Фи2.1
Изобретение относится к механосборочным работам, в частности к спосо- бам получения неразъемных соединений твердосплавных зубков с корпусом шарошки .
Целью изобретения является повышение качества инструмента путем повышения надежности крепления рабочего элемента.
На фиг. 1 показано крепление штифтами; на фиг. 2 - то же, полусегментными вкладьппами.,
По предлагаемому способу перед запрессовкой с натягом режущего элемен- та - зубка 1 - в посадочное гнездо 2 корпуса 3 режущего инструмента - шарошки - в последнем формируют отверстия 4 под углом не более 45 к посадочному гнезду 2, а на зубке 1 формируют кольцевую канавку или локальные углубления 5 на высоте, равной выходу отверстий 4. После этого осуществляют запрессовку зубка 1 в посадочное гнездо 2 корпуса 3, а затем запрессовывают фиксирующие элементы 6, выполненные в виде штифтов или пслуЪегментных вкладышей и изготовленные из пластичного легкоплавкого материала или материала, способного при нагреве изменять свой объем. При последующем нагреве шарошки фиксирующие элементы 6 изменяют свой объем и заполняют кольцевую проточку 5 в теле твердосплавного зубка, осуществляя крепление его на корпусе шарошки
Угол наклона отверстий 4 под фиксирующие элементы (штифты), а также их размеры выбирают в зависимости от технологической необходимости расположения зубков в корпусе 3 шарошки. Длину фиксирую цих элементов выбирают равной 0,8-0,9 длины ципиндрической (посадочной) части зубка, а ширину - 0,2-0,4.диаметра зубка. Величина радиуса образуюшях кольцевой канавки или локальных углублений 5 на зубке 1 не превышает 1,01-1,1 ширины фиксирующих элементов, а глубина кольцевой канавки или локальных углублений не превьипает 1,0 полуширины фиксирующих элементов.
Пример. На твердосплавном зубке из Г26 диаметром 12 мм, высотой 14 мм, длина посадочной части которо
го составляет 10 мм, формируют кольцевую канавку радиусом 2 мм и глубиной 1,5 мм на высоте 2 мм от основания. Сквозные отверстия в образцах
0
5
0
5
0
5
0
5
из стали 16ХНЗМА выполняют по окружности на равных расстояниях под углом 45° к образующей посадочного гнезда. В качестве фиксирующих элементов используют 3 штифта из стали 16ХНЗМА диаметром 3,6 мм с наконечником из припояf обогащенного висмутом. Зубок вставляют в посадочное гнездо по скользящей посадке и запрессовывают фиксирующие штифты. Окончательную запрессовку зубков производят гидравлическим прессом.
Формула изобретения
1.Способ крепления рабочего элемента в корпусе инструмента путем его запрессовки в посадочное гнездо корпуса, отличающийся тем, что, с целью повьш1ения качества инструмента путем повьш1ения надежности крепления, после запрессовки рабочего элемента осуществляют его дополнительную фиксацию в корпусе фиксирующими элементами, которые устанавливают в отверстия, предварительно вьтолняемые в корпусе под углом
к посадочному гнезду и сообщаемые с последним, при этом используют фиксирующие элементы длиной 0,8-0,9 длины посадочной части рабочего элемента и шириной 0,2-0,4 его диаметра , на боковой поверхности рабочего элемента предварительно выполняют углубления с образующей, имеющей радиус не менее 1,01-1,1 ширины фиксирующих элементов и глубиной не более 0,5 их ширины, а установку фиксирующих элементов ведут до размещения их концов в упомянутых углублениях.
2.Способ по п. 1,0 т л и ч а ющ и и с я тем, что углубления рабочего элемента выполняют локальными.
3.Способ ПОП.1, отличающийся тем, что углубления вьшол- няют кольцевьми.
4.Способ по П.1, отличающийся тем, что в качестве фиксирующих элементов используют штифты.
5.Способ по П.1, отличающийся тем, что в качестве фикси- элементов используют полусегментные вкладыши.
6.Способ по П.1, о т л и ч а ю- щ и и с я тем, что в качестве материала для изготовления фиксирующих элементов используют пласгичный материал51530А01
7. Способ ПОП.1, отличаю- ный увеличивать свой объем в процес- щ и и с я тем, что в качестве мате- се кристаллизации или химико-термиче- риала для изготовления фиксирующих ской обработки, элементов используют материал, способ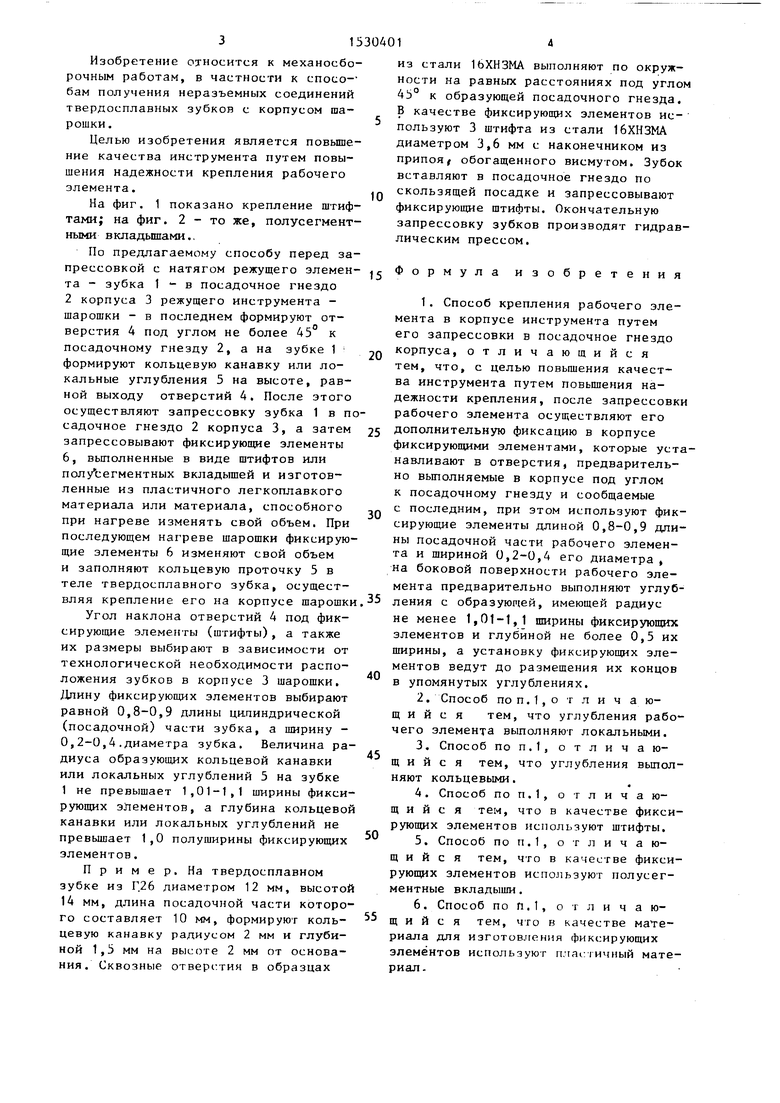
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОШКА БУРОВОГО ДОЛОТА | 2011 |
|
RU2462580C1 |
| Устройство для сборки буровых коронок | 1975 |
|
SU529042A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШКИ ОДНОШАРОШЕЧНОГО ДОЛОТА | 2002 |
|
RU2219015C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВООРУЖЕНИЯ ШТЫРЕВЫХ ШАРОШЕК БУРОВЫХ ДОЛОТ | 2004 |
|
RU2280145C1 |
| БУРОВОЕ ДОЛОТО С ТВЕРДОСПЛАВНЫМ ВООРУЖЕНИЕМ | 2004 |
|
RU2270318C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ И ИЗВЛЕЧЕНИЯ ЗУБКОВ ИЗ ОТРАБОТАННОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2023851C1 |
| РАЗБОРНОЕ БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО С УКОРОЧЕННЫМИ СЕКЦИЯМИ ЛАП | 2007 |
|
RU2369717C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2012 |
|
RU2623372C2 |
| Способ извлечения твердосплавных зубков из отработанных шарошечных долот | 1984 |
|
SU1247426A1 |
| Буровое шарошечное долото | 1989 |
|
SU1701887A1 |
Изобретение относится к механосборочным работам, в частности к способам получения неразъемных соединений твердосплавных зубков с корпусом шарошки. Цель изобретения - повышение качества инструмента путем повышения надежности крепления рабочего элемента. Перед установкой рабочего элемента-зубка (Э) 1 в корпус инструмента-шарошки 3 в Э 1 предварительно выполняют кольцевое или локальные углубления, а в корпусе - сквозные отверстия под углом не более 45° к образующей посадочного гнезда. Затем устанавливают Э 1 по скользящей посадке и осуществляют запрессовку фиксирующих элементов в отверстия корпуса. Допрессовку Э 1 осуществляют гидравлическим прессом. В качестве фиксирующих элементов используют штифты или сегментные вкладыши длиной, составляющей 0,8 - 0,9 длины посадочной части Э 1, и шириной 0,2 - 0,4 диаметра Э 1. 6 з.п. ф-лы, 2 ил.
I С ГХ Г
/. IJ о /.
Редактор С.Пекарь
Составитель Н.Пожидаева
Техред Л.Олийнык Корректор Т.Малец
Заказ 7813/15
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Фиг. 2
Подписное
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА | 1971 |
|
SU418280A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
