Изобретение относится к сварке, в частности к способам изготовления образцов для испытаний на трещино- стойкость, и может быть использовано в испытательной технике, а именно при изготовлении сварных образцов для коррозионных испытаний.
Цель изобретения - сокращение времени на изготовление и уменьшение металлоемкости при коррозионных испытаниях.
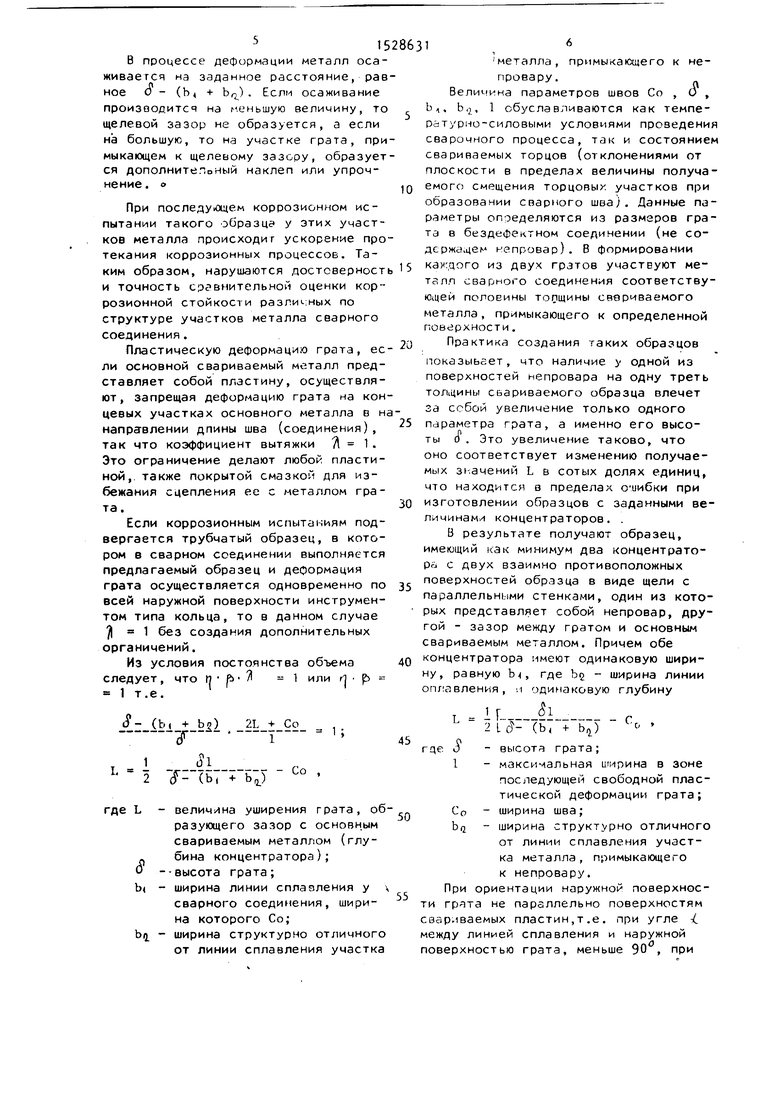
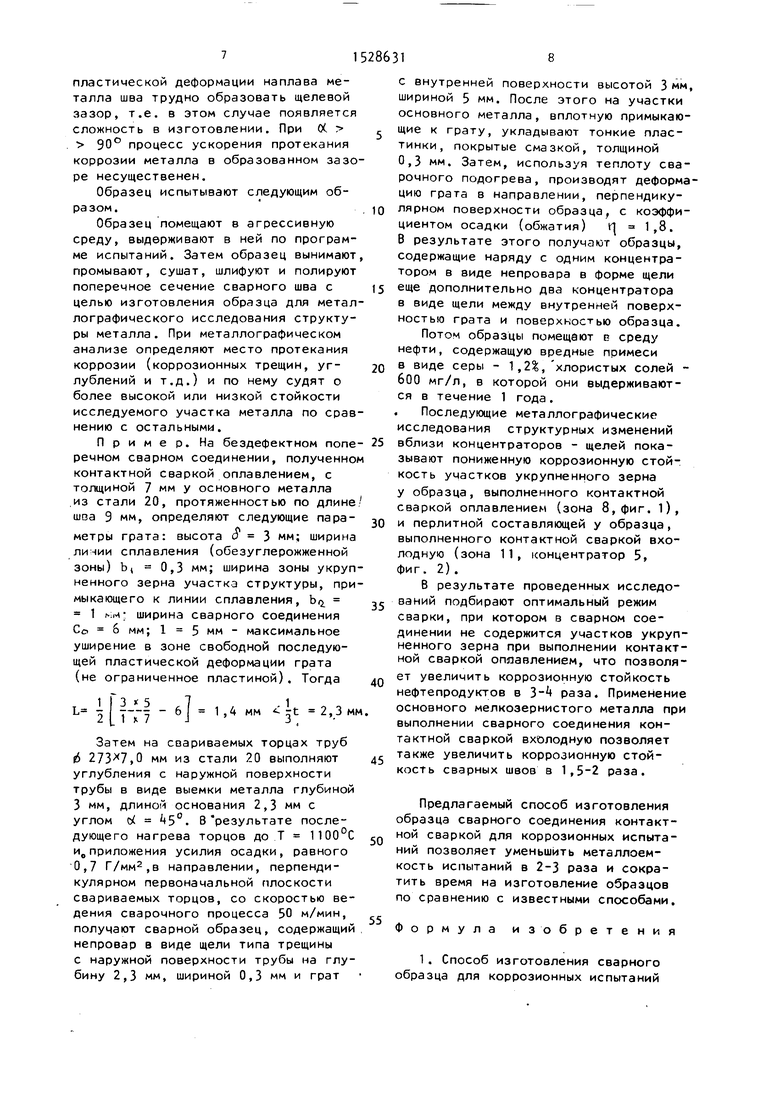
На фиг. 1 и 2 представлены схемы получения образцов контактной сваркой и холодной сваркой давлением соответственно.
Способ осуществляют следующим образом.
В месте расположения предполагаемого непровара (участка несплавления) в свариваемых кромках деталей 1 и 2 делают углубление (выемка металла) глубиной на величину осадки торцов
в процессе их пластического деформирования при изготовлении шва стыковой контактной сваркой. Углубление выполняется со скошенными боковыми стенка- ми в сторону последующей линии сплавления, для того, чтобы уменьшение получаемого грата на поверхности сварного шва было минимально возможным. Это осуществимо за счет того, что скошенные боковые стенки углубления не дают проникать деформиро1Ч
ванному металлу вовнутрь имеющейся полости (углубления).
После этого нагревают свариваемые кромки: в первом случае до температуры, меньшей температуры рекристаллизации свариваемых пластин, во втором - до температуры плавления, и деформируют в направлении, перпендикулярном плоскости свариваемых торцов, при давлениях: в первом случае порядка 2,5-3,0 во втором - 1,2-1,3 б где б т - предел текучести свариваемого металла пластин. Получают сварное соединение 3.
Затем производят пластическое деформирование грата (первоначальная форма грата показана на фиг. 1 и 2 пунктиром) в направлении, перпендикулярном поверхности свариваемых пластин, после чего грат приобретает форму, представленную на фиг. 1 и 2, т.е. его наружная поверхность располагается по направлению, параллельному поверхностям свариваемых пластин. Для осуществления деформации грата используется теплота сварочного нагрева. При этом температурно-сило- зые условия пластической деформации выбираются такими, чтобы между .гратом и поверхностями основного свариваемого металла образовывалось пространство разделения в виде щели 5.
На фиг. 1 представлен образец, полученный контактной сваркой оплавлением, имеющий сварное соединение 3 основного металла с непроваром в виде щели 5-И структурно различные участки 7-9 (укрупненного зерна, переходной зоны и т.д.), которые формируются в зависимости от температур- но-силовых условий ведения сварочного процесса. Образец имеет грат Ц длиной 2L + Со, наружная и внутренняя поверх ности которого параллельны поверхнос- ти основного металла. Между внутренней поверхностью грата 4 и поверхностью основного металла образован концентратор 5 в виде щелевого зазора глубиной L, шириной Ь. Толщина гра- та - bj. Грат получен пластической деформацией его первоначальной формы в направлении, перпендикулярном плоскости образца.
На фиг. 2 изображен аналогичный образец, который содержит сварное соединение 3, полученное контактной сваркой вхолодную (при температуре, меньшей температуры рекристаллизации
0
5
0
основного металла), и имеет полосчатую структуру, состоящую, например, II
для сталей перлитно-ферритного классов соответственно из полос феррита 10 и перлита 11, которые получают искривление в сварном соединении как на участке линии сплавления Ь, так и на близлежащем к непровару 6 на клепанном участке металла шириной/ Ьо. Эту величину участка можно отбирать либо по показаниям твердости, либо по участку искривления волокна (полос структуры) вне линии сплавления b (.
Чтобы результаты оценки коррозионной стойкоёти металла в обоих концентраторах были сопоставимы, необходимы концентраторы одинаковых размеров. Поэтому основание щелевого зазора выбирается равным ширине линии сплавления Ъ . Ллина каждого концентратора выбирается равной L - величине уширения грата, образующего зазор с основным свариваемым металлом
1 Г 1 2 I
ьЛ
- Со
5 Q
0
5
С
5
где S Ь«
bQ высота грата; ширина линии сплавления у сварного соединения, ширина которого Со;
ширина структурно отличного от линии сплавления участка металла (укрупненного зерна, переходная структура), примыкающего к непровару; 1 - максимальное уширение в
зоне свободной пластической деформации грата при создании щелевого зазора. С учетом этих конструктивных параметров второй концентратор получают следующим образом. На поверхность пластин вплотную к грату, укладывают параллельные пластинки толщиной, равной толщине линии сплавления Ьл, длиной J-L. Для предотвращения слипания пластинок с металлом грата они покрываются смазкой. Далее производится пластическое деформирование грата осадкой в направлении, перпендикулярном плоскости пластины, с коэффициентом осадки (обжатия)
4
(f- (ь, + ьЛ
т
в
1528631
процессе деформации металл осаживается на заданное расстояние, равное с; - (Ь, + Ъ) . Если осаживание произоодится на меньшую величину, то щелевой зазор не образуется, а если на большую, то на участке грата, примыкающем к щелевому зазору, образуется дополнителоный наклеп или упрочнение . о
При последующем коррозионном испытании такого образце у этих участков металла происходит ускорение протекания коррозионных процессов. Та- кии образом, нарушаются достоверность 15 ках;дого из двух грзтов участвуют меЬ,, Ь,, 1 обуславливаются как темпе- ратурно-силовыми условиями проведени сварочного процесса, так и состояние свариваемых торцов (отклонениями от плоскости в пределах величины получа емого смещения торцовых участков при образовании сварного шва). Данные па раметры определяются из размеров гра та в бездефектном соединении (не соде ржа,цем непровар). В формировании
таял сварного соединения соответству Ю1цей половины толщины свориваемого
и точность сравнительной оценки коррозионной стойкости paзли ;ныx по структуре участков металла сварного соединения.
Пластическую деформацию грата, если основной свариваемый металл представляет собой пластину, осуществляют, запрещая деформацию грата на концевых участках основного металла в н напра влении дпины шва (соединения), так что коэффициент вытяжки 1 . Это ограничение делают любой пластиной,, также покрытой смазкой для избежания сцепления ее с металлом грата.
Если коррозионным испытаниям подвергается трубчатый образец, в котором в сварном соединении выполняется предлагаемый образец и деформация грата осуществляется одновременно по всей наружной поверхности инструментом типа кольца, то в данном случае 1 без создания дополнительных органичений.
Из условия постоянства объема
следует , что п Ь /1 1 - или
Г Р
т.е.
де L - величина уширения грата, образующего зазор с основным свариваемым металлом (глубина концентратора); высота грата;
ширина линии сплавления у х сварного соединения, ширина которого Со; ширина структурно отличного от линии сплавления участка
( Ь
ьа металла, примыкающего к непровару.
Величина параметров швов Со
С.
ках;дого из двух грзтов участвуют меЬ,, Ь,, 1 обуславливаются как темпе- ратурно-силовыми условиями проведения сварочного процесса, так и состоянием свариваемых торцов (отклонениями от плоскости в пределах величины получаемого смещения торцовых участков при образовании сварного шва). Данные параметры определяются из размеров грата в бездефектном соединении (не соде ржа,цем непровар). В формировании
5 ках;дого из двух грзтов участвуют ме0
0
5
0
5
0
5
таял сварного соединения соответству- Ю1цей половины толщины свориваемого
металла, примыкающего к определенной поверхности,
Практика создания таких образцов показывает, что наличие у одной из поверхностей непровара на одну треть толщины свариваемого образца влечет за собой увеличение только одного параметра грата, а именно его высоты о . Это увеличение таково, что оно соответствует изменению получаемых значений L в сотых долях единиц, что находится в пределах о иибки при изготовлении образцов с заданными величинами концентраторов.
В результате получают образец, имеющий как минимум два концентратора с двух взаимно противоположных поверхностей образца в виде щели с параллельнь1ми стенками, один из которых представляет собой непровар, другой - зазор между гратом и основным свариваемым металлом. Причем обе концентратора имеют одинаковую ширину, равную Ь, где bg - ширина линии оплавления, ;i одинаковую глубину
c5i ,
L
1Г
2IS- (b, + bo)
- С,
rqe
S I
высота грата ;
максимальная ширина в зоне последующей свободной пластической деформации грата; Со ширина шва; Ь|2 - ширина структурно отличного от линии сплавления участка металла, примыкающего к непровару.
При ориентации наружной поверхности грата не параллельно поверхностям свариваемых пластин,т.е. при угле ii между линией сплавления и наружной поверхностью грата, меньше 90, при
пластической деформации наплава металла шва трудно образовать щелевой зазор, т.е. в этом случае появляется сложность в изготовлении. При ОС 90 процесс ускорения протекания коррозии металла в образованном зазоре несущественен.
Образец испытывают следующим образом.
Образец помещают в агрессивную среду, выдерживают в ней по программе испытаний. Затем образец вынимают промывают, сушат, шлифуют и полируют поперечное сечение сварного шва с целью изготовления образца для металлографического исследования структуры металла. При металлографическом анализе определяют место протекания коррозии (коррозионных трещин, уг- лублений и т.д.) и по нему судят о более высокой или низкой стойкости исследуемого участка металла по сравнению с остальными.
Пример. На бездефектном попе- речном сварном соединении, полученном контактной сваркой оплавлением, с толщиной 7 мм у основного металла .из стали 20, протяженностью по длине шва 9 мм, определяют следующие пара-
метры грата: высота сз 3 мм; ширина линии сплавления (обезуглерожженной зоны) Ь, 0,3 мм; ширина зоны укрупненного зерна участка структуры, примыкающего к линии сплавления, Ь 1 N;M; ширина сварного соединения Со 6 мм; 1 5 мм - максимальное уширение в зоне свободной последующей пластической деформации грата (не ограниченное пластиной). Тогда
L - --- - 6J 1,4 мм -t 2,3 мм
Затем на свариваемых торцах труб (6 ,0 мм из стали 20 выполняют углубления с наружной поверхности трубы в виде выемки металла глубиной 3 мм, длиной основания 2,3 мм с углом d А5°. 8 результате последующего нагрева торцов до Т 1100°С Ид приложения усилия осадки, равного 0,7 Г/мм2,в направлении, перпендикулярном первоначальной плоскости свариваемых торцов, со скоростью ведения сварочного процесса 50 м/мин, получают сварной образец, содержащий непровар в виде щели типа трещины с наружной поверхности трубы на глубину 2,3 мм, шириной 0,3 мм и грат
5 0
5 Q
с О
5 Q
5
С внутренней поверхности высотой 3 мм, шириной 5 мм. После этого на участки основного металла, вплотную примыкающие к грату, укладывают тонкие пластинки, покрытые смазкой, толщиной 0,3 мм. Затем, используя теплоту сварочного подогрева, производят деформацию грата в направлении, перпендикулярном поверхности образца, с коэффициентом осадки (обжатия) 1: 1,8. В результате этого получают образцы, содержащие наряду с одним концентратором в виде непровара в форме щели еще дополнительно два концентратора в виде щели между внутренней поверхностью грата и поверхностью образца.
Потом образцы помещают в среду нефти, содержащую вредные примеси в виде серы - 1,2%, хлористых солей - 600 мг/л, в которой они выдерживаются в течение 1 года. . Последующие металлографические исследования структурных изменений вблизи концентраторов - щелей показывают пониженную коррозионную стойкость участков укрупненного зерна у образца, выполненного контактной сваркой оплавлением (зона 8, фиг. 1), и перлитной составляющей у образца, выполненного контактной сваркой вхо- лодную (зона 11, концентратор 5, фиг. 2).
В результате проведенных исследований подбирают оптимальный режим сварки, при котором в сварном соединении не содержится участков укрупненного зерна при выполнении контактной сваркой оплавлением, что позволяет увеличить коррозионную стойкость нефтепродуктов в 3- раза. Применение основного мелкозернистого металла при выполнении сварного соединения контактной сваркой вхолодную позволяет также увеличить коррозионную стойкость сварных швов в 1,5-2 раза.
Предлагаемый способ изготовления образца сварного соединения контактной сваркой для коррозионных испытаний позволяет уменьшить металлоемкость испытаний в 2-3 раза и сократить время на изготовление образцов по сравнению с известными способами.
Формула изобретения
1. Способ изготовления сварного образца для коррозионных испытаний
91528631
по авт. св. № , отличающийся тем, что, с целью повышения производительности при изготовлении образцов и уменьшения метал- г лоемкости при коррозионных испытаниях после осадки свариваемых торцов, деформируют грат путем приложения усилия в направлении, перпендикулярном поверхности образца, до образования 10
10
щелей между внутренней поверхностью грата и поверхностью образца.
2. Способ по п. 1, отлича - ю щ и и с я тем, что, с целью увеличения точности проведения сравнительной оценки коррозионной стойкости различных структурных участков сварного соединения, образуют цели, идент тичные непровару.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образца для испытаний на трещиностойкость | 1991 |
|
SU1803292A1 |
| Образец для испытания сварного соединения на коррозионное растрескивание | 1984 |
|
SU1244572A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ РЕМОНТА КОРРОДИРОВАННОГО СВАРНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2177393C2 |
| Способ обработки околошовной зоны сварных соединений высоколегированных коррозионно-стойких аустенитно-ферритных сталей | 1990 |
|
SU1750884A1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2246771C2 |
Изобретение относится к способам изготовления сварных соединений, выполненных контактной сваркой, и предназначено для использования в испытательной технике, а именно при изготовлении сварных образцов для коррозионных испытаний. Цель изобретения - сокращение времени на изготовление и уменьшение металлоемкости при коррозионных испытаниях. Сначала в образце получают сварное соединение контактной или холодной сваркой. После осадки свариваемых торцов деформируют грат в направлении, перпендикулярном поверхности образца, до образования щелей между внутренней поверхностью грата и поверхностью образца. Для увеличения точности проведения сравнительной оценки коррозионной стойкости различных структурных участков сварного соединения образуют щели, идентичные непровару. В результате получают образец, имеющий как минимум два концентратора с двух взаимно противоположных поверхностей образца. 1 з.п. ф-лы, 2 ил.
«
| Насос | 1917 |
|
SU13A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
