1
Изобретение относится к машиностроению, может быть использовано при копировальной обработке сложно- профильных поверхностей и является усовершен.ствованием устройства по авт. ев,: № 1134348.
Цели изобретения - повышение точности обработки деталей и расширение технологических возможностей станка за счет автоматической перестройки режимов обработки.
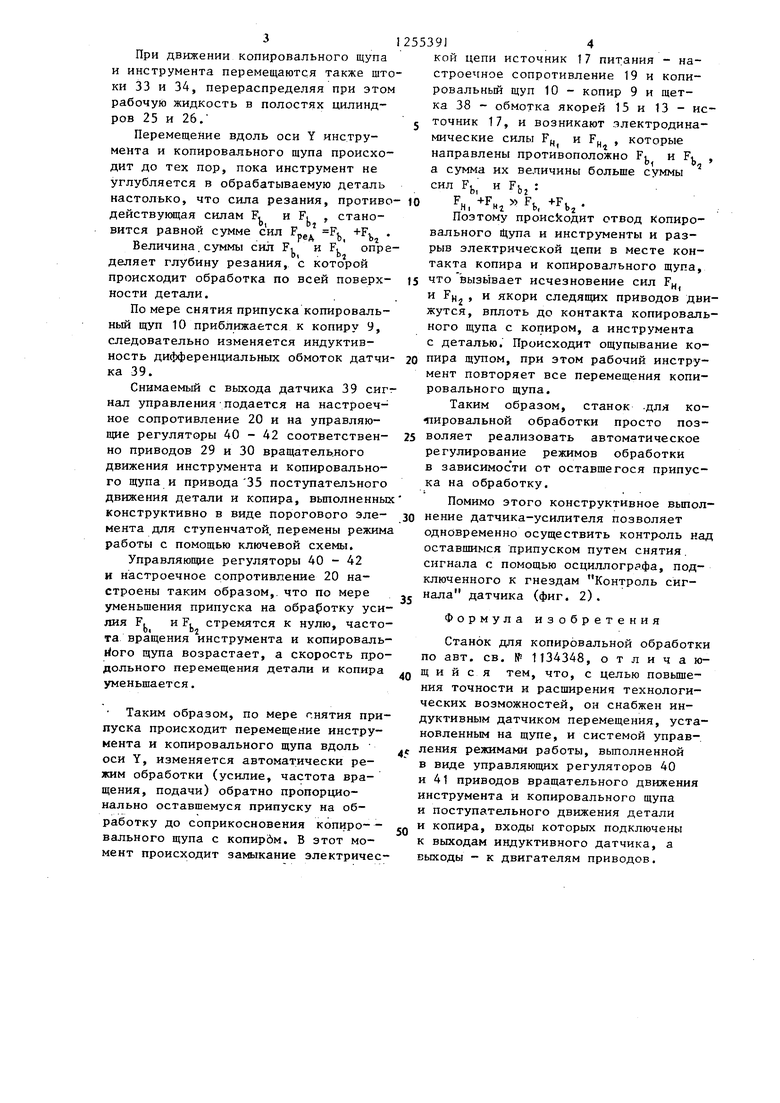
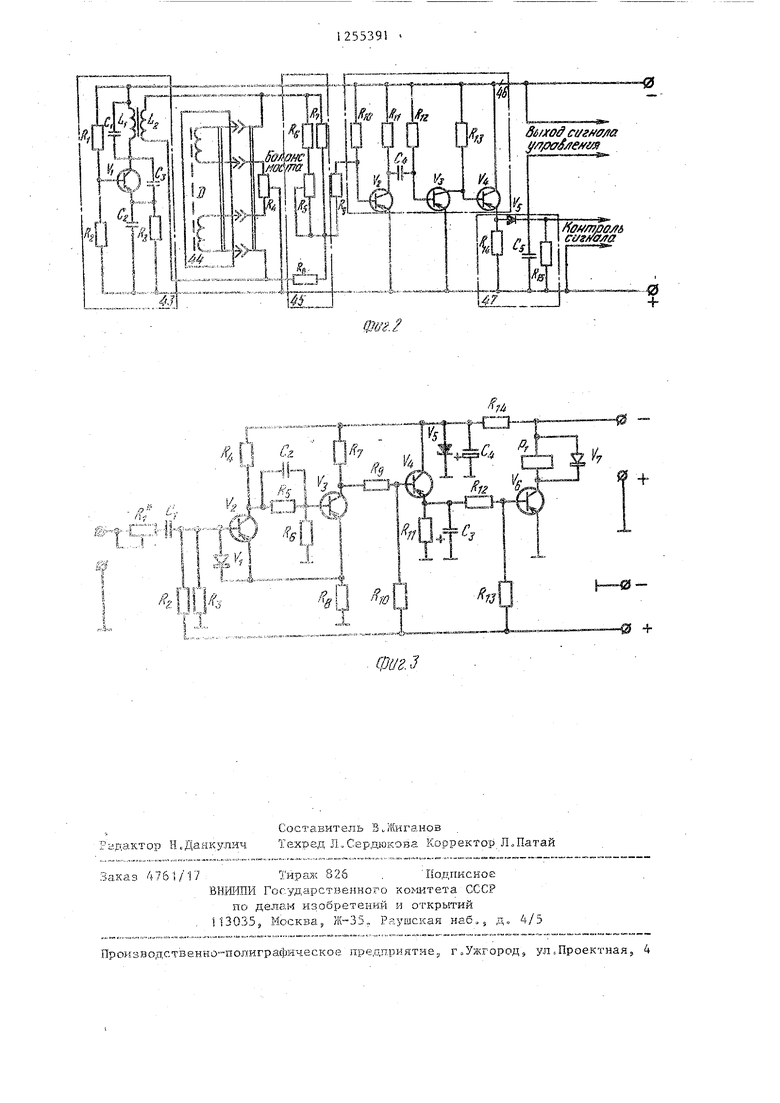
На фиг. 1 приведена принципиальная схема станка; на фиг, 2 - принципиальная схема датчика; на фиг,, 3 - принципиальная схема порогового элемента.
Станок содержит основание 1,, на котором установлены инструменталь- ная 2 и копировальная 3 головки.. Инструментальная головка имеет следящий привод 4 в виде линейного электрического двигателя, подвижным элементом которого является якорь 5. На якоре 5 закреплен рабочий инструмент 6, Деталь 7 получает необходимы движения для обработки от привода 8, котор.ьй сообщает такие же движения и копиру 9,.
Копировальный щуп 10 установлен н подвижном яКоре 11 следящего привода 12, выполненного в виде линейного электрического двигателя,
Якори следящих приводов инструментальной 2 и копировальной 3 головок имеют по две якорные обмотки 13 1,6. Питание якорных обмоток осуществляется от источников 17 и 18 постоянного тока, а регулирование силы тока в их цепи производится настроечными .сопротивлениями 19 и 20. Следящие приводы снабжены также обмотками 21 и 22 возбуждения, которые подключены к источникам 23 и 24 постоянного тока, Якори следящих приводов жестко соединены между собой передаточным органом в виде сообщаю- 1Цихся гидроцилиндров 25 и 26, полости которых соединены трубопроводами 27 и 28,
Вращение инструменту и копировальному щупу сообщают отдельные приводы 29 и 30 вращательного движения инструмента и копировального щупа чере передачи 31 и 32, установленные на
1
штоках 33 и 34 соответствующих гидро- 55 динамических сил F и F(, , возницилиндров,
Обрабатываемая деталь 7 и копир 9 движение продольной подачи получают
кающих при взаимодействии магнитных потоков обмоток 21 и 22 возбуждения с током якорных обмоток 14 и 16.
to
15
20
е 25
а
з
2553912
от привода 35 посредством редуктора 36 и механизма 37 типа.винт - гайка.
В цепь источника 17 питания поми5 МО обмоток 13 и 15 и настроечного со противления 19 включены также копиро- вальный щуп 10 и через токопроводя- щую щетку 38 копир 9. Для повътеиня точности обработки деталей и повышения технологических возможностей станка за счет автоматического перехода с чернового режима обработки на чистовой при достижении заданных копиром размеров обработки в станке применена адаптивная система, состоящая из индуктивного датчика 39, управляющих регуляторов 40 и 41 приводов вращательного движения инструмента и копировального щупа и управляющего регулятора 42 привода 35 поступательного движения детали и копира.
Датчик конструктивно выполнен одной электрической схемой с усилителем.
Принцип работы датчика позволяет использовать его в качестве измерителя постоянного и переменного давлений, в котором воздействием давления на упругий элемент - мембрану - дат30 чик изменяет индуктивность дифференциальных обмоток датчика 39.
Датчик состоит из генератора 43 на транзисторе V , датчика 44, измерительного моста 45, усилителя 46 на
35 транзисторах V - V с демодулятором 47 на диоде V.
Снимаемьй с выхода сигнал управления подается на пороговый элемент для ступенчатой перемены режима ра40 боты с помощью ключевой схемы.
Станок работает следующим образом. Обрабатываемую деталь 7 и койир 9 устанавливают на приводе 8 вдоль одной продольной оси X и сообщают
45 им синхронное вращение.
Включают источники 17, 18, 23 и 24 питания, а также приводы 29 и 30 вращения щупа и инструмента и привод 35 продольной подачи. При включении источников 17 и 18 питания происходит перемещение инструмента и копировального щупа вдоль оси Y в направлении сближения с деталью 7 и копиром 9 под действием электро50
кающих при взаимодействии магнитных потоков обмоток 21 и 22 возбуждения с током якорных обмоток 14 и 16.
3
При движении копировального щупа и инструмента перемещаются также штоки 33 и 34, перераспределяя при этом рабочую жидкость в полостях цилиндров 25 и 26.
Перемещение вдоль оси Y инструмента и копировального щупа происходит до тех пор, пока инструмент не углубляется в обрабатываемую деталь настолько, что сила резания, противо действукщая силам F, и F, , становится равной сумме с ил Г„.. F, +F, .
Г Л 0| 0
Величина суммы сил Fi и F. опреbi . bj
деляет глубину резания, с которой происходит обработка по всей поверхности детали.
По мере снятия припуска копировальный щуп 10 приближается к копиру 9, следовательно изменяется индуктивность дифференциальных обмоток датчика 39.
Снимаемый с выхода датчика 39 сигт нал управления подается на настроечное сопротивление 20 и на управляющие регуляторы 40 - 42 соответственно приводов 29 и 30 вращательного движения инструмента и копировального щупа и привода 35 поступательного движения детали и копира, выполненных конструктивно в виде порогового Элемента для ступенчатой, перемены режима работы с помощью ключевой схемы.
Управляющие регуляторы 40 - 42 и настроечное сопротивление 20 настроены таким образом,, что по мере уменьшения припуска на обработку усилия F, и F, стремятся к нулю, частоbi bj
та вращения инструмента и копироваль- rioro щупа возрастает, а скорость продольного перемещения детали и копира уменьшается.
Таким образом, по мере снятия припуска происходит перемещение инструмента и копировального щупа вдоль оси Y, изменяется автоматически режим обработки (усилие, частота вращения, подачи) обратно пропорционально оставшемуся припуску на обработку до соприкосновения копиро- вального щупа с копирбм. В этот момент происходит замзшание электричес553914
кой цепи источник 17 питания - на- cTpoe iHoe сопротивление 19 и копировальный щуп 10 - копир 9 и щетка 38 - обмотка якорей 15 и 13 - ис- 5 точник 17, и возникают .электродинамические силы и F , которые направлены противоположно Fj и F, , а сумма их величины больше суммы . :ил FJ,, и Fbj :
10 , ,.
Поэтому происходит отвод Копировального Щупа и инструменты и разрыв электрической цепи в месте контакта копира и копировального щупа,
J5 что вызывает исчезновение сил F,
и F , и якори следящих приводов движутся, вплоть до контакта копировального щупа с копиром, а инструмента с деталью. Происходит ощупывание ко0 пира щупом, при этом рабочий инструмент повторяет все перемещения копировального щупа.
Таким образом, станок -для котировальной обработки просто поз5 воляет реализовать автоматическое регулирование режимов обработки в зависимос ти от оставшегося припуска на обработку.
Помимо этого конструктивное выпол- 0 нение датчика-усилителя позволяет
одновременно осуществить контроль над оставшимся припуском путем снятия. сигнала с помощью осциллографа, подключенного к гнездам Контроль сиг- j нала датчика (фиг. 2).
Формула изобретения
Станок для копировальной обработки по авт, св. № 1134348, отличаюд щ и и с я тем, что, с целью повьш1е- ния точности и расширения технологических возможностей, он снабжен индуктивным датчиком перемещения, установленным на щупе, и системой управ-
f ления режимами работы, выполненной в виде управляющих регуляторов 40 и 41 приводов вращательного движения инструмента и копировального щупа и поступательного движения детали
Q и копира, входы которых подключены к выходам индуктивного датчика, а выходы - к двигателям приводов.
0
дб/ход ct/gf/ffm y/7pffS ef/as
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок | 1981 |
|
SU997999A1 |
| Станок для копировальной обработки | 1981 |
|
SU998095A1 |
| Станок для копировальной обработки | 1985 |
|
SU1288021A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Станок для копировальной обработки | 1981 |
|
SU1389992A1 |
| Электромеханическая двухкоординатная следящая система для автоматического копирования контуров произвольной формы | 1954 |
|
SU110990A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| Переносной станок для обработки плоскостей | 1981 |
|
SU1006092A1 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
Изобретение позволяет повысить точность обработки деталей и расширить технологические возможности станка путем автоматической перенастройки режимов резания. По мере снятия припуска с детали 7 копировальный щуп 10 приближается к копиру 9, в связи с чем изменяется индуктивность обмоток датчика -39. Сигнал с датчика 39 подается на настроечное сопротивление 20 и управляющие регуляторы 40, 41 и 42 соответственно приводов 29, 30 вращательного движения инструмента и копировального щупа и привода 35 поступательного перемещения детали 7 и копира 9. По мере снятия припуска усилие резания уменьшается и частота вращения инструмента 6 и копировального щупа 10 возрастает, а скорость перемещения детали ра 9 уменьшается. 3 ил. 7 и копиi (О ю СП ел 00 м ф1/г7
4|1 c, V ,
I v I J f-
lif-U Y
,.I--- i Vj-S;/
„ / Sv:
4 k,
Составитель В йиганов Радактор Н.Данкулич Техред Л,Сер,пюкова Корректор Л.Патай
Заказ 4761/17 .( ирео :; 826 . Подписное ВНИ ШИ Государственного комитета СССР
по делам изобретений и открь5тий 113035э Мо Сква, Ж--35, Раушская наб,; д., 4/5
Производственно-полиграфическое предприятие., г ,Ужгород, ул Проектная, 4
0.J
| Входное устройство радиоспектроскопа | 1957 |
|
SU113438A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
