1
(21)4327307/31-27
(22)16.11.87
(46) 23.12.89. Бюл. 47
(71)Уфимский нефтяной институт
(72)А.В.Бакиев, Р.Г.Авдеев, Р.Г.Ризванов, В.Т.Колесников, Р.Р.Ка- рачурин и А.И.Шенкнехт
(53)621.983.3 (088.8)
(56)Авторское свидетельство СССР
1366261, кл. В 21 D 22/02, 23.07.86.
(54)ПУАНСОН ДЛЯ ГОРЯЧЕЙ ВЫТЯЖКИ ДНИЩ
(57)Изобретение относится к обработке металлов давлением и ножет быть использовано в машиностроении при изготовлении днищ горячей вытяхкой. Цель изобретения - повывение точности при вытяжке днищ с одинаковьни наружными размерами, нос различнойтолд(иной
стенки или из различных материалов. Внешняя куполообразная часть 2 пуансона охвачена сменной куполообразной накладкой 9 с наружной рабочей поверхностью, имеющей толщину, равную 1-2% от величины ее наружных размеров, высоту, превышающую высоту внешней части 2, и четыре окна, равномерно расположенных по периметру на уровне кольца 6. Узлы 10 крепления накладки 9 выполнены в виде жестко закрепленных на кольце 6 стоек с отверстиями, клиньев с резьбовыми отверстиями на узком конце, размещенных упомянутым концом в окне накладки 9, и винтов, входящих в резьбовое отверстие клиньев. Узлы 1t съема накладки 9 выполнены в виде жестко связанных с кольцом 6 скоб.
i (Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для горячей вытяжки днищ | 1989 |
|
SU1706751A1 |
| Устройство для горячей вытяжки днища | 1986 |
|
SU1366261A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| СПОСОБ СКРЕПЛЕНИЯ ПО ТОРЦУ ЛИНЕЙНЫХ РАЗРЕЗОВ ПРЕИМУЩЕСТВЕННО СТЕНОК КРОВЕНОСНОГО СОСУДА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2394508C1 |
| НИЖНЯЯ МАТРИЦА ШТАМПА ДЛЯ ИЗГОТОВЛЕНИЯ ТАРЕЛЬЧАТЫХ ПРУЖИН | 2023 |
|
RU2821447C1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| КОМБИНИРОВАННЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2118745C1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении днищ горячей вытяжкой. Цель изобретения - повышение точности при вытяжке днищ с одинаковыми наружными размерами, но с различной толщиной стенки или из различных материалов. Внешняя куполообразная часть 2 пуансона охвачена сменной куполообразной накладкой 9 с наружной рабочей поверхностью, имеющей толщину, равную 1 - 2% от величины ее наружных размеров, высоту, превышающую высоту внешней части 2, и четыре окна, равномерно расположенных по периметру на уровне кольца 6. Узлы 10 крепления накладки 9 выполнены в виде жестко закрепленных на кольце 6 стоек с отверстиями, клиньев с резьбовыми отверстиями на узком конце, размещенных упомянутым концом в окне накладки 9, и винтов, входящих в резьбовое отверстие клиньев. Узлы 11 съема накладки 9 выполнены в виде жестко связанных с кольцом 6 скоб, на каждой из которых смонтирован с возможностью поворота в вертикальной плоскости и контактирования с нерабочим торцом накладки 9 рычаг. При завинчивании винтов клинья перемещаются в радиальном направлении к оси симметрии пуансона, затягивая и плотно прижимая накладку 9 к внешней части 2. При вытяжке днища с другой толщиной стенки или из другого материала с другим коэффициентом термической усадки извлекают клинья из окон накладки 9, поворачивают рычаги в рабочее положение и поднимают пуансон. При этом рычаги упираются в матрицу и, поворачиваясь, осуществляют съем накладки 9 с пуансона. После этого на пуансон устанавливают другую накладку 9 необходимой толщины. 3 ил.
(У
ел
со
о
00
Фиг.
на каждор из которых смонтирован с возможностью поворота в вертикальной плоскости и контактирования с нерабочим торцом накладки 9 рычаг. При завинчивании винтов клинья перемещаются в радиальном направлении к оси симметрии пуансона, затягивая и плотно прюкимая накладку 9 к внешней части 2. При вытяжке днища с другой толщиной стенки или из друго-
Изобретение относится к обработке металлов давлением и может быть использовано в мащиностроении при изготовлении днищ горячей вытяжкой.
Цель изобретения - повышение точности при вытяжке днищ с одинаковыми наружными размерами, но с различной толщиной стенки или из различных материалов.
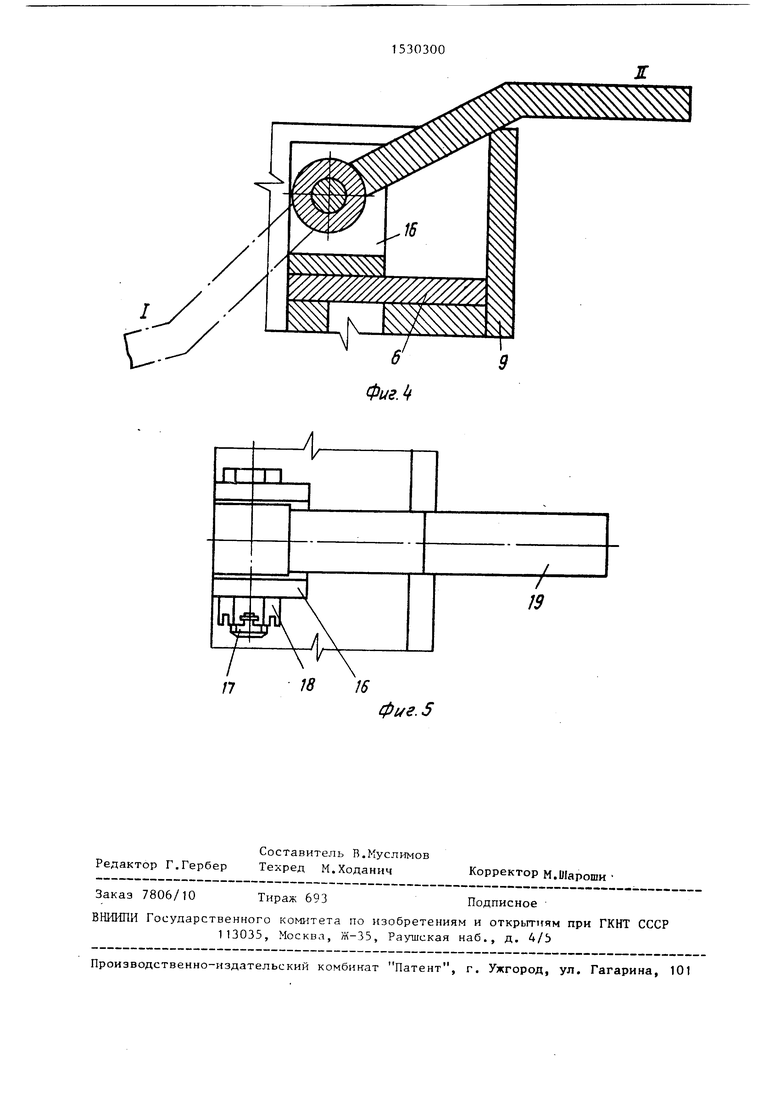
На фиг.1 изображен пуансон, продольный разрез; на фиг.2 - то же, вид сверху; на фиг.З - узел крепления накладки в трех проекциях; на фиг.А - узел съема накладки, общий вид; на фиг.З - то же, профильный разрез, вид сверху.
Пуансон содержит установленные между собой коаксиально с зазором внутреннюю 1 и внешнюю 2 куполообразные части, между которыми установлен спиралевидньй элемент 3, образующий канал переменной ширины для циркуляции хладагента, расширяющийся от оси симметрии к периферии пуансона, что позволяет увеличить ско- IpocTb потока хладагента в центральной части пуансона, интенсифицировать теплоотвод и выровнять температуру по его образующей. Жесткость конструкции обеспечивается радиальными ребрами 4 жесткости, которые соединены с тумбой 5 и внутренней куполообразной частью 1 пуансона. Нерабочие торцы куполообразных частей 1 и 2 соединены кольцон 6, обра вместе со спиралевидным элементом 3 последний виток канала для циркуляции хладагента, для подвода и отвода которого пуансон снабжен подводящим 7 и отводящим 8 патрубками.
Внешняя куполообразная часть 2 выполнена с уменьшенными на 1-2% н Р -жньми размерами для увеличения тощины помещаемой, на нее снаружи смен
го материала с другим коэффициентом i термической усадки извлекают клинья из окон накладки 9, поворачивают рычаги в рабочее положение и поднимают пуансон. При этом рычаги упираются в матрицу и, поворачиваясь, осуществляют съем накладки 9 с пуансона. После этого на пуансон устанавливают другую накладку 9 необходимой толщины. 5 ил.
0
5
0
5
0
5
0
5
ной куполообразной накладки 9 для удовлетворения условию прочности последней. Накладка 9 обеспечивает оптимальные размеры формообразующей поверхности пуансона и ее толщина опг ределяется величиной термической усадки штампуемого материала и наружными размерами внешней куполообразной части 2 пуансона. Куполообразная накладка 9 закреплена к внешней части 2 пуансона четырьмя расположенными симметрично по периметру на нерабочем торце пуансона узлами 10 крепления. На нерабочем торце пуансона также имеются четыре симметрично расположенных узла 11 съема накладки 9. Узел 10 крепления (фиг.2) включает стойку 12, закрепленную на кольце 6, клин 13, свободно установленный в окно цилиндрической части накладки 9 и фиксируемьй ВИНТОМ.14. Винт
14 снабжен фиксирующей шайбой 15, которпя предотвращает его осевое перемещение при вывинчивании из клина 13. Размеры клина 13 и окна в накладке 9 должны быть выбраны таким образом, чтобы выступание клина 13 за контуры пуансона после закрепления накладки 9 было не более 80% зазора ,у пуансоном и матрицей (не показано).
Узел 11 съема (фиг.З) содержит жестко связанную с кольцом 6 скобу 16 и закрепленный на ней с помо цью оси 17 н крепежной гайки 18 рычаг 19.
Пуансон работает следующим образом.
После того как пуансон закрепят на ползуне пресса (не показаны) производят установку на него куполообразной накладки 9, которая осуществляется следующим образом. Под пуансон помещают куполообразную накладку 9, внутрь которой опускают пуансон. После этого в окна цилиндрической части накладки 9 устанавливают с наружной стороны клинья 13, в которые завинчивают винты 1 i (фиг. 2), установленные в стойках 12 с возможностью вращения вокруг своей оси и фиксацией осевого перемещения шайбами 15. По мере завинчивания винтов 14 клинья 13 перемещаются к оси симметрии пуансона, затягивая и плотно прижимая накладку 9 к наружной поверности куполообразной части 2 пуансона. Затем пуансон перемещают в верхнее положение. После того, как на- гретую заготовку (не показана) устанавливают на рабочем торце матрицы и прижимсцот фланцевую часть заготовки прижимным кольцом (не показаны), пуансон, между двумя куполообразными частями 1 и 2 которого циркулирует хладагент, начинает двигаться
днища (не показано). Расход хладагента, подаваемого в центральную часть пуансона по патрубку 7 и отводимого с периферийной части по патрубку 8, регулируется в зависимости от степени разогрева пуансона При достижении пуансоном нижней точки производится съем отштампованного днища с формообразующей поверхности накладки 9, Замена накладки 9 осу1 ;ествляется при необходимости вытяжки днища из материала с другим коэффициентом термической усадки или днища с другой толщиной стенки и одинаковыми наружными размерами и осуществляется в нижнем положении следующим образом. При выкручивании винтов 14 клинья 13 перемещаются от оси симметрии к периферии ,пуансона. После извлечения клиньев 13 из окон на цилиндрической части накладки 9 рычаги 19 из начального положения I (фиг.1 и 3) устанавливают в положение II. Затем пуансон начинает движение вверх. Рычаги 19 при этом упираются верхней частью в матрицу и поворачиваются на осях 17, осуп(ествляя съем накладки 9 с пуансона. После этого на пуансон ус9 необтанааливают другую накладку ходимой толщины.
Использование предлагаемой конструкции пуансона позволяет повысить точность при вытяжке днищ из различных материалов и разных толщин, повысить долговечность пуансона, а также уменьшить металлоемкость и трудоемкость работ при восстановлении или замене изношенных или поврежденных пуансонов.
5 Формула изобретения
0
Пуансон для горячей вытяжки днищ, содержав;ий установленные между собой коаксиально с зазором внешнюю и внутреннюю куполообразные части, нерабочие торцы которых соединены кольцом, и установленный в полости между куполообразными частями спиралевидный элемент для циркуляции хладагента, отличающийся тем, что, с целью повышения точности при вытяжке днищ с одинаковыми наружными размерами, но с различной толщиной стенки или из различных материалов, он снабжен охватьшающей его внешнюю куполообразную часть сменной куполообразной накладной с наружной рабочей поверхностью толщиной, равной 1-2% от величины ее наружных размеров, и высотой, превьш1ающей высоту внешней части, и имеющей четыре окна, равномерно расположенных по периметру на уровне кольца, узлами крепления накладки, каждый из которых выполнен в виде жестко закрепленной на кольце
5
0
5
0
5
0
стойки с отверстием, клина с резьбовым отверстием на узком конце, размещенного упомянутым концом в окне накладки, и винта, входящего в отверстие стойки и резьбовое отверстие клина, а также узлами съема накладки, вьтолненными в виде жестко связанных с кольцом скоб, на каждой из которых смонтирован с возможностью поворота в вертикальной плоскости и контакти рования с нерабочим торцом накладки рычаг.
Фиг. 2
V - w//////.
IIXX1KkX
У/////////
V-E
NX
w//////.
XX1KkX
У////////////Л
V-E
-V
tpuz.J
18
Редактор Г.Гербер
Составитель В.Куслимов Техред М.Ходанич
Заказ 7806/10
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открьттям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/Ь
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
фиг. 5
Корректор М.Шароши
Подписное
