Изобретение относится к испытательной технике, в частности к образ-j дам для испытания сварного соединения на коррозионное растрескивание, и может быть использовано в машиностроительной , нефтеперерабатывающей, химической и других отраслях промышленности для определения стойкости к коррозионному растрескиванию металла сварных niBoi, вьшолненных сваркой плавлением. .:
Целью изобретения ;является повышение точности испытания.
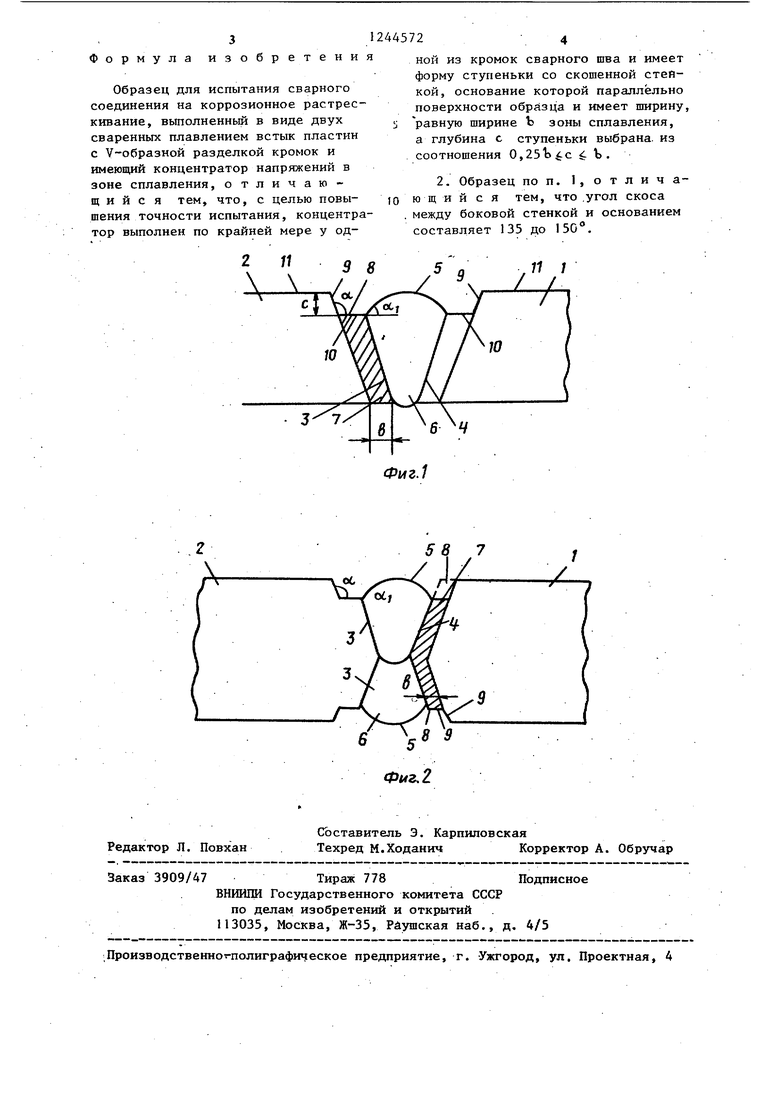
На фиг. 1 приведен образец с однородным сварньм соединением; на фиг. 2 - то же, с двусторонним сварным соединением.
Образец выполнен в виде двух пластин 1 и 2, кромки 3 и 4 которых V- образно разделены и сварены встык ; плавлением с валиком 5 сварного шва 6, величину угла ОС наплавки которого задают в пределах 30-45.
В образце в зоне 7 сплавления имеется концентратор 8 напряжений, который вьтолнен в виде ступеньки со скошенной боковой стенкой 9 и основанием 10, параллельным поверхности П образца. Иирина основания 10 равна ширине Ь зоны сплавления, глубина с ступеньки выбрана из соотношения 0,25Ъ4с Ъ, а угол ti. скоса между боковой стенкой и основанием равен 135-150°.
Выполнение концентратора в виде ступеньки указанных размеров в зоне сплавления у одной из кромок сварного шва обеспечивает ускоренное протекание коррозионных процессов в зоне сплавления сварного шва, обеспечивает идентичное воздействие коррозионой среды на все структурно различные участки металла сварного соединения и исключает влияние геометрических факторов на протекание коррозионных процессов в металле сварных образцов, что повьшхает точность оценки коррозионной стойкости металла шва.
При ширине основания ступеньки, равной ширине Ъ зоны сплавления, ско рость коррозии достаточно велика, а концентратор не влияет на механические свойства образца k Аналогичный - зффект имеет место, когда глубина С
25
Величина угла «л скоса ступеньки к поверхности образца должна быть в пределах 135-150, так как при угле, меньшем 135°, создается дЬполнитель- 5 ный концентратор напряжений в виде дефекта, характеризуемого неплавным сопряжением стенок ступеньки, обусла ливающий возникновение трещины толькр по линии перехода, что нарушает 10 идентичность воздействия коррозионно среды на различные зоны металла свар ного образца.
Выполнение угла большим 150 приводит к малой эффективности действия 15 концентратора, так как коррозионная среда не задерживается в концентрато ре и локальное воздействие концентра тора аннулируется.
Предлагаемое устройство испытыва- 20 ют следующим образом.
Образец помещают в агрессивную среду и вьщерживают в ней в течение заданного времени, затем вынимают, промывают, сушат, шлифуют и полируют поперечное сечение сварного шва в области концентратора напряжений с целью изготовления образца для металлографического исследования.
Образец сварного соединения с двусторонним сварным швом (фиг. 2) испытьгоают аналогичным образом; Этот образец более эффективен для испытания на коррозионную стойкость , чем образец с односторонним швом, так как анализируемая поверхность (т.е. поверхность с концентратором напря- жений) увеличивается.
Расположение концентратора симметрично у обеих кромок сварного шва позволяет получить бол1;шую ин- формацик при испытании каждого образца и сократить количество испытуемых образцов.
При металлографическом анализе определяют место расположения коррозионных трещин и по нему судят о более высокой или низкой стойкости исследуемого участка металла по срав - 50 нению с остальными; Металлографический анализ выполняют в области концентратора напряжений.
, В результате таких испытаний становится возможным определение опти30
35
40
45
ступеньки равна ширине V зоны сплав-) 55 мальньтх режимов выполнения свароч- ления. При 0,25V) скорость коррозии ных процессов, обеспечивающих за- соответствует скорости коррозии без даннзто коррозионную стойкость свар- концентратора.I . кого соединения.
25
Величина угла «л скоса ступеньки к поверхности образца должна быть в пределах 135-150, так как при угле, меньшем 135°, создается дЬполнитель- 5 ный концентратор напряжений в виде дефекта, характеризуемого неплавным сопряжением стенок ступеньки, обуславливающий возникновение трещины толь- кр по линии перехода, что нарушает 0 идентичность воздействия коррозионной среды на различные зоны металла сварного образца.
Выполнение угла большим 150 приводит к малой эффективности действия 5 концентратора, так как коррозионная среда не задерживается в концентраторе и локальное воздействие концентратора аннулируется.
Предлагаемое устройство испытыва- 20 ют следующим образом.
Образец помещают в агрессивную среду и вьщерживают в ней в течение заданного времени, затем вынимают, промывают, сушат, шлифуют и полируют поперечное сечение сварного шва в области концентратора напряжений с целью изготовления образца для металлографического исследования.
Образец сварного соединения с двусторонним сварным швом (фиг. 2) испытьгоают аналогичным образом; Этот образец более эффективен для испытания на коррозионную стойкость , чем образец с односторонним швом, так как анализируемая поверхность (т.е. поверхность с концентратором напря- . жений) увеличивается.
Расположение концентратора симметрично у обеих кромок сварного шва позволяет получить бол1;шую ин- формацик при испытании каждого образца и сократить количество испытуемых образцов.
При металлографическом анализе определяют место расположения коррозионных трещин и по нему судят о более высокой или низкой стойкости исследуемого участка металла по срав-. 50 нению с остальными; Металлографический анализ выполняют в области концентратора напряжений.
, В результате таких испытаний становится возможным определение опти30
35
40
45
31244572
ормула изобретения
но ко по i ра а со
Образец для испытания сварного соединения на коррозионное растрескивание, выполненный в виде двух сваренных плавлением встык пластин с V-образной разделкой кромок и имеющий концентратор напряжений в зоне сплавления, отличающийся тем, что, с целью повышения точности испытания, концентратор выполнен по крайней мере у одной из кромок сварного шва и имеет форму ступеньки со скошенной степ- кой, основание которой параллельно поверхности образца и имеет ширину, равную ширине Ъ зоны сплавления, а глубина с ступеньки выбрана, из соотношения 0, Ъ.
2. Образец по п. 1, о т л и ч а- ю щ и и с я тем, что .угол скоса между боковой стенкой и основанием составляет 135 до 150 .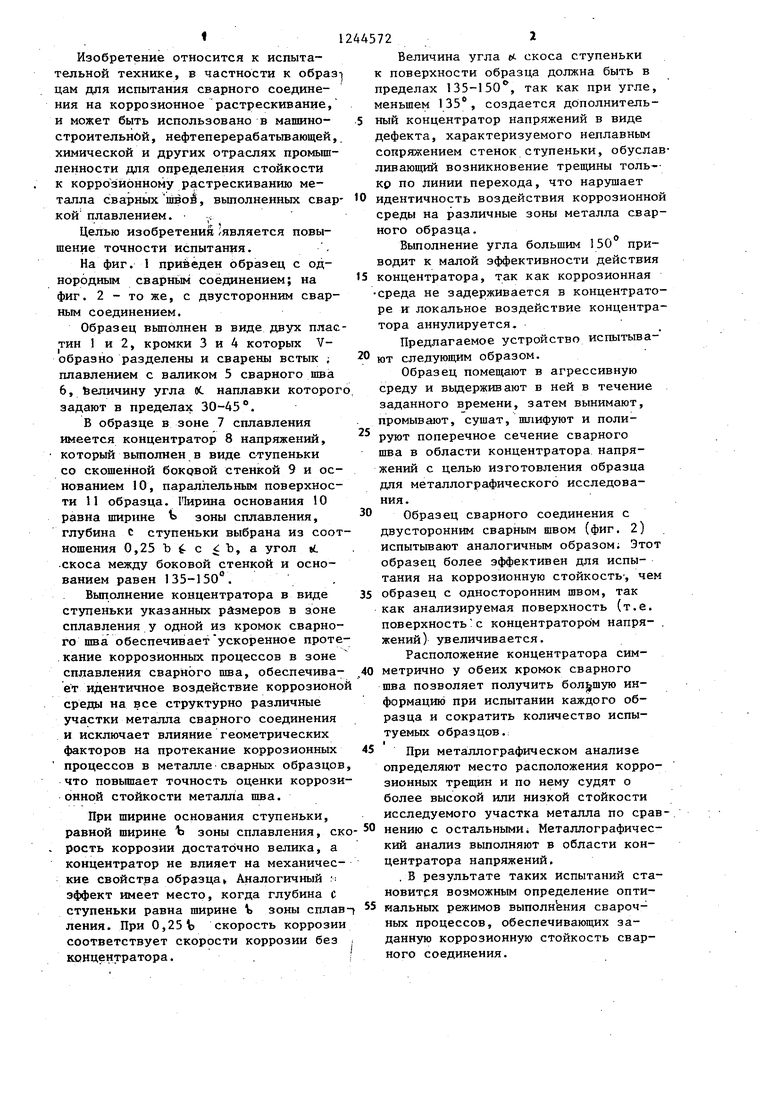
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварного образца для коррозионных испытаний | 1988 |
|
SU1528631A2 |
| Способ испытания сварных соединений на коррозионное растрескивание | 1984 |
|
SU1231437A1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБ НА КОРРОЗИОННУЮ СТОЙКОСТЬ | 2008 |
|
RU2368888C1 |
| СПОСОБ ИСПЫТАНИЯ НА СУЛЬФИДНОЕ РАСТРЕСКИВАНИЕ МЕТАЛЛА ЭЛЕКТРОСВАРНЫХ И БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2582231C1 |
| Способ испытания сварного соединения на сопротивляемость образованию трещин в зоне сплавления | 1978 |
|
SU873017A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ обработки сварных соединений | 1991 |
|
SU1787093A3 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМЫХ РЕЖИМОВ ЭЛЕКТРОДУГОВОЙ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2187091C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ обработки околошовной зоны сварных соединений высоколегированных коррозионно-стойких аустенитно-ферритных сталей | 1990 |
|
SU1750884A1 |
Изобре тение относится к испытательной технике и может ttffi использовано для определения стойкости к коррозионному растрескиванию металла сварных швов, выполненных сваркой плавлением. Целью изобретения является повышение точности испытаний. Образец выполнен в виде двух сваренных плавлением встык пластин с V-образной разделкой кромок, имеющих концентратор напряжений, вьшолненный по крайней йере у одной из кромок сварного шва и имеющий форму ступеньки со скошенной стенкой, основание которой параллельно поверхности образца и имеет ширину, равную ширине Ъ зоны сплавления, а глубина с ступеньки выбрана из соотношения 0, f Ъ, Угол скоса между боковой стенкой и основанием составляет 135 до 150. Такое выполнение .концентратора позволяет исследовать все структурные составляющие зоны сплавления, что повьщгает точность испытаний 1 з.п. ф-лы, 2 ил. I (Л
/
Редактор Л. Повхан
Составитель Э. Карпиловская
Техред М.Ходанич Корректор А. Обручар
Заказ 3909/47Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
.Производствениог-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Образец для определения механических свойств сварного соединения | 1981 |
|
SU974215A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
