Изобретение относится к сварочным материалам, преимущественно для дуговой сварки в активных газах конструкций из легированных высокопрочных сталей, подвергаемых в процессе изготовления послесварочному высокому отпуску.
Цель изобретения - стабилизация и повышение вязкости разрушения наплавленного металла шва и снижение степени егр разупрочнения в результате высокого послесварочного отпуска.
Соблюдение условно суммарного содержания карбидообразующих элементов ванадия, титана и алюминия в составе сварочной проволоки в пределах 0,03- 0,31% позволяет даже при сварке в сильно окислительных защитных средах снизить степень разупрочнения шва при высоком отпуске за счет дисперсионного твердения, обусловленного выделением нитридных и карбонитридных фаз этих элементов по границам зерен.
При суммарном содержании в проволоках ванадия, титана и алюминия ниже указанных пределов, а их отдельное содержание при этом находится в пределах рецептуры состава, наблюдается существенное разупрочнение наплавленного металла в результате высокого отпуска. В случае превышения указанного предела по суммарному содержанию ванадия, титана и алюминия имеет -иесто снижение хладостойкости отпу- щенно э наплавленного металла, что связггю с повышенной его загрязненностью выделившимися частицами нитридов и карбонитридов этих элементов.
Снижение вязких свойств металла шва в результате высокого отпуска вследствие дисперсионного твердения восполняется правильным выбором соотношения между содержанием углерода, марганца и никеля в проволоке в зависимости от требуемогс5 уровня прочности металла шва.
Для комплекснолегированного шва системы C-Cr-Mn-Ni-Mo простое повышение содержания никеля в нем не позволяет компенсировать частичное падение вязкости, обусловленное упрочнением дисперсными частицами натри- дов и карбонитридов.
Для обеспечения требуемого уровня вязкости отпущенного металла шва при повышении его прочности от баа 700 МПа до б 0,2 850 МПа, необходимо соблюдение строго определенных
0
5
0
5
0
5
0
5
0
5
соотношений между содержанием углерода, марганца и никеля в проволоке, а именно отношение стократного содержания углерода к суммарному содержанию марганца и никеля должно быт ь равно 0,,8. Причем для получения металла шва с пределом текучест( 6о,ч 700750 МПа состав электродной проволоки должен содержать никель в количестве 2,1-2,5% при отношении стократного содержания углерода к суммарному содержанию марганца и никеля, равному 1,9-3,8 для получения металла шва с б o.fi 750-800 МПа; содержание никеля в проволоке должно быть равно 2,- 2,8% при указанном соотношении углерода, марганца и никеля, равном 0,95 2,8, а для получения металла шва с ,2 800-850 МПа содержание никеля равно 2,7-3,% при соотношении углерода, марганца и никеля, равном 0,,6 ,
При значениях выявленного соотношения углерода марганца и никеля ниже 0,9 прочностные показатели металла швов данной композиции находятся ниже, установленных требований (ниже 800 МПа); Если указанное соотношение больше 3,8, то наблюдается превышение прочностных свойств отпущенного металла шва более 750 МПа при существенном снижении показателей вязкости разрушения в условиях статической усталости (величина критического раскрытия трещины снижается до 0,,05 мм).
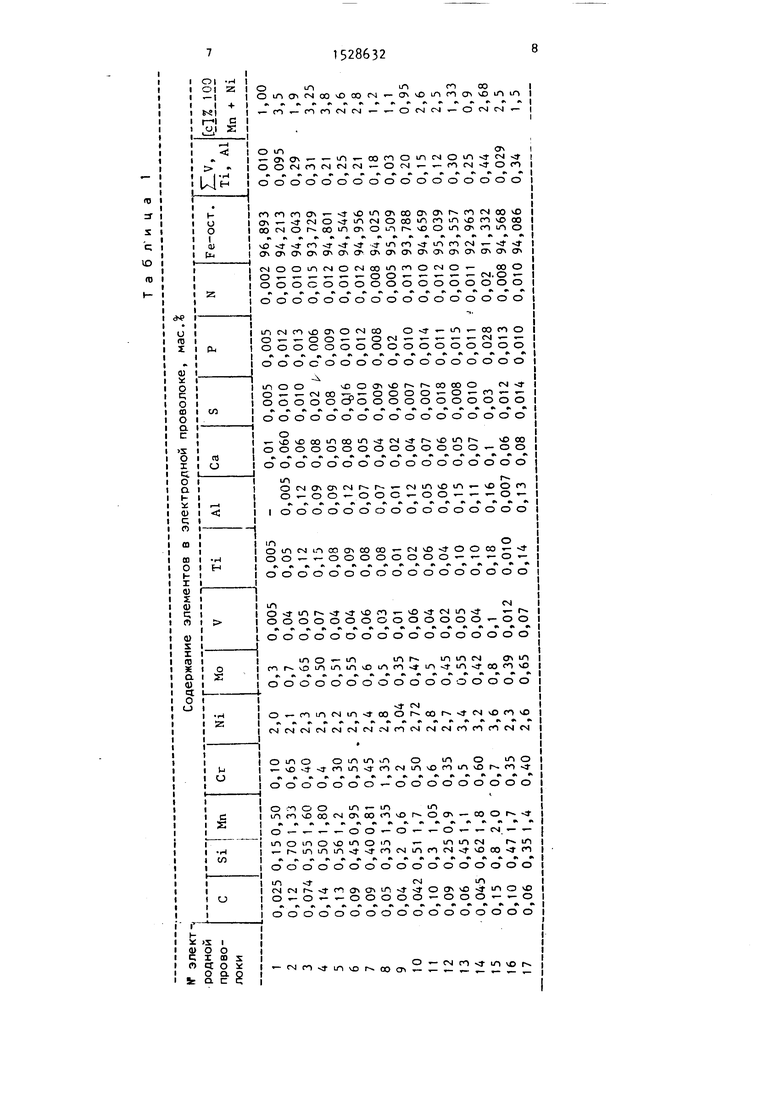
Дополнительным фактором, способствующим повышению вязкости разрушения отпущенного металла шва под действи-- ем постоянной нагрузки, является микролегирование проволоки кальцием в количестве 0,02-0,08%, что объясняется более высокой степенью раскис- ленности шва и уменьшением отрицательного влияния серы и фосфора в нем в виде неметаллических включений на показатели статической усталости. Кроме того, кальций в данной композиции усиливает действие таких элементов, как V, Ti, Al. Примеры выполнения предлагаемой электродной проволоки представлены в табл. 1.
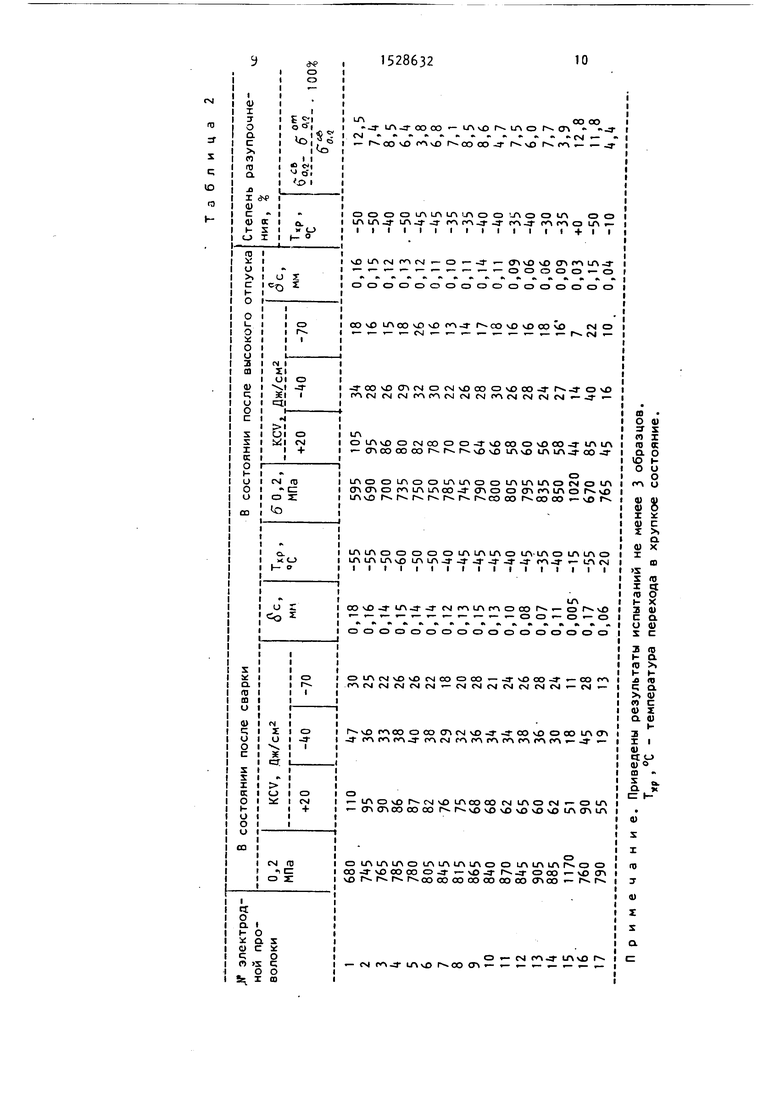
Оценку механических свойств металла шва производят, как в состоянии после сварки, так и после высокого отпуска (режим отпуска: ТС 620°С, ц) , При этом наряду с испытаниями металла шва на ударный изгиб на образцах с надрезом по Шарпи, производится оценка величины критического раскрытия трещины Ос при статическом трехточечном изгибе с одновременным определением температуры перехода металла шва в хрупкое состояние из условия обеспечения 50%-ной волокнистой составляющей в изломе. Результаты испытаний представлены в табл. 2.
Из результатов испытаний видно, что при содержании элементов в проволоке ниже предлагаемых пределов не обеспечивается требуемый уровень прочности металла шва, имеет место существенное его разупрочнение в результате отпуска. В то же время при содержании элементов в проволоке выше предлагаемых пределов шов приобретает чрезмерно высокую прочность при недопустимо низких значениях вязкости, мак в состоянии после сварки, так и после высокого отпуска.
На основании этого можно сделать вывод, что предлагаемая проволока позволяет стабилизировать и повысить показатели вязкости разрушения металла шва при статическом нагружении, а также снизить степень его разупрочнения после высокого послесварочного
10
зации и повышения вязкости разруше ния наплавленного металла шва и сни жения степени его разупрочнения в результате высокого послесварочного отпуска, состав дополнительно содер жит кальций при следующем соотноше нии компонентов, мас.%:
Углерод
Кремний
Марганец
Хром
Никель
Молибден
Ванадий
Титан
Алюминий
Кальций
Сера
Фосфор
Азот
Железо
при этом суммарное содержание ванадия, титана и алюминия должно быть 25 в пределах 0,03-0,31 мас.%.
2. Состав по п. 1, отличаю щийся тем, что, с целью получе ния металла шва с пределом текучест 700-750 МПа, состав содержит никель
15
20
0,,
0,2-0,7
0,6-1,8
0,2-0,6
2,1-3,
0,35-0,7
0,01-0,0
0,01-0,1
0,005-0,1
0,02-0,0
0,006-0,0
0,006-0,0
0,005-0,0
Остально
отпуска сварных соединений из высоко- зо количестве 2,1-2,5, а отношение
0
зации и повышения вязкости разрушения наплавленного металла шва и снижения степени его разупрочнения в результате высокого послесварочного отпуска, состав дополнительно содержит кальций при следующем соотношении компонентов, мас.%:
Углерод
Кремний
Марганец
Хром
Никель
Молибден
Ванадий
Титан
Алюминий
Кальций
Сера
Фосфор
Азот
Железо
при этом суммарное содержание ванадия, титана и алюминия должно быть 5 в пределах 0,03-0,31 мас.%.
2. Состав по п. 1, отличающийся тем, что, с целью получения металла шва с пределом текучести 700-750 МПа, состав содержит никель
5
0
0,,1
0,2-0,7
0,6-1,8
0,2-0,65
2,1-3,
0,35-0,70
0,01-0,07
0,01-0,15
0,005-0,15
0,02-0,08
0,006-0,020
0,006-0,020
0,005-0,015
Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2373037C1 |
| СВАРОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2429307C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2446036C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2451588C2 |
| СПОСОБ СВАРКИ И НАПЛАВКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СЕЙСМОСТОЙКИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400336C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| СОСТАВ ФЛЮСА ДЛЯ СВАРКИ И НАПЛАВКИ ПРОВОЛОКОЙ И ЛЕНТОЙ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2530107C1 |
| Шихта порошковой проволоки | 1985 |
|
SU1328124A1 |
| МАЛОАКТИВИРУЕМЫЙ КОРРОЗИОННО-СТОЙКИЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2383417C1 |
Изобретение относится к сварочным материалам, преимущественно для дуговой сварки в активных газах конструкций из легированных высокопрочных сталей, подвергаемых в процессе изготовления послесварочному высокому отпуску. Цель изобретения - стабилизация и повышение вязкости разрушения наплавленного металла шва и снижение степени его разупрочнения в результате высокого послесварочного отпуска. В состав электродной проволоки (ЭП) входят следующие компоненты, мас.%: C 0,04 - 0,14
SI 0,2 - 0,7
MN 0,6 - 1,8
CR 0,2 - 0,65
NI 2,1 - 3,4
MO 0,35 - 0,70
V 0,01 - 0,07
TI 0,01 - 0,15
AI 0,005 - 0,15
S 0,006 - 0,020
P 0,006 - 0,020
N 0,005 - 0,015
CA 0,02 - 0,08
FE остальное. Суммарное содержание V + TI + AL = 0,03 - 0,31 мас.%. Для получения металла шва (МШ) с пределом текучести σ0,2 = 700 - 750 МПа состав ЭП должен содержать NI в количестве 2,1 - 2,5%, а отношение 100-кратного содержания CKMN + NI(%) равно 1,9 - 3,8. Для получения МШ с пределом текучести σ0,2 = 750 - 800 МПа состав ЭП должен содержать NI в количестве 2,4 - 2,8%, а отношение 100-кратного содержания CKMN + NI(%) равно 0,95 - 2,8. Для получения МШ с σ0,2 = 800 - 850 МПа состав ЭП должен содержать NI в количестве 2,7 - 3,4%, а отношение 100-кратного содержания CKMN + NI(%) равно 0,9 - 2,6. Суммарное содержание V, TI и AL, равное 0,03 - 0,31%, позволяет снизить степень разупрочнения шва при высоком отпуске за счет дисперсионного твердения, обусловленного введением нитридных и карбонитридных фаз этих элементов по границам зерен. Строго определенное соотношение между C, MN и NI, а именно 100-кратное содержание CKMN + NI(%) равно 0,9 - 3,8 при содержании NI, равном 2,1 - 3,4%, позволяет обеспечить требуемый уровень вязкости отпущенного МШ при повышении его прочности от σ0,2 = 700 МПа до σ0,2 = 850 МПа. CA в количестве 0,02 - 0,08% способствует повышению вязкости разрушения отпущенного МШ под действием постоянной нагрузки и усиливает действие таких элементов как V, TI, AL. 3 з.п. ф-лы, 2 табл.
прочных легированных сталей.
Применение предлагаемой проволоки в производстве тяжелонагруженных машин и механизмов позволяет улучшить качество сварных соединений и повысить эксплуатационную надежность сварных конструкций, работающих в условиях низких климатических температур.
Формула изобретения
щ и и с я тем, что, с целью стабили
5
0
5
стократного содержания углерода к - суммарному содержанию марганца и никеля равно 1,9 - 3,0.
. Состав по п. 1, отличающий с я тем, что, с целью получения металла шва с пределом текучести 800-850 МПа, он содержит никель в количестве 2,7-3,, а отношение стократного содержания углерода к суммарному содержанию марганца и никеля
r s c;
Ol -и
oi z оLo лro 00
1OinCT CNOO DOOCN -ON DLr mcT iniO
i-f .л.. «.«
.- - OCsirJr- OCNCNi Г-Ч С H. S
f-t
; О inON
. - OO(OOinCMOin rC4s;f
OOfSrOtNCNCSI.- OCN.- .-
1/чД H осГоо сГооосГсГоо ооосГо (-nforooN - t4Oioo4ooc aNr rocMoovo
- CNO- intNOOO rOiri4Orn4OOO
0oocsc r- oo J criOi- r v oino mino
CvlOOinCNOCslOOinrnOCNO--OOO
O-- --- ---«-OO- ------ «N.O ooocoooooooooooooooooooooooooooooo
d
0tricsrovcaNOfsoo о- --1Л -оомо
Шo.oO - --OC - - - - - .1p OOOCOOOOOOOOOOOOO
o СЭ o c cT cT о o o cT о о o cT o о о U I
у i-
оmoo OOONvOI- r OOOOOtN-
c;О г- смоО -х -оосэсЭ -О - - oо о о о о его оооооооооо
0о сГ о о о о о о CD сГ о СЭ о о о о о
а
со
.- vOCOinoOin- rcS- r- vDlAr чООО
ХOOOOOOOOOOQOOO OO
1оосГо о сГооо о сГо о оо о о о d II
о1Л1 О.OrMONONCMI- г-.- СМ1ЛчО1Л - vOOrO
I-о - о о - о ООт-ОО - -- -О«0) IOOOOOOOOOOOOOOOO
иj
mmо
omcMi. NoaoNCOoO -r-jvovtoocO --
Ш -иOO - -OOOOOOOO - - -O о осГо 00 о с о о с о о о
I
0)
О)Ш«N
О счшч± - г
т оооооооооооооО -оо
0) ooooooooooooooooo
S X
(13юО - lOmr mtnc CNiA
36отг чО1Л1Л1Л О1ЛСЛ 4 1Л- Ш- 1 00 ЛчО
0)сГо сГоо о ооооооооо сэс)
) CN
2«.«.,.ч«. .,.,««««. C lCЧCSIC 4C JCMCMг lnev(NCNГЛfПгOC I N
I
о 1П о 1ЛО
vD t f u fro JmvOfom or fo aCJ.,Г,|К..
ooooooooooooooooo
u-iT-in 1Л с mrO4DOOfMON(. -
O - - --OO«-O -- O - -CN| - - - lOlTiCN
и - r intom- - rOf mcocsvfvooo-Jtt
(Л«.«..f...t..t..«,,..
ooooooooooooooooo
iri SIIT
csc r vrf ONCriin r J-OON O ;tiOOvO ио - O - -OOOOO -OOO i-O
ooooooooooooooooo г
5й S I
goo
I i f vo r.000,2
fc Q. с q I
no
If s c; Ю
ft)
LACO GO
-Э- Л-Я-ОООО - LTivDI LAOI Crx --Э CVJ «««««««..,«« „(vl ,- r- Г ОО ООЛчО Г ОООО-Т .- .- .Л
ОООСЭиЛи иЛ1-ЛОО -ЛОСЭ1ЛOO
Lr -4--3- r r j--a- uAt-
I I I I I I I r I I I I I I + I I
vCLOtsir fsl-- СЭ-- r 4DvOCr l-r J- .- ,-.- r- 00000 - о
сзсэосэоосэосзсэосэооосэо
OOvOLAOOvDvO -3-(- OOvOvOOpvO tMO
.-1- ,- r-CSI-- --.- .- .- - .- .- r pvjt-
-тоочоолсч|сэсд ооосэ ооо-а-г -з-очо
f C JCNCMrr PatNItNJfvJf t 4 NICMtM --3- -
Lns)C)CMCOC3C3-a-vDOOOvOOO-TirvUA CnoOOOOO 1ЛчО ШиЛ-Э-ОО-Я
ооилоо1-ли осэил1Л1Лсэе 1Л
СПСЭ r LALACO-d- СЭ Г.чО
.r cooor oooO -so
иЛООСЭСЭО1Л1/ЧиЛО 1Л-1Л СЭ 1Л LA о
LALA4DLALA-a--a--T a--3--4-rA-a- -tf cNj I I I I I I I I I I I I I I I I
vO-4 lA.J-J-rMrrvLnrOC3OOr - .- г-.- T-,- t- .- .- .- ,- CJ-- о
СЭООеЭОСЭСЭОСЭОООСЭОС5О
LAcvlvDvOeviCOeDOO- -а-чООО- -СОГг
rvJcsirJCNicM - MCMfMcsic Jc j(
OrAOOC3CO r C4j O-3--e-OO4OOOOLACT4 ГЛГОГА-а- CACNJ f rf rf rf rf rf rf f- -y -
Ш
о0)
nI
IDк
Q.о
ЮI0о о
VШ
Vо
X
I
Q.
0)X
z
Ш
з:
SfO
1ч TOо I-X z0)
сa
о0)
rс
z(D
кa
т
с;а
0)
чс
0)Z
о.(U
2
0) 40
О) о Ш
Sо.
о.X
| Машина для мойки стеклянных банок | 1957 |
|
SU109883A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
