Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке.
Цель изобретения -- новышение качества штамнуемых деталей типа втулки нутем получения ровных торцов и обеспечение возможности удаления готовых деталей из рабочей зоны.
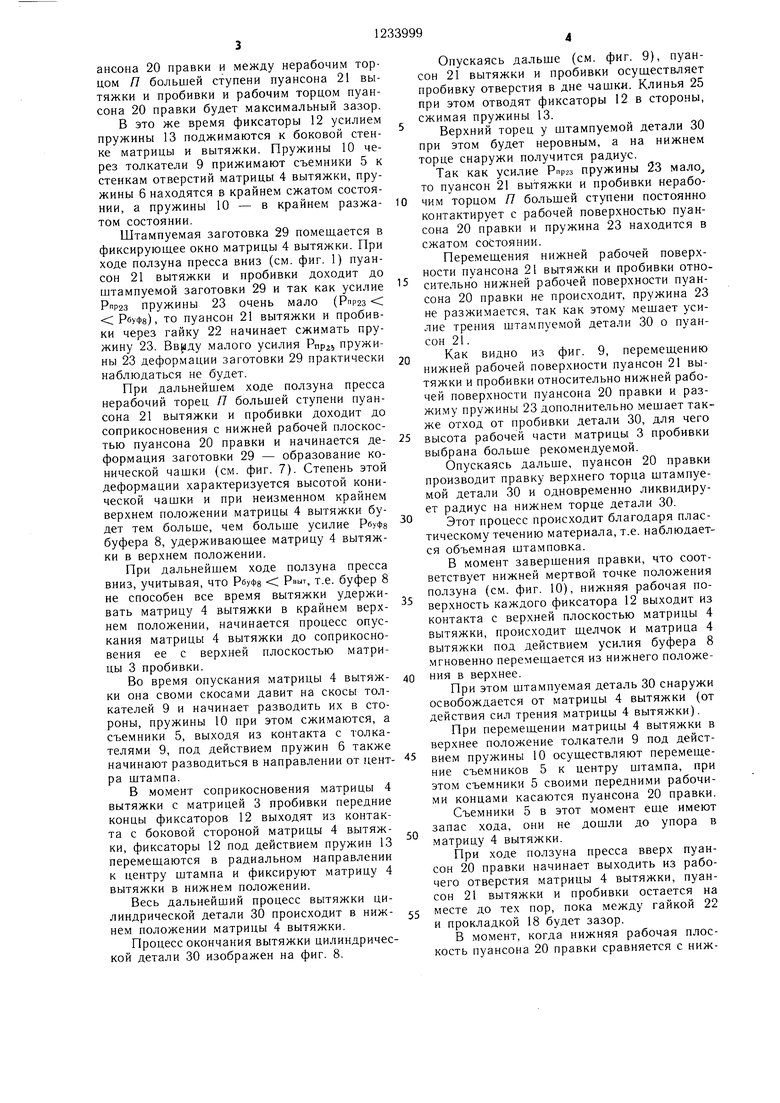
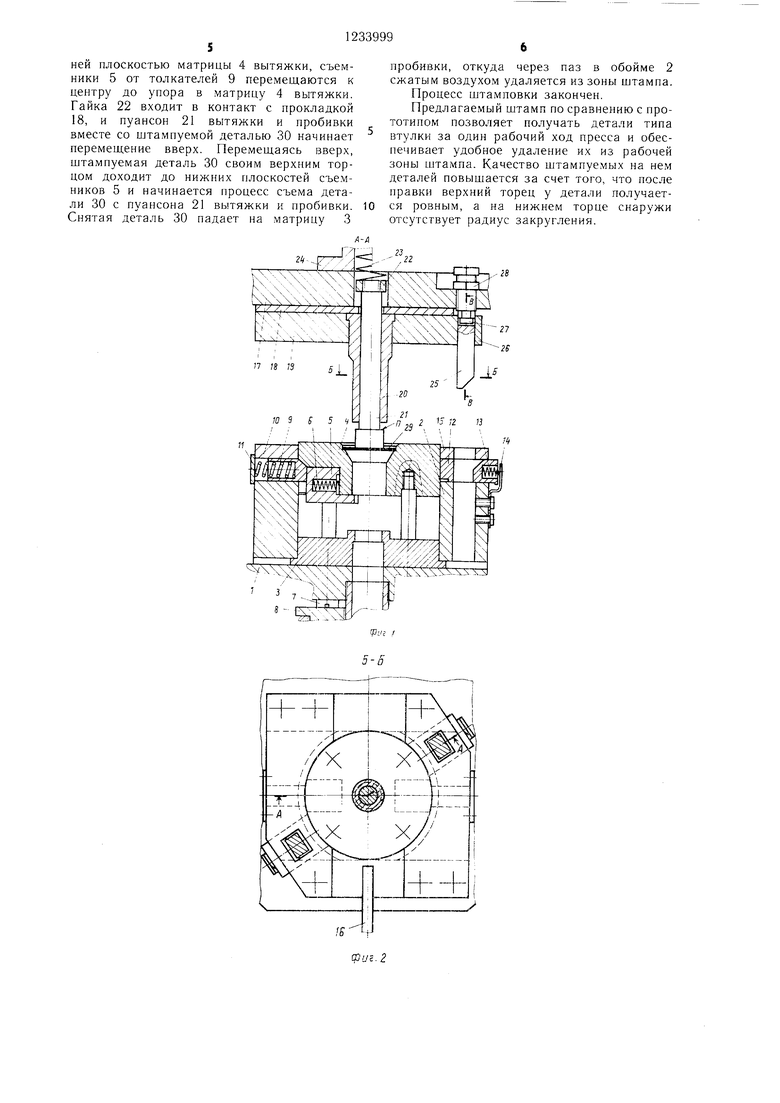
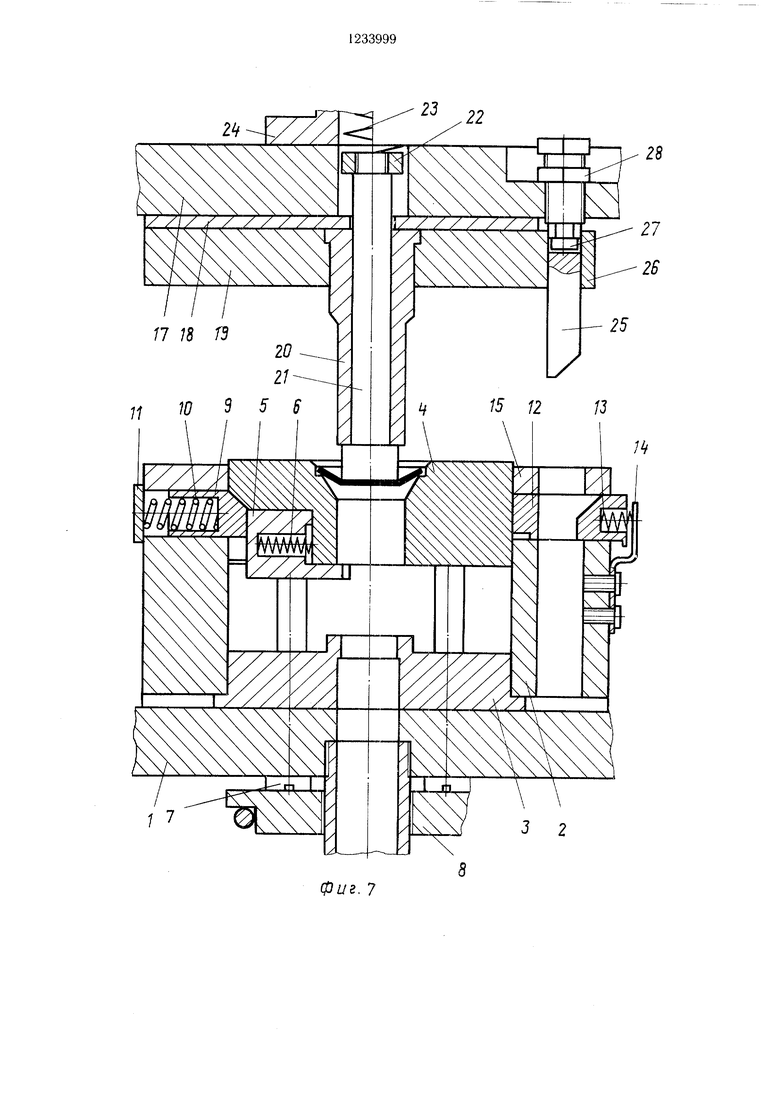
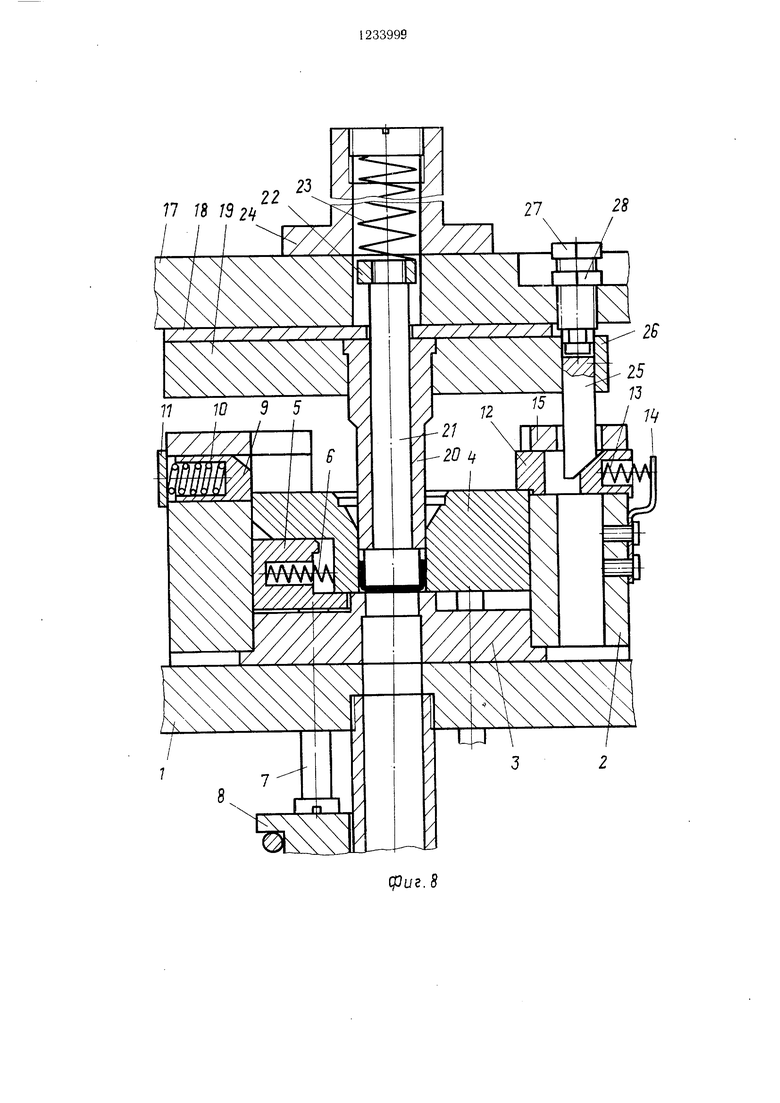
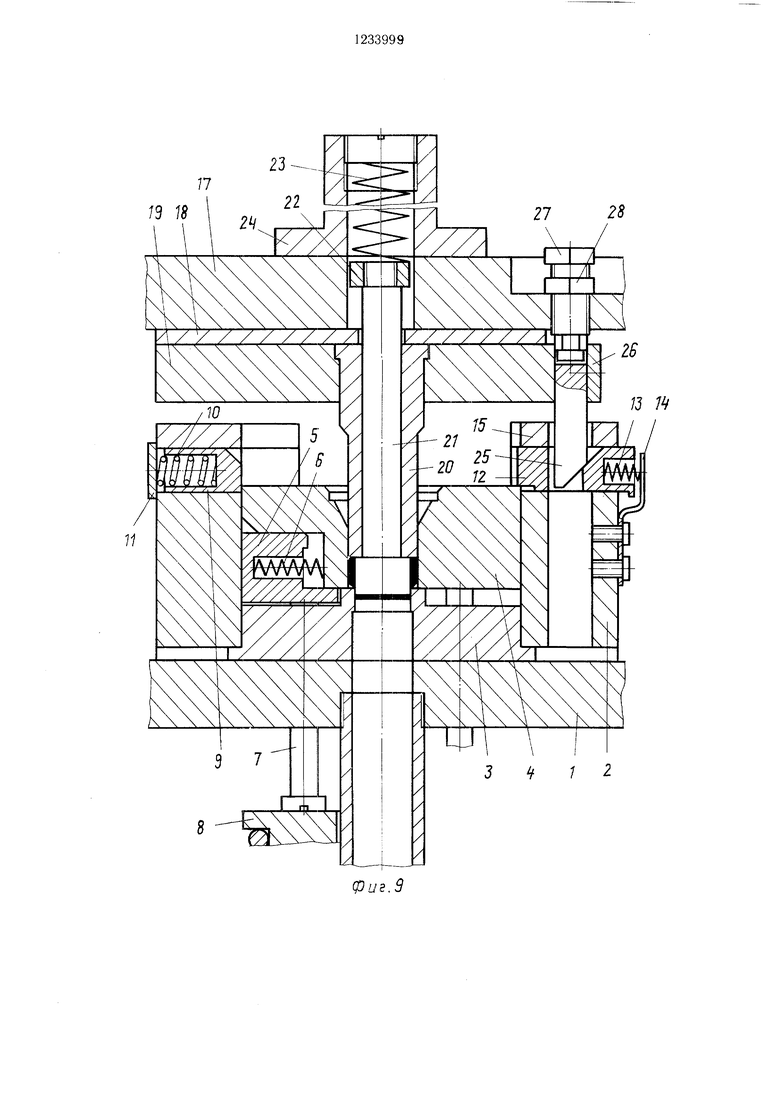
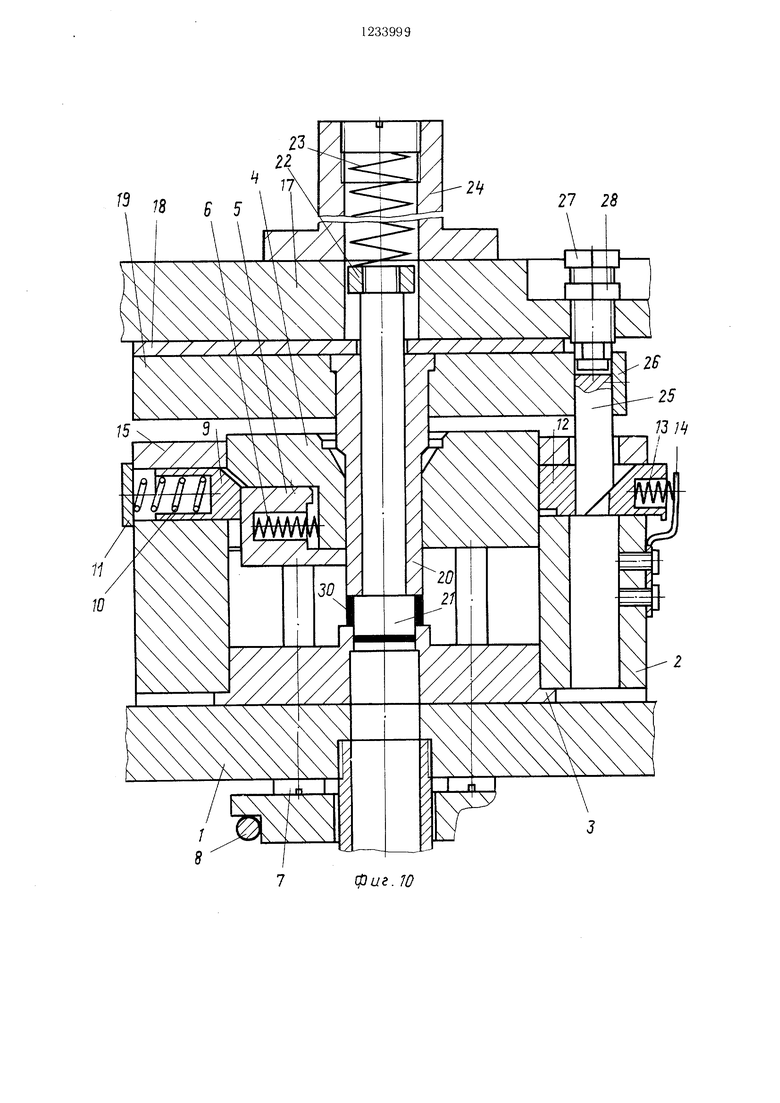
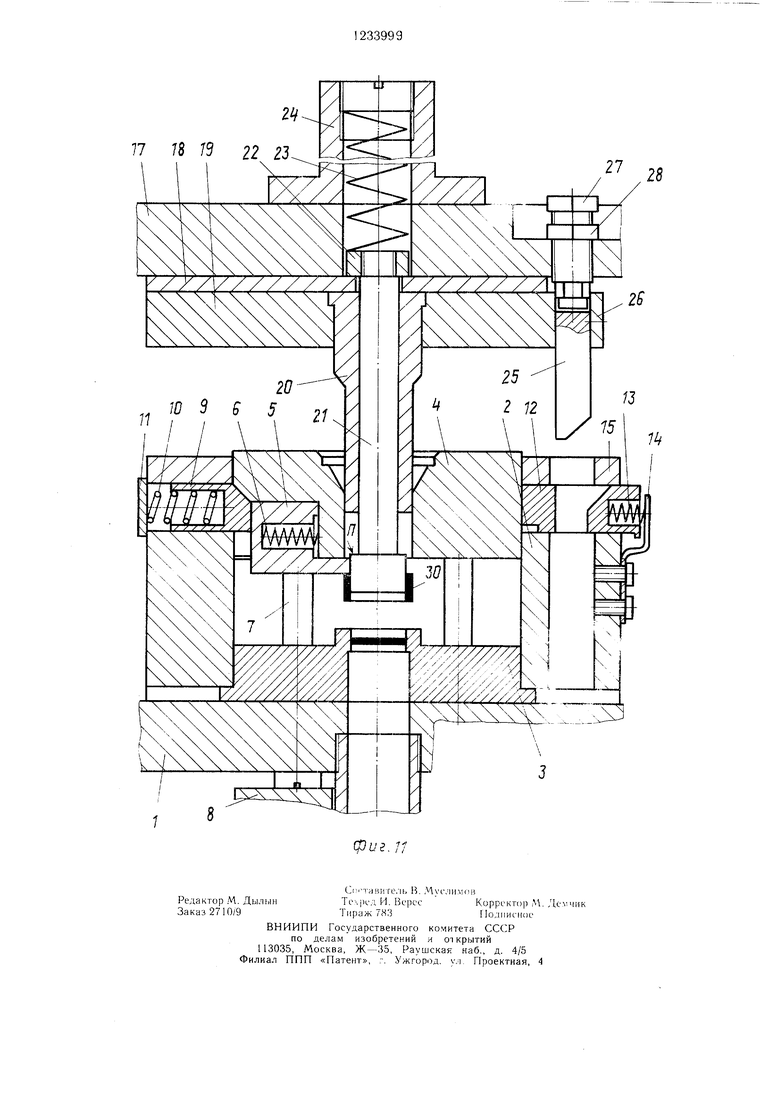
На фиг. 1 изображен штамп, продольный разрез (в начале рабочего хода); на фиг. 2 - разрез Б - Б па фиг. 1; на фиг. 3 - разрез В - В на фиг. 1; на фиг. 4 - обойма в трех проекциях; на фиг. 5 - матрица вытяжки; на фиг. 6--С1 емник; на фиг. 7-и1тамн во врег.:я предварительной вытяжки конической чашки; на фиг. 8 - то же, в момент завершения вытяжки (перед началом пробивки); на фиг. 9 - то же, в момент завершения пробивки (перед началом правки); на фиг. 10 - то же, в момент завершения правки (в нижней мертвой точке); на фиг. 11 - то же, во время хода вверх в момент съема готовой детали с пуансона.
Штамп содержит нижнюю плиту 1, закрепленную на ней обойму 2, которая .может быть выполнена заодно с плитой 1. В рабочем окне обоймы 2 в нижней ее части установлена матрица 3 пробивки. На упорном буртике матриць 3 сняты лыски, а в обойме 2 обработан соответствующей ширины паз, благодаря чему обеспечивается неизменность положения матрицы 3 пробивки относительно обоймы 2.
Над матрицей 3 пробивки в рабочем окне обоймы 2 установ;1ена подвижная матрица 4 вытяжки. На боковой поверхности матрицы 4- вытяжки (см. фиг. 5) обработаны два противоположно расположенных отверстия, в верхней части у каждого из них имеется скос. В эти отверстия установлены два съемника 5 (см. фиг. 6), которые постоянно разжимаются пружинами 6 в направлении к стенкам рабочего отверстия обоймы 2. Матрица 4 вытяжки установлена на винтах 7 и через них постоянно поджимается вверх буфером 8.
В верхней части обоймы 2 напротив съемников 5 обработаны пазы, в которых установлены толкатели 9, подпружиненные к ра- диа.чьном направлении пружинами 10, опирающимися в планки 11, закрепленные на обойме 2.
В верхней части обоймы 2 обработаны два противоположно расположенных паза, в которые установлены фиксаторы 12, подпружиненные пружинами 13, опирающимися в скобы 14, которые закреплены на обойме 2. Сверху обоймы 2 закреплены две планки 15, которые закрывают пазы с установленными в них толкателя.ми 9 и фиксаторами 12.
В нижней части штампа на одном уровне с рабочей Ь юскостью матрицы 3 пробивки имеется трубка 16 для периодической подачи через нее сжатого воздуха.
0
5
0
5
0
5
0
5
0
5
В верхней части штампа имеется плита 17, на которой через прокладку 18 в пу- ансонодержателе 19 жестко закреплен пуансон 20 правки с расположенным в пем ступенчатым пуансоном 21 вытяжки и пробивки. На пуансоне 21 сверху имеется гайка 22, над которой размешена пружина 23, опи- раюш,аяся в гайку хвостовика 24, жестко закрепленного на верхней плите 17. В пазах пуансонодержателя 19 расположены клинья 25, пазы снаружи закрываются планками 26. Для точной регулировки высоты клиньев и обеспечения одновременности их работы в верхней части каждого из клиньев 25 имеется Т-образный паз, в который заходит сопря|-аемая часть регулировочного винта 27. Винт 27 контрится с помощью гайки 28.
Усилие Рпрв пружины 6 выбирается с таким расчетом, чтобы обеспечивалось свободное без заеданий перемещение съемника 5 в боковом отверстии .матрицы 4 вытяжки, усилие это незначительно и необходимо лишь для ирео.вдления сил трения.
Усилие F :ipi:j пружины 13 также незначительно и необходимо для преодоления сил трения при перемещении фиксатора 12 в пазу обой.мы 2.
Усилие l- -ii io пружипы 10 выбирается с таким расчетом, чтобы при верхнем положении матрицы 4 вытяжки (см. фиг. ) толкатель 9, преодолевая усилие пружины 6 и силы трения при перемещении толкателя 9 в пазу обоймы 2, перемещал съемник 5 до упора в cTeiiKy отверстия матрицы 4 вытяжки.
Следовательно, без учета сил трения (коможно написать R
прю
торые незначительны) .
Усилие Рпр23 пружины 23 незначительно и выбирается с таки.м расчетом, чтобы обеспечивалось свободное перемещение пуансона 21 вытяжки к пробивки внутри пуансона 20, так как это усилие необходимо лишь для преодоления сил трения (фактически при достаточной .массе пуансона 21 сил1з1 тяжести его может быть достаточно для свободного перемещения внутри пуансона 20.
Усилие Рг уФв пружинного буфера 8 подбирается с таким расчетом, чтобы оно было меньпге усилия Риыт вытяжки и превосходною усилие Ртц потерь на трение при проталкивании вытягиваемой заготовки через цилиндрический поясок матрицы 4, т.е. можно
записать рт;; .
Позицией 29 на чертежах обозначена за- -отовка, а позигсией 30 - готовая деталь. LiJTaMH работает Следующим образом. В исходном положении, когда ползун прес- (показаиы) будет в верхней мертвой точ- матрица 4 вытяжки (шходится в верх- I положении 1: удержвается в нем усилием Pr.vii,,, буфера 8. В это время пуансон 2i В15ггяжки п пробивки иод действием усилия Рпр2з пружинЕ; 23 .находится в крайнем нижнем псчложепии относительно nvса ке
не
ансона 20 правки и между нерабочим торцом Я большей ступени пуансона 21 вытяжки и пробивки и рабочим торцом пуансона 20 правки будет максимальный зазор.
В это же время фиксаторы 12 усилием пружины 13 поджимаются к боковой стенке матрицы и вытяжки. Пружины 10 через толкатели 9 прижимают съемники 5 к стенкам отверстий матрицы 4 вытяжки, пружины 6 находятся в крайнем сжатом состоянии, а пружины 10 - в крайнем разжа- том состоянии.
Штампуемая заготовка 29 помещается в фиксирующее окно матрицы 4 вытяжки. При ходе ползуна пресса вниз (см. фиг. 1) пуансон 21 вытяжки и пробивки доходит до штампуемой заготовки 29 и так как усилие Рпр2з пружины 23 очень мало (Рпр2з : ;РбуФ8), то пуансон 21 вытяжки и пробивки через гайку 22 начинает сжимать пружину 23. Вв|аду малого усилия Рпр пружины 23 деформации заготовки 29 практически наблюдаться не будет.
При дальнейшем ходе ползуна пресса нерабочий торец П большей ступени пуансона 21 вытяжки и пробивки доходит до соприкосновения с нижней рабочей плоскостью пуансона 20 правки и начинается де- формация заготовки 29 - образование конической чашки (см. фиг. 7). Степень этой деформации характеризуется высотой конической чашки и при неизменном крайнем верхнем положении матрицы 4 вытяжки будет тем больше, чем больще усилие РбуФв буфера 8, удерживающее матрицу 4 вытяжки в верхнем положении.
При дальнейшем ходе ползуна пресса вниз, учитывая, что РвуФв ; Рвыт, т.е. буфер 8 не способен все время вытяжки удерживать матрицу 4 вытяжки в крайнем верхнем положении, начинается процесс опускания матрицы 4 вытяжки до соприкосновения ее с верхней плоскостью матрицы 3 пробивки.
Во время опускания матрицы 4 вытяж- ки она своми скосами давит на скосы толкателей 9 и начинает разводить их в стороны, пружины 10 при этом сжимаются, а съемники 5, выходя из контакта с толкателями 9, под действием пружин 6 также начинают разводиться в направлении от цент- ра штампа.
В момент соприкосновения матрицы 4 вытяжки с матрицей 3 пробивки передние концы фиксаторов 12 выходят из контакта с боковой стороной матрицы 4 вытяжки, фиксаторы 12 под действием пружин 13 перемещаются в радиальном направлении к центру штампа и фиксируют матрицу 4 вытяжки в нижнем положении.
Весь дальнейший процесс вытяжки цилиндрической детали 30 происходит в ниж- нем положении матрицы 4 вытяжки.
Процесс окончания вытяжки цилиндрической детали 30 изображен на фиг. 8.
15
10
0
5
о 5
5
0
5
0
Опускаясь дальше (см. фиг. 9), пуансон 21 вытяжки и пробивки осуществляет пробивку отверстия в дне чашки. Клинья 25 при этом отводят фиксаторы 12 в стороны, сжимая пружины 13.
Верхний торец у штампуемой детали 30 при этом будет неровным, а на нижнем торце снаружи получится радиус.
Так как усилие Рпрзз пружины 23 мало, то пуансон 21 вытяжки и пробивки нерабочим торцом Я большей ступени постоянно контактирует с рабочей поверхностью пуансона 20 правки и пружина 23 находится в сжатом состоянии.
Перемещения нижней рабочей поверхности пуансона 21 вытяжки и пробивки относительно нижней рабочей поверхности пуансона 20 правки не происходит, пружина 23 не разжимается, так как этому мещает усилие трения штампуемой детали 30 о пуансон 21.
Как видно из фиг. 9, перемещению нижней рабочей поверхности пуансон 21 вытяжки и пробивки относительно нижней рабочей поверхности пуансона 20 правки и разжиму пружины 23 дополнительно мешает также отход от пробивки детали 30, для чего высота рабочей части матрицы 3 пробивки выбрана больше рекомендуемой.
Опускаясь дальше, пуансон 20 правки производит правку верхнего торца штампуемой детали 30 и одновременно ликвидирует радиус на нижнем торце детали 30.
Этот процесс происходит благодаря пластическому течению материала, т.е. наблюдается объемная штамповка.
В момент завершения правки, что соответствует нижней мертвой точке положения ползуна (см. фиг. 10), нижняя рабочая поверхность каждого фиксатора 12 выходит из контакта с верхней плоскостью матрицы 4 вытяжки, происходит щелчок и матрица 4 вытяжки под действием усилия буфера 8 мгновенно перемешается из нижнего положения в верхнее.
При этом штампуемая деталь 30 снаружи освобождается от матрицы 4 вытяжки (от действия сил трения матрицы 4 вытяжки).
При перемещении матрицы 4 вытяжки в верхнее положение толкатели 9 под действием пружины 10 осуществляют перемещение съемников 5 к центру штампа, при этом съемники 5 своими передними рабочими концами касаются пуансона 20 правки.
Съемники 5 в этот момент еще имеют запас хода, они не дошли до упора в матрицу 4 вытяжки.
При ходе ползуна пресса вверх пуансон 20 правки начинает выходить из рабочего отверстия матрицы 4 вытяжки, пуансон 21 вытяжки и пробивки остается на месте до тех пор, пока между гайкой 22 и прокладкой 18 будет зазор.
В момент, когда нижняя рабочая плоскость пуансона 20 правки сравняется с нижней плоскостью матрицы 4 вытяжки, съемники 5 от толкателей 9 перемещаются к центру до упора в матрицу 4 вытяжки. Гайка 22 входит в контакт с прокладкой 18, и пуансон 21 вытяжки и пробивки вместе со штампуемой деталью 30 начинает перемещение вверх. Перемещаясь вверх, щтампуемая деталь 30 своим верхним торцом доходит до нижних плоскостей съемников 5 и начинается процесс съема детапробивки, откуда через паз в обойме 2 сжатым воздухом удаляется из зоны штампа.
Процесс штамповки закончен.
Предлагаемый штамп по сравнению с прототипом позволяет получать детали типа втулки за один рабочий ход пресса и обеспечивает удобное удаление их из рабочей зоны штампа. Качество штампуемых на не.м деталей повышается за счет того, что после правки верхний торец у детали получаетли 30 с пуансона 21 вытяжки к пробивки. 10 ся ровным, а на нижнем торце снаружи
Снятая деталь 30 падает на матрицу 3
отсутствует радиус закругления.
пробивки, откуда через паз в обойме 2 сжатым воздухом удаляется из зоны штампа.
Процесс штамповки закончен.
Предлагаемый штамп по сравнению с прототипом позволяет получать детали типа втулки за один рабочий ход пресса и обеспечивает удобное удаление их из рабочей зоны штампа. Качество штампуемых на не.м деталей повышается за счет того, что после правки верхний торец у детали получаетотсутствует радиус закругления.
и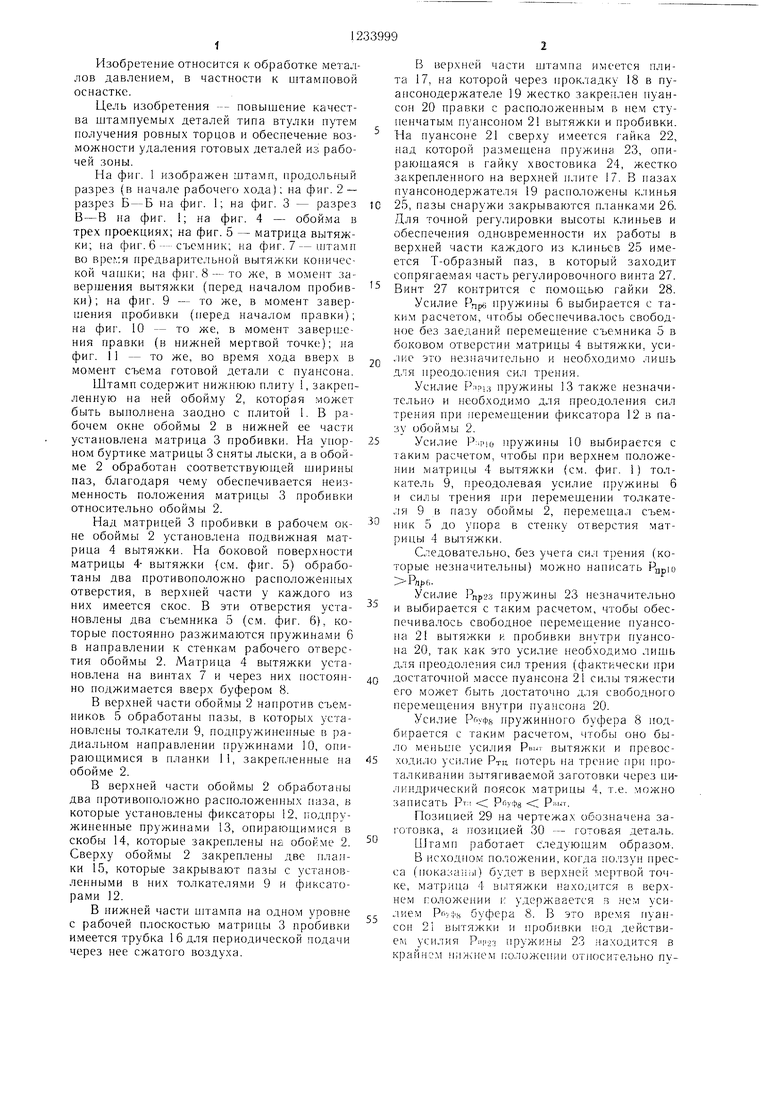
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1986 |
|
SU1342564A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп последовательного действия | 1986 |
|
SU1389909A2 |
| Устройство для выталкивания детали из штампа | 1981 |
|
SU996231A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
IrJ 21 2S 77
25
и
Ф
фиг. 3
фиг.
N
Г-Г повернуто
Фаг.5
фуг.
/ 7
фиг. 7
П 18 1324
28
(ри.8
77
/9 18
28
/J 7
f9
27 28
фиг.Ю
27
28
Редактор . Дылын Заказ 2710/9
Ci i T;iBHTe. ib В. MycjimiOB
)e;i И. ВересКорректор М.
Тираж 783Полпигное
ВНИИПИ Государственного комитета ССС Р
по делам изобретений и открытий
113035, Москва, Ж-35, Раушскак наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ч-л. Проектная, 4
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| - М.: Машиностроение, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Устройство для получения водяного пара и подведения его в толщу горящего топлива | 1921 |
|
SU377A1 |
