Изобретение относится к машиностроению, в частности к инструментам для магнитно-абразивной обработки.
Целью изобретения является повышение производительности и качества обработки с. южнопрофильных деталей.
На фиг. 1 изображен дисковый инструмент для магнитно-абразивной обработки; на фиг. 2 - схема поворота образуюш,ей инструмента до совмеш.ения с образующей детали.
Инструмент состоит из эластичного кольцевого диска 1, в котором установлена магнитная система, выполненная в виде ряда электромагнитных катушек 2 и полюсных наконечников 3. .Эластичный кольцевой диск 1 с магнитной систе.мой закреплен в корпусе 4, выполненном из изолирующего материала. С. торцов диска установлены контактные датчики 5 контроля образующей инструмента. Датчики закрепляются на фланцах кожуха б инструмента. Инструмент установлен на шпинделе 7, коюрый закреплен с возможностью вращения в якоре 8 л иней- HOi o двигателя 9 постоянного тока.
Блок 10 управления и источник 11 питания постоянного тока связаны с якорной обмоткой, создаюшей электродинамическую силу Р„ . Блок 12 питания постоянного тока связан с якорной обмоткой, вызывающей электродинамическую cn;iy Fg .
Контактные датчики 5 связаны с блоком 10 управления. На корпусе 4 устаноь..ены токос1)емные кольца 13 для питания магнитной системы (щетки токоподвода не показаны). Инструмент получает в)ащение от двш ате.чя 14. На инструмент подается ферромагнитный лоропюк 15,
Приводы вран1ения и перемещения детали 16 не показаны.
Инструмент работает следующим обра зом.
Устанавливают деталь 16. Контактные датчики 5 располагают так, чтобы они выступали над образующей инструмента на некоторую величину (S, меныпую высоты абразивной ц.1етки. Затем вк.лючаегся двигатель 14 вращения инструмента и подается ток на катушки 2 .магнитной системы. В результаге на полюсных наконечниках 3 формируется абразивная щетка из ферромагнитного порошка 15. Детали 16 сообщают вращение и продольную подачу (приводы вращеиия и продольной подачи не показаны).
Далее включают источники 11 и 12 пита- ния якорных обмоток, создающих силы FI, и Fa соответственно. Под действием электродинамической силы 1 инструмент подается в зону обработки, а электродинамическая сила ;, в этот момент не возникает, так как блок 10 управления якорной обмот ки, создающей силу F; , подает питание на эту обмотку лищь при контакте обоих датчиков 5 с деталью. Сила Г изгибает эластичный кольцевой диск 1 и устанавливает образующую инструмента параллельно об5 разующей детали (фиг. 2). При этом возникает контакт между деталью и обоими датчиками, замыкается электрическая цепь блока 10 управления, от источника 12 питания подается на якорную обмотку сила 1 Так к ак 1- F , то якорь 8 перемещает ся в направлении, противоположнол подаче инструмента, до прекращения контакта одного из датчиков 5 с деталью, в этом случае блок 10 отключает источник 22 питания и прекращает действие силы , а сила F
5 вновь подает инструмент к детали. Так под действием вибрационного слежения с частотой до 150 Гц происходит обработка детали сложного профиля, например пера вентиляционных лопаток газотурбинных двигателей,
0 Магнитная система может быть выполнена из постоянных магнитов.
Формула изобретения
Дисковый инструмент для магнитно- 5 абразивной обработки с боковой рабочей поверхностью, содержащий корпус, фланцы и кольцевую магнитную систему, расположенную между фланцами, отличающийся гем, что, с целью повыщения производительное и и качества обработки сложнопро- фи. ;ьпых деталей, инструмент снабжен эластичным кольцевым диском, установленным между корпусом и магнитной системой, и контактными датчиками, закрепленными на ф.танцах параллельно образующей инстру- 5 мента и предназначенными для соединения с блоком управления приводом перемещения инструмента.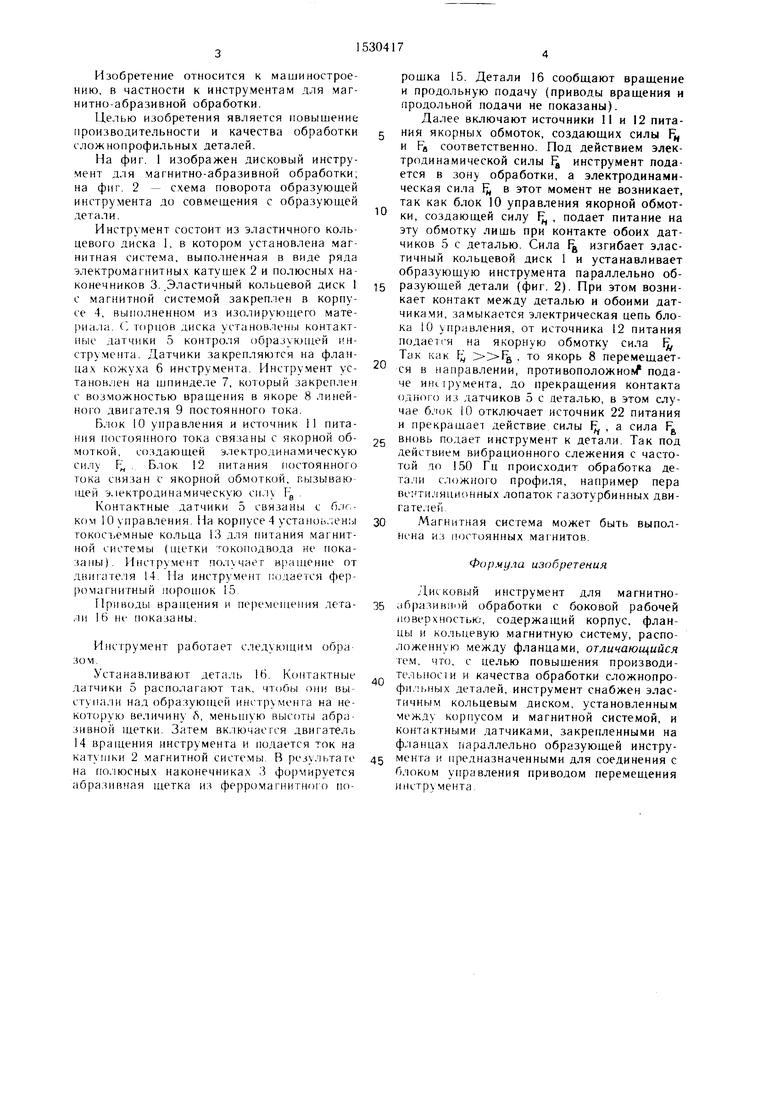
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ финишной копировальной обработки деталей сложного профиля | 1986 |
|
SU1393602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Электропривод возвратно-поступательного движения | 1987 |
|
SU1515275A1 |
| Станок для копировальной обработки | 1985 |
|
SU1255391A2 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1234167A1 |
| БЛОК ИНДУКЦИОННЫХ КАТУШЕК | 2006 |
|
RU2372753C2 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| ВНУТРИТРУБНЫЙ ДЕФЕКТОСКОП | 2010 |
|
RU2439548C1 |
| Устройство для магнитно абразивной обработки | 1987 |
|
SU1421501A1 |
Изобретение относится к машиностроению, а именно к инструментам для магнитно-абразивной обработки. Цель изобретения - повышение производительности и качества обработки. Инструмент содержит эластичный кольцевой диск 1, закрепленный в корпусе 4, выполненном из изолирующего материала. В диске 1 установлена магнитная система, состоящая из ряда электромагнитных катушек 2 и полюсных наконечников 3. С торцов диска установлены и закреплены на фланцах кожуха инструмента контактные датчики 5 контроля образующей инструмента. 2 ил.
Фиг. г
| Свирщев В | |||
| И., Зуев В | |||
| Н | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| - Станки и инструмент, 1986, № I, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Барон Ю | |||
| М | |||
| Магнитно-абразивная и магнитная обработка изделий и режущих инструментов | |||
| - Л.: Машиностроение, 1986, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
