1
Изобретение относится к области обработки металлов давлениам и может быть использовано в различных отраслях машиносроения при изготовлении полых изделий методом вытяжки.
Целью изобретения является повышение качества готовых изделий и увеличение глубины вытяжки.
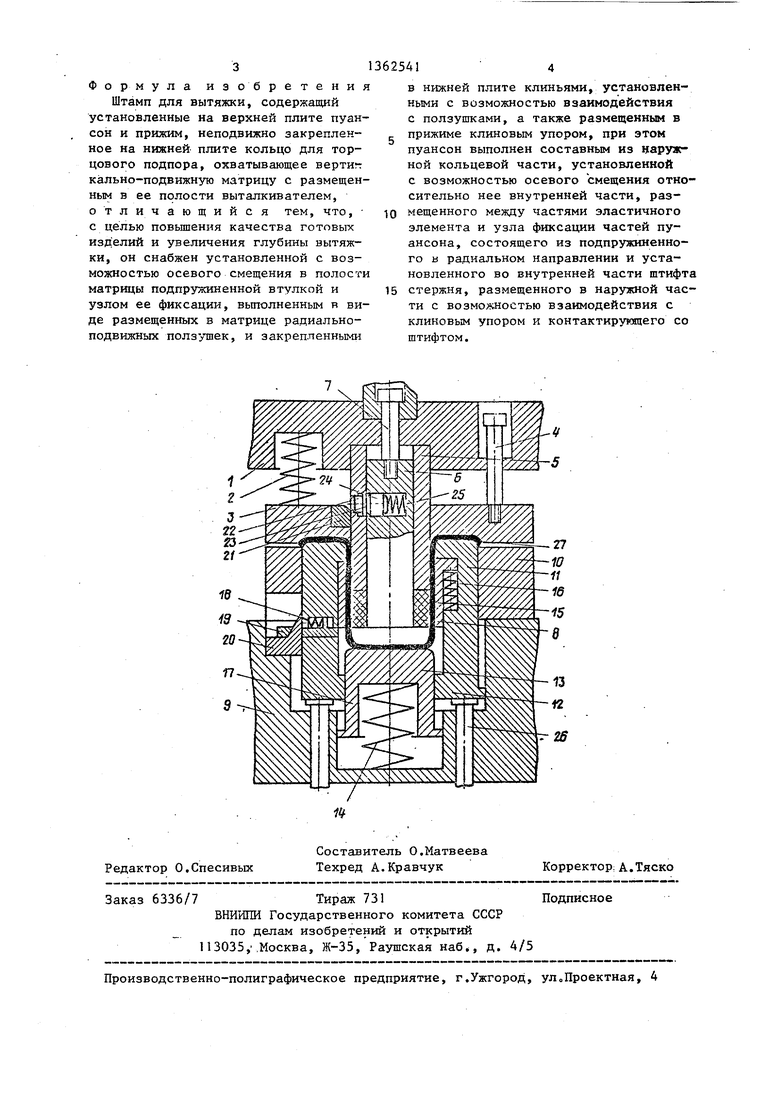
На чертеже схематично изображен штамп для выт яжки в момент начала перемещения втулки матрицы и внутренней части пуансона.
Штамп состоит из в.ерхней плиты 1 с подпрулсиненным к ней пружинами 2 прижимом 3, осевое перемещение которого ограничивается винтами 4. На верхней плите 1 смонтирован пуансон, включающий жестко связанную с последней наружную кольцевую часть 5, в которой установлена с возможностью осевого перемещения внутренняя часть 6, осевое перемещение которой ограничивается винтом 7. С наружной частью 5.и внутренней 6 контактирует эласг тичный элемент 8. На нижней плите 9 закреплено кольцо 10 и установлена с возможностью осевого перемещения матрица 11 с буртами 12 Внутри матг
рицы П установлены выталкивг- ль 13, ЗО дальнейшем опускании верхней плиты
подпружиненный к нижней плите 9 пруг жиной 14, и втулка 15, подпружинен-, ная к матрице 11 пружинами 16. Выталкиватель имеет бурты 17. Узел фиксации втулки 15 состоит из установленных на матрице 11 и подпружиненных к последней пружинами 18 в радиальном направлении ползушек 19. Клиновые скосы ползушек 19 взаимодействуют с клиньями 20, жестко связанными с нижней плитой-9 о Узел фиксации пуансона включает закрепленный на прижиме 3 упор 21, который взаимодействует с размещенным в наружной части 5 пуансона стержнем 22, имеющим возможность радиального перемещения, ограниченного буртами 23. Со стержнем 22 контактирует размещенный во внутренней части 6 пуансона штифт 24. Последний подпружинен пружинами
25в радиальном направлении к внутренней части пуансона 6. Толкатели
26взаимодействуют с нижним торцом матрицы 11.
Штамп работает следующим образом. :... .При опускании верхней плиты 1 при- жим 3 воздействует на матрицу 11 и опускает её, при этом открытый торец
27предварительно изготовленного
стакана упирается в верхнюю плоскост кольца 10, а внутренняя часть 6 пуансона, составляющая на этой стадии вытяжки с его наружной частью 5 одно целое, производит вытяжку. На стадии вытяжки, близкой к моменту прекращения воздействия кольца на открытый торец 27, клинья 20 начинают воздействовать на клиновые скосы ползушек 19, перемещая их в радиальном направлении , а упор 2 Г - на выступающий торец стержня 22, перемещая его вместе со штифтом 24 к оси штампа.
В момент прекращения подпирающего воздействия кольца 10 на открытый торец 27 заготовки клинья 20 вьщви- гают ползушки 19, освобождая втулку 15. Одновременно торец штифта 24 ходит -из посадочного отверстия стержня 22 в наружной части 5 пуансона, его внутренняя часть 6 под действием усилия вытяжки перемещается вверх относительно верхней плиты 1 до соприкосновения верхним торцом с последней, сжимая при этом эластичный элемент 8, который блокирует опасное сечение заготовки, зажимая -. его вместе с втулкой 15, которая при
35
1 перемещается вниз вместе с пуансоном:.
По окончании вытяжки готовое изделие перемещается выталкивателем 13 вверх, матрица.11 поднимается толкателями 26, втулка 15 поднимается пружинами 16 и ползушки 19 фиксируют ее положение.
Под действием эластичного элемента 8 внутренняя часть 6 пуансона пе- ремещается относительно верхней плиты 1 вниз до положения, определяемого винтом 7. В этом положении под
действием пружин 25 штифт 24 вьщви- гает стержень 22 из его посадочного отверстия и фиксирует положение внутренней части 6 пуансона относительно его наружной части 5. Если готовое изделие останется на пуансоне, то его съем производит прижим 3.
На штампе изделие из .предварительно полученного стакана можно отштамповать за один переход. Интенсификация процесса вытяжки уменьшает потребное число единиц оборудования и оснастки, улучшает качество готовой детали.
Формула изобретения
Штамп для вытяжки, содержащий установленные на верхней плите пуансон и прижим, неподвижно закрепленное на нижней плите кольцо для торцового подпора, охватывающее вертикально-подвижную матрицу с размещенным в ее полости выталкивателем, отличающийся тем, что, с целью повьшення качества готовых и увеличения глубины вытяжки, он снабжен установленной с возможностью осевого смещения в полости матрицы подпружиненной втулкой и узлом ее фиксации, вьшолненным в виде размещенных в матрице радиально- подвижных ползушек, и закрепленными
в нижней плите клиньями, установленными с возможностью взаимодействия с ползушками, а также размещенным в
прижиме клиновым упором, при этом пуансон выполнен составньм из наружной кольцевой части, установленной с возможностью осевого смещения относительно нее внутренней части, разнеценного между частями эластичного элемента и узла фиксации частей пуансона, состоящего из подпружиненного в радиальном направлении и установленного во внутренней части штифта
стержня, размещенного в наружной части с возможностью взаимодействия с клиновым упором и контактирующего со штифтом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
Редактор 0.Спесивых
Составитель О.Матвеева Техред А.Кравчук
Заказ 6336/7Тираж 731
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035,.Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, уЛоПроектная, 4
Корректор; А.Тяско
Подписное
