода сигналов и регистра 48 сдвига, а выход через регистр 50 сдвига связан с входами ключа 52 и схемы 51 формирования команд управления. Другие входы схе
15
20
25
30
ы 51 связаны с выходами регистра 48i К 8 ключа 52, один из входов которого одключен к выходу блока 32 сравнеия .г
Работа системы описьтается на приере крашения полиэфирных нитей в расильной барке под давлением.
Для крашения внутрь красильной арки 1 на шпулярник 6-нанизывают Q
аковки 6а с пряжей. В баоках такого типа красильный раствор проходит через слой пряжи на паковках.
Этот раствор подают в полый шпулярник 6 и продавливают через паковки наружу, причем через некоторое время, установленное технологическим регламентом, продавливание красильного раствора через слой пряжи можно осуществлять в обратном направлении. При этом происходит собственно крашение пряжи.
Процесс крашения полиэфирных нитей включает основные операции замачивания, непосредственного крашения, восстановительного осветления, мыловки и сушки.
Эти основные операции могут быть, получены комбинированием операций подачи воды,вакуумирования, дозирования красителя, нагрева красильного раствора, охлаждения красильного раствора, ввода химдобавки, создания давления, циркуляции красильного раствора, сушки, слива, подъема контейнера и других возможных операций.
Из названных операций управление с обратной связью используется только дпя регулирования температуры раствора в красильной барке. Остальные операции выполняются в послед- довательности, заданной технологическим регламентом и записанной в виде программы в ПЗУ29, и потому могут быть выполнены автоматически в соответствии с программой. При этом 45 программный сигнал для одной основной операции образуется путем сочетания двух сигналов времени.
Соответственна управление операциями процесса крашения может быть 50 осуществлено путем комбинирования следующих основных команд (фиг.1): команд К 1 Подача команда К 2 Вакуумрфование ; команда К 3 Дозирование красителя ; команда 55 К 4 Нагрев красильного раствора ; команд К 5 Охлаждение водой ; команда К 6 Ввод химдобавки ; команда К 7 Создание давления ; .
35
40
ра ком
кра ком вод ся При либ дав рив в П
вал 36
сбр а с упр лив ход . кую раз это лом нул ной ком лог нал зап нал сче А п так на етс 33 рех ску тор ном сче сто сос ход 1 ско лог DY опе сис де сиг 38 вхо а с фор
5
0
5
0
К 8
Q
5
0 5
5
0
Циркуляция красильного раствора ; команда К 9 Слив, Сушка ; команда К10 Подъем контейнера.
Например, команды Дозирование красителя или Ввод химдобавки комбинируются с командой Подача воды, команда Сушка комбинируется с командой Создание давления. При необходимости повторения какой- либо команды, например сушки под давлением, этот повтор предусматривается в программе, записанной в ПЗУ 29.
После запуска системы (интервал 0-1 на фиг.6) логический блок 36 сигналом логической 1. DY 1
сбрасывает счетчик 31 тактов в О, а счетчик 33 адресов через блок 37 управления начальным адресом устанавливает на начальный адрес. При переходе с логического О на логичес- . кую 1 блок 36 сигналом DY 2 дает разрешение чтения из ПЗУ 29. После этого блок 36 кратковременным сигналом логической 1 DY 4 записывает нули во все разряды поля температурной программы В и поля управлякщих команд А ОЗУ 30, а при переходе с логической 1 в логический О сигнал DY 2 подает на ПЗУ 29 команду запрета чтения. Кратковременный сигнал логической 1 DY 3 переключает счетчик 31 тактов в состояние 001. А поскольку поле кода очередного такта С в это время хранит код 001, на выходе блока 32 сравнения формируется строб, переключающий счетчик 33 адресов в состояние 0001. При переходе с логического О в логическую 1 сигнал DY 2 полностью повторяет первый цикл. По кратковременному сигналу логической 1 DY 3 счетчик тактов переключается в состояние 002, а счетчик адресов - в состояние 0002. Сигнал DY 2 при переходе с логического О в логическую 1, кратковременный сигнал логической 1 DY 4 и сигнал от перехода логической 1 в логический О DY 2 повторяют цикл, но так как код операции равен нулю, операции в системе не производятся. При перехо де логической 1 в логический О сигнал DY 5 устанавливает регистры 38 и 39 в режим, при котором их входы переходят в третье состояние, а с выходов производится запись информации. Этот режим вызывает запись
в регистр 39 нулей во все разряды. Кратковременный сигнал логической 1 DY 6 переводит регистр 39 в режим считывания, причем выходом ег становится вход. Этот режим приводит к перезаписи нулей из регистра 3 в регистр 38. При переходе с логического О в логическую 1 сигнал DY 5 приводит регистры 38 и 39 в исходный режим в обнуленном состоянии Кратковременный сигнал логической 1 DY 3 завершает служебный цикл (интервал 0-1 на фиг.6). При этом счетчик 31 тактов находится в состоянии 003, а счетчик адресов 33 - в состоянии 0003.
Особенностью служебного цикла является то, что он тактируется импульсами частотой 8 Гц. Поэтому его длительность равна 2 с.
Затем начинается рабочий цикл системы (интервал 1-2 на фиг.6), при котором блок 36 при переходе логического О в логическую 1 сигналом DY 2 дает разрешение на чтение из ПЗУ 29 и кратковременным сигналом логической 1 DY 4 расписывает выходное слово программы из ПЗУ 29 в поле управляющих команд А,поле температурной программы В и поле кода очередного такта С ОЗУ 30.
Дешифратор 43 дешифрирует код команды программы и вырабатывает индивидуальные сигналы управления записью и считыванием различных полей ОЗУ 30. При этом под управлением дешифратора 43 сумматор 34 получает разрешение обработать число, поступившее на него в это время с поля В ОЗУ 30. Таким образом, в это время может считываться одна или не- сколько команд из последовательности команд, записанных в программе и связанных с выполнением основных операций технологического регламента процесса крашения, задается уровень температуры раствора в красильной барке 1 в соответствии с технологическим регламентом, и выдается код очередного такта, действующий до пе рехода на новый адрес ПЗУ 29. Но очередная команда из последовательности, команд, записанных в программе (К1-К9), проходит на соответствующие исполнительные органы только в том случае, если достигнут заданный к этому моменту уровень температуры раствора в красильной
0
5
барке 1. И если этот уровень еще не достигнут, система ожидает, пока данные о заданной температуре, передаваемые с ЦАП 35 и данные о фактической температуре, передаваемые с датчика 27 температуры через нормирующий преобразователь 44, совпадут, после чего блок 26 сравнения обеспечивает регулирование температуры раствора в красильной барке 1 в течение заданного прог|)аммой для данной команды времени, обеспечивая проведение очередной операции комплексного процесса крашения. В момент совпадения заданной и фактической температуры блок 36 сигналом DY 2 запрещает чтение из ПЗУ 29. А сигнал DYR,.появляющийся в конце каждого цикла команд программы, кратковременным импульсом набрасывает маску на блок ЗЬ логического управления, запрещая выход из него команд DY 2 и DY 4. В результате система ожидает пока код, записанный в поле кода очередного такта С ОЗУ 30, совпадает с кодом на выходе счетчика 31, т.е. перед переходом на новый адрес ПЗУ 29, после чего на выходе блока 32 сравнения опять появляется сигнал DX 6, идущий на блок 36 и прекращающий маскирование сигналов DY 2 и DY 4. В результате сигналы DY 2 и DY 4 снова разрешают перезапись программы из ПЗУ 29 в ПЗУ 30 и чтения команд из него, и на выходе поля А ОЗУ 30 появляется очередная команда из набора К1-К9, соответствующая очеред- 0 ной основной операции технологического регламента.
Так повторяется столько раз,сколь ко основных операций содержит комплексный процесс кращения полиэфирного волокна.
Работа системы,связанная с обеспечением температурной програмьш, в принципе одинакова для всех основных операций комплексного процесса Q крашения. Поэтому в дальнейшем для простоты описывается только работа, связанная с подачей команд на исполнительные механизмы.
Команды К 1 и К 4, выдаваемые с паля А ОЗУ 30, открывают вентиль 11 подачи умягченной воды в красиль- ную барку 1 и вентиль 15 подачи пара в трубопровод 14 нагрева красильного раствора для его нагрева
5
5
II152
данной программой температуры 90°С. В период нагрева раствора данные о заданной температуре, передаваемые с ЦАП 35, и данные о фактической температуре, передаваемые с датчика 27 через нормирующий преобразователь 44, поступают на блок 26 сравнения. При совпадении заданной температуры с фактической .блок 26 сравнения обеспечивает регулирование температуры красильного раствора в красильной барке 1 в течение заданного программой времени, например 20 мин. В результате производится процесс замачивания полиэфирной ни
ти, служащий для снятия остаточного замасливателя, а также для увеличения смачиваемости и набухания пряжи.
В соответствии с программой по истечении указанного времени на выходе поля А ОЗУ 30 появляется команда К 5 Охлаждение водой. Команда К 5 блоком выбора исполнительных ме ханизмов 28 подается на вентиль 17, открывая его и охлаждая тем самым раствор в красильной барке 1 , до заданного программой уровня. Регулирование температуры обеспечивается при этом блоком 26 сравнения, как бьшо указано выше, после чего вентиль 17 закрывается. Одновременно на выходе поля А ОЗУ 30 появляется команда К 9 Слив. В результате раствор сливается из красильной барки 1 через вентиль 13 в сток и вентиль 13 закрывается. I
Затем под управлением команд К 1, К 3 и К 6, выдаваемых с поля А ОЗУ 30, открьшаются вентили 11, 20 и 21 и в красильную барку, 1 подаются заданные объемы умягченной воды красителя и химической добавки, после чего команды К 1, К 3 и К 6 отключаются, закрывая вентили 11, 20 и 21. По команде К 4 красильный раствор нагревают до заданной программой температуры 80°С в течение 10-15 мин, в зависимости от техно- погического регламента, после чего блок 26 сравнения вьщерживает зту - температуру 30-45 мин в соответствии с технологическим регламентам, после чего команда К 4 Нагрев красильного раствора с поля А ОЗУ 30 блоком выбора исполнительных механизмов 28 подается на вентиль 15, открывая его и нагревая тем самым красильньй
12
5
раствор до заданного программой уровня 130°С. После достижения температуры 130°С ее регулирование обеспечивается с помощью блока 26 сравнения. При этом по команде К В Циркуляция красильного раствора одновременно включается насос 8, обеспечивающий циркуляцию нагретого красильного раствора в замкнутом контуре: на,сос 8 - трубопровод 7 - польм шпулярник 6 - паковки пряжи 6а - трубопровод 9 - насос 8, а по команде К 7 открывается вентиль 23 для создания в системе повышенного давления. Циркуляция по программе, записанной в ПЗУ 29, длится 30 мин. после чего команда К 7 отключается, закрывая вентиль 23, команда К 4
0 отключается, закрьтая вентиль 15, а на вентиль 17 поступает команда К 5, открывающая его для охлаждения красильного раствора холодной во- дой. Одновременно задание температу5 ры от ПЗУ 29 меняется на , в результате чего красильный раствор охлаждается до 96°С, после чего команда К 5 по программе отключается, закрывая вентиль 17, а на вентиль 13 поступает команда К 9, открывая его для слива красильного раствора в сток. На этом заканчивается операция непосредственного крашения .
После слива красильного раствора в сток команда К 9 по программе отключается, закрывая вентиль 13, на вентиль 11 подается команда К 1, открывая его для подачи заданного объема воды, на вентиль 15 подается команда К 1, открывая его для подачи заданного объема воды, на вентиль 15 подается команда К 4, включая подачу пара для обогрева поступающей в барку 1 жидкости, а на вентиль 21 подается команда К 6, обеспечивая дозирование в раствор химической добавки, При этом по программе задание температуры меняется на 50°С, после достижения которой эти команды отключаются, раствор посредством блока 26 сравнения быдерживается, как быпо указано вьш1е, на этой температуре в течение 10 мин и затем по команде К 9 сливается в сток, после чего команда К 9 отключается, а паковки с пряжей по новой команде К 1, открывающей вентиль 13, промываются водой в течение заданного технологи-
0
5
0
5
0
5
ческим регламентом бремени, например 10 мин, после чего команды К 1 К 9 вновь отключаются, закрывая вентили 11 и 13.
На этом заканчивается процесс восстановительного осветления, служащий для удаления с паковок пряжи различных загрязнителей и для усиления окраски химических нитей.
Процесс мьшовки начинается подачей с поля А ОЗУ 30 команды К 1 на открывание вентиля 11, команды К 9 на открывание вентиля 13 и команды К 6 на открьшание вентиля 21. При этом с поля В ОЗУ 30 по программе, записанной в ПЗУ 29, задание температуры меняется на 75°С, по достижении которой блок 26 сравнения описанным выше способом регулирует ее в течение, например 30 мин. В результате пряжа все это время обрабатывается умягченной водой. При этом отработавшая жидкость постоянно сливается в канализацию. По завершении этого периода команда К 6 отключается, закрывая вентиль 21, а паковки еще некоторое время, задаваемое технологическим регламентом, промываются холодной водой, после чего команда К 1 тоже отключается,закрывая вентиль 11.
В заключение по команде К 9 открывается вентиль 13 и по команде К 7 открывается вентиль 23, в результате чего через полость барки 1 начинает пропускаться горячий воздух, например, при 110°С. Через установленное программой время, например через 30 мин, операция сушки заканчивается, действие команд К 9 и К 7.прекращается, вентили 13 и 23 закрьшаются и на привод двигателя 4 по программе подается команда К 10, включающая двигатель дпя открьтания крьш1ки 2 и поднятия контейнера 5, После чего высушенное волокно 6а снимается со шпулярника и отправляется в специальное помещение для хранения перед размоткой.
Система работает под управлением блока 36.
При нажатии кнопки Пуск сигнал DJ 2 включает схему 46, которая выдает управляюпцш сигнал Dj 3, обнуляющий регистры сдвига и триггеры блоков 48 и 50, и управляюощй сигна Dj 4, разрешающий ключу 47 пропуска тактовые импульсы от генератора 55
0
5
0
5
0
5
0
5
импульсов на регистр 48 сдвига. Равным приоритетом обладает разрешающий сигнал Dj 13 О, поступающий на ключ 47 от регистра 48 сдвига. Сигнал Dj 13 О разрешает прохождение тактовых импульсов от генератора 55 на регистр 48 сдвига и запрещает прохождение тактовых импульсов Dj 11 от коммутатора 53 на регистр
50сдвига.
При подаче на регистр 4-8 сдвига тактовых импульсов Dj 14 от ключа 47 регистр 48 сдвига выдает на схему
51формирования команд управления позиционный код, который формируется
в последовательность команд управления (фиг.6, интервал 0-1).
По окончании цикла работы реги- тра 48 сдвига сигнал Dj 13 автоматически перебрасывается с нуля в единицу, запрещая прохождение тактовых импульсов на регистр 48 сдвига и разрешая прохождение тактовых импульсов на регистр 50 сдвига. Одновременно регистр 48 сдвига получает внутренний сигнал сброса в О и остается в этом состоянии до окончания программы.
Ключ 49 запускается при условии Dj 13 Dj 9 1. При этом условии тактовые импульсы от коммутатора 53 поступают на регистр 50 сдвига.Формирование команд происходит аналогично регистру 48 сдвига (фиг.6, интервал 1-2). На пятом такте регистр 50 сдвига формирует сигнал Dj 23 1, переключающий ключ 52 в состояние Dj 24 0. (Это состояние запрещает прохождение с блока 51 сигналов DY 2 и DY 4 на выход блока 36 до поступления сигнала DX 6 от блока 32 сравнения при совпадении кода текущего тактй с кодом в поле кода очередного такта в выходном спо ве программы). При поступлении сигнала DX 6 ключ 52 переключается в состояние Dj 24 1, разрешая схеме 51 формирования команд управления пропускать все команды после поступления на нее кратковременного сигнала DX 16, вырабатываемого дешифратором 43 (фиг.1) при вызове из ПЗУ 29 выходного слова.
При нажатии кнопки Стоп на выходе схемы 43 ввода сигналов появляется сигнал Dj 6 О, который, поступая на ключ 49, запрещает прохождение тактовых импульсов на ре15
гистр 50 сдвига, в результате чего 1ЩКЛ работы его останавливается на текущей команде.
При нажатии кнопки Ход на выходе схемы 45 ввода сигналов появляется сигнал UJ 6 1 и цикл работы регистра 50 сдвига продолжается с точки останова.
Схема 45 ввода сигналов при появлении на ее входах сигналов DX 1 (неисправность блока 41 индикации температуры), DX 2 (неисправность датчика 27 температуры) или DX 5 (останов по коду программы) останавливает программу. При необходимости в схему 45 ввода сигналов можно ввести и другие сигналы, блокирующие работу системы.
Синхроимпульс DY 3 на выходе блока 51 увеличивает на единицу выходной код блока 42 индикации времени крашения.
Формула изобретения 25
1. Система автоматического управления процессом крашения, преимущественно паковок пряжи, содержащая датчик температуры красильного раствора, задатчик программ управления последовательностью операций и температурного режима крашения, блок слежения за программами, включающий блок сравнения, а также блок выбора исполнительных механизмов, отличающаяся тем, что, с целью повьш1ения точности управления и надежности работы, она имеет блоки индикации температуры красильного раствора и времени кра- шени и подключенный к датчику температуры красильного раствора нормирующий преобразователь, задатчик программ управления последователь- ностью операции и температурного режима крашения состоит из последовательно соединенных постоянного (ПЗУ) и оперативного (ОЗУ) запоминающих устройств, последнее из которых содержит поля управляю1цих коман температурной программы крашения и кода очередного такта, а блок слежения за программами дополнительно со держит последовательно включенные счетчик тактов, дополнительный блок сравнения и счетчик адресов, а также сумматор, логический блок, циф- роаналоговый преобразователь,блок
10
15
20
я 25
д
30
35
40
45
50
55
16
управления начальным адресом, регистры памяти, переключатель и дешифратор, при этом вход дешифратора связан с вторым выходом ПЗУ, а выходы - соответственно с первым входом сумматора, с входами полей управляюцих команд и температурной программы крашения ОЗУ и первым и вторым входами логического блока, третьим, ° четвертым и пятым входами соединенного с выходами соответственно нормирующего преобразователя, блока индикации температуры и дополнительного блока сравнения, первый выход логического блока через блок управления начальным адресом подключен к второму входу счетчика адресов,второй выход - к второму входу ПЗУ, третий, четвертый и пятый выходы - соответственно к входам поля кода очередного такта ОЗУ, блока индикации времени крашения и счетчика тактов, а шестым выходом - к первому входу первого регистра памяти и через второй регистр памяти - к второму входу сумматора, причем выход сумматора через второй вход первого регистра памяти связан с вторым входом второго регистра памяти, а третий вход - с выходом поля температурной программы крашения ОЗУ, выходами полей кода очередного такта и управляющих команд соединенного соответственно с вторым входом дополнительного блока сравнения и первым входом блока выбора исполнительных механизмов, а выходы нормирующего преобразователя непосредственно и первого регистра памяти через цифроаналого- вый преобразователь подключены к входам блока сравнения, подключенного выходом к второму входу блока выбора исполнительных механизмов, причем выход переключателя связан с входом блока индикации температуры, а входы - с выходами нормирующего преобразователя и цифроанало- гового преобразователя.
2. Система поп.1,отлича- ю щ а я с я тем, что логический блок состоит из схемы ввода сигналов, схемы управления работой блока ключей, регистров сдвига, схемы формирования команд управления, генератора и коммутаторов тактовых импульсов, при этом первый выход схемы управления работой блока соединен с первыми входами регистров.
17152
а второй выход - с первым входом ключа, второй и третий входы которого подключены к первым выходам соответственно первого регистра сдвига и генератора тактовых импульсов, вторым выходом непосредственно, а третьим - через первый коммутатор подключенного к соответствующим входам второго коммутатора тактовых импульсов, выходом связанного с первым входом второго ключа,причем второй и третий входы второго ключа подключены к выходам схемы ввода сигналов и первого регистра сдвига, а выход через второй вход второго регистра сдвига связан с первыми входа18
ми третьего ключа и схемы формирования команд управления, второй и третий входы которого связаны соот- ветственно с выходами первого регистра и третьего ключа,причем первый, второй и третий входы схемы ввода сигналов являются соответственно первым, третьим и четвертым входами
логического блока, вторым и пятым входами которого являются, соответственно четвертый вход схе мы формирования команд управления и второй вход третьего ключа, а выходами логического блока являются выходы схе мы формирования команд управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления | 1980 |
|
SU881676A1 |
| МНОГОФУНКЦИОНАЛЬНОЕ ОТЛАДОЧНОЕ УСТРОЙСТВО ДЛЯ МИКРОПРОЦЕССОРНЫХ СИСТЕМ | 2016 |
|
RU2634197C1 |
| ИМИТАТОР ИСТОЧНИКОВ РАДИОСИГНАЛОВ | 1994 |
|
RU2094815C1 |
| Система управления сварочной машиной | 1989 |
|
SU1683929A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Устройство для табличной реализации многоместных логических функций | 1982 |
|
SU1019455A1 |
| Устройство для контроля памяти | 1983 |
|
SU1280459A1 |
| Система для трансляции с проблемноориентированного языка | 1976 |
|
SU674028A1 |
| Кассовый регистратор | 1978 |
|
SU748415A1 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
Изобретение относится к текстильной промышленности и может быть использовано в отделочных производствах при крашении пряжи в аппаратах периодического действия. Цель изобретения - повышение точности управления и надежности в работе. Это достигается за счет работы системы под перекрестным управлением потока команд от логического блока, адаптируемых к ситуации в вычислительном и технологическом процессах, и потока команд, введенных программистом и управляющих системой через логический блок. Система работает по циклограмме процесса крашения, которая строится из линейных функций, подчиняющихся аддитивному закону. Система обеспечивает регулирование температуры по программе, управления последовательностью операций, ручную или автоматическую остановку программы на любом шаге, прогон программы в ускоренном или рабочем режимах, установку характерных точек программы, автоматическую задержку пуска программы до установления технологических параметров в системе, соответствующих точке остановки программы, продолжение автоматического управления процессом крашения с точки остановки, режим "меню" из набора базовых программ с возможностью изменения их параметров, автоматическую остановку при неисправности датчика температуры. 1 з.п. ф-лы, 7 ил., 1 табл.
Г2П t-
в-
192 192 192 192 127 128
в-
АЛг
JLJ
fVf
ftf - MOfieft ra/rfffff Nt - Mfrep адреса IT - ма гйллный
ffflOtfAftnH
Фнг.З
Лиг
t
Iffftegi € гт- f ftSfuna
-
cap
(Istfffl
-See нонеро в
f ffejrajt ци/rjra Mr ifofftft талта л
effffutavufeffflftacff
OffiOHfrnfla/nr a f
/ipedejfax uunra ЛСГ-ejtrmtmf eoonnifue
fOftaitfyt Stoira j/ivftfMMuff utenynevm MACT-ireeiOMtefaf ак1гю 1ги
птнОи из вмял
мг Monyaaif/rt
9tt9.f
art -Ktser
Sri PaifeuiefAte omftuti из ffjy
Srj-TtiKinoffna cutitaf cvefftt/u a ага/ааов
Df - Разрешение заласа из ПЗУ в ОЗУ
SrS- OfHVJitirae pftucmfoS cyrfftamofla
Sfg - Jaaact сунны to gmopau регистр Cfffffwawioa
DrJ - Ja/ruc6 суннл/в первый pfii/e/nfl cifffnaaofla
SY5- Tutforaftiu cuttfOf
SYff -Сигнал eSpoca ojpuitfpa NaofOfioSafiua /нва
ЛУИ -Cm/iafcoSnadeHua fteSa pafо veto иткамг
Stv - Bixrcff m/fi/ffe/ja ftacffufloffafua
SXfS - ef/fyjrff«ie petucffywf Cf/Hftamofa т коЛ/eaepauuu
. e
Т - тенпература /грасалмвго растворе Tt mtftnepainypa tfpacuMHtto fecmffopa в
хараятерпыг mevtfe
t -tpem paSo/nin apoipaff/ibi cnofteftma вёяусяа ti - ductf/м/пние HOftsffffiH tptfitHu, еяиеыУаашие
арактерньи moviru цияло / амнм тепперай 1 ifjHr mapinKtma на выпбе irturloto mitojra у/улвмтя ucaojrffueteantf6f/ru opta/mffu 0ttt. 7
| Устройство для автоматизации крашения текстильного материала | 1977 |
|
SU931854A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
