4 iO
сд
Изобретение относится к машиностроению и может быть использовано в машиностроительной, авиационной, автотракторной промышленностях при чистовой обработке плоских деталей в магнитном поле.
Цель изобретения - упрош,ение конструк- дии устройства при обработке плоских деталей за счет использования для задания вра- шения деталям технологического магнитного потока.
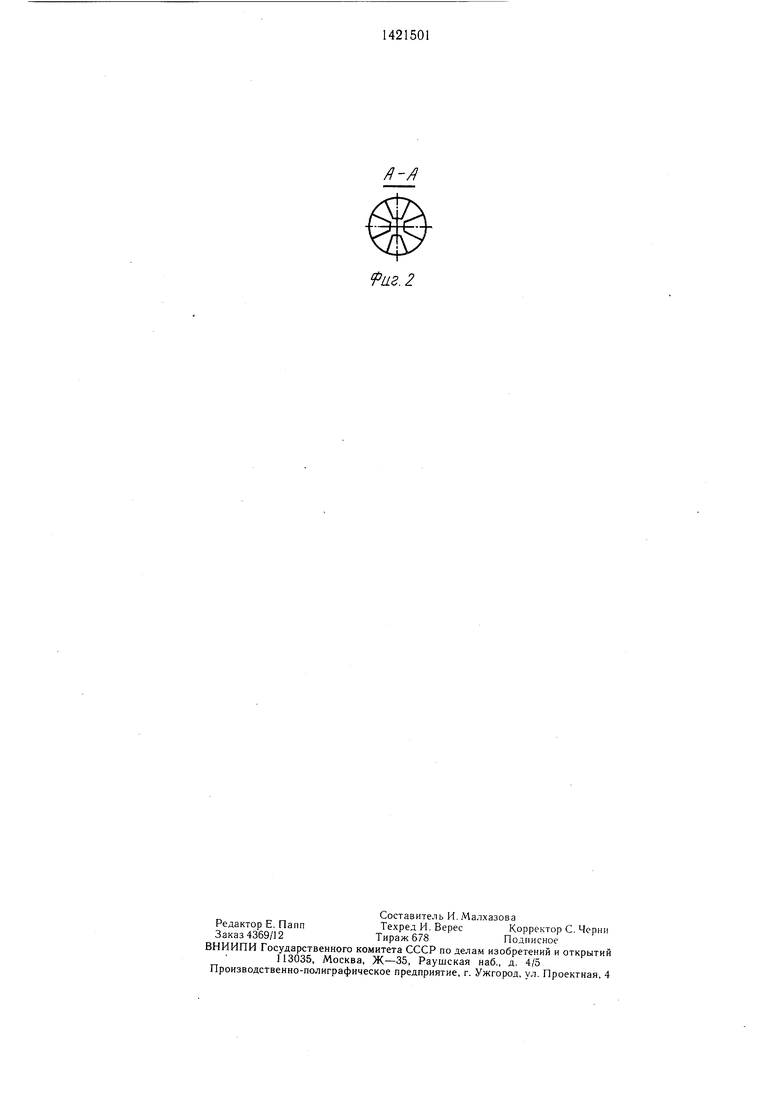
На фиг. 1 схематично представлено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из станины 1, на которой смонтирована С-образная магнитная система 2 и многопозиционный стол 3.
Магнитная система 2 содержит установленные с возможностью враш.ения два ;цилиндрических сердечника 4 и 5, охвачен- :иые электромагнитными катушками 6 и 7. Юердечники 4 и 5 посредством валов 8 и 9 ;связаны с приводами, 10 и 11 вращения. На сердечниках 4 и 5 закреплены соответственно верхний 12 и нижний 13 чашечные полюсные наконечники. Рабочая поверхность :верхнего 12 полюсного наконечника снабже- ;На рифлениями, препятствующими выбросу порошка из рабочей зоны, например, тре- ;угольной формы, выполненными по спирали :Архимеда. В отверстиях стола 3 расположе- :ны узлы для установки деталей 14, каж- дый из которых выполнен в виде элемента 15 для размещения детали 14, закрепленного на оси 16, с другой стороны оси 16 закреплены фланцем 17, предназначенным для передачи вращения оси 16 от нижнего полюсного наконечника 13. Обращенные друг к другу торцы фланца 17 и нижнего полюсного наконечника 13 снабжены одинаковыми зубцами 18 и 19 (фиг. 2), форма и размеры которых рассчитываются в зависимости от размеров и материала обрабатываемой детали.
Многопозиционный стол 3 установлен на валу 20 и связан с приводом 21 дискретного поворота. Детали 14 могут быть наклеены непосредственно на элемент 15 или на вставку-спутник {не показана) закрепляемую на элементе 15. В последнем случае упрощается замена деталей и легко автоматизируется процесс.
Ось 16 соосно нижнему полюсному наконечнику 13 устанавливается в отверстии стола 3, например, на подщипниках качения, которые защищены от попадания магполюсных наконечников обеспечивает равномерную обработку поверхности детали.
Устройство работает следующим образом.
Обрабатываемые детали 14 закрепляют на элементах 15. Включают привод 21 дис- кретного поворота стола 3, приводы 10 и 11 вращения и питание катущек 6 и 7. Стол перемещается на один шаг. При этом очередной узел с закрепленной деталью оказывается в зоне действия технологического 10 магнитного потока. Магнитный поток замыкается между зубцами 18 и 19. Ось 16 с элементом 15 и деталью 14 приводится во вращение. При относительном перемещении поверхности детали и рабочей поверхности верхнего полюсного наконечника 12, на кото15
20
25
30
рой расположен магнитно-абразивный порошок, происходит обработка детали.
По окончании обработки деталь выводится из зоны обработки, в которую поступает новая деталь. При этом при выводе детали из зоны обработки технологический магнитный поток необходимо снижать, а при вводе новой детали - увеличивать при использовании «жесткого режима обработки. При обработке деталей на «мягком режиме (оптические детали, полупроводниковые кристаллы, заготовки бронзовых дисков для разрезки алмазов толщиной б 0,06-0,08 мм и т. д.) можно не изменять магнитный поток при повороте стола, так как возникающее при выводе детали тормозное действие магнитного потока в этом случае будет незначительным.
Формула изобретения
Устройство для магнитно-абразивной обработки, включающее С-образную магнитную систему с верхним и нижним чашечными полюсными наконечниками, расположенными на вертикальных осях и связанными с приводами вращения, и многопо- 40 зиционный стол с приводом дискретного поворота, снабженный узлами для установки деталей, каждый из которых выполнен в виде расположенной в полости стола оси, на одном торце которой закреплен элемент для размещения детали, а,на другом - фланец для передачи вращения оси, отличающееся тем, что, с целью упрощения конструкции устройства при обработаке плоских деталей, ось узла для установки детали расположена вертикально и соосно нижнему полюсно35
45
нитно-абразивного порощка и СОЖ с по- п му наконечнику, а на обращенных друг к мощью уплотнительных элементов (не пока-другу торцах фланца и нижнего полюсного
наконечника выполнены одинаковые зубцы, при этом нижний полюсный наконечник смещен относительно верхнего до совпадения его оси вращения с серединой кольцевой 55 поверхности верхнего полюсного наконечзано). Верхний 12 и нижний 13 полюсные наконечники смещены относительно друг друга так, что ось вращения нижнего полюсного наконечника проходит через середину кольцевой поверхности верхнего полюсного наконечника 12. Такое расположение
ника.
полюсных наконечников обеспечивает равномерную обработку поверхности детали.
Устройство работает следующим образом.
Обрабатываемые детали 14 закрепляют на элементах 15. Включают привод 21 дис- кретного поворота стола 3, приводы 10 и 11 вращения и питание катущек 6 и 7. Стол перемещается на один шаг. При этом очередной узел с закрепленной деталью оказывается в зоне действия технологического 0 магнитного потока. Магнитный поток замыкается между зубцами 18 и 19. Ось 16 с элементом 15 и деталью 14 приводится во вращение. При относительном перемещении поверхности детали и рабочей поверхности верхнего полюсного наконечника 12, на кото5
0
5
0
рой расположен магнитно-абразивный порошок, происходит обработка детали.
По окончании обработки деталь выводится из зоны обработки, в которую поступает новая деталь. При этом при выводе детали из зоны обработки технологический магнитный поток необходимо снижать, а при вводе новой детали - увеличивать при использовании «жесткого режима обработки. При обработке деталей на «мягком режиме (оптические детали, полупроводниковые кристаллы, заготовки бронзовых дисков для разрезки алмазов толщиной б 0,06-0,08 мм и т. д.) можно не изменять магнитный поток при повороте стола, так как возникающее при выводе детали тормозное действие магнитного потока в этом случае будет незначительным.
Формула изобретения
Устройство для магнитно-абразивной обработки, включающее С-образную магнитную систему с верхним и нижним чашечными полюсными наконечниками, расположенными на вертикальных осях и связанными с приводами вращения, и многопо- зиционный стол с приводом дискретного поворота, снабженный узлами для установки деталей, каждый из которых выполнен в виде расположенной в полости стола оси, на одном торце которой закреплен элемент для размещения детали, а,на другом - фланец для передачи вращения оси, отличающееся тем, что, с целью упрощения конструкции устройства при обработаке плоских деталей, ось узла для установки детали расположена вертикально и соосно нижнему полюсно
му наконечнику, а на обращенных друг к другу торцах фланца и нижнего полюсного
ника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1673410A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Дисковый инструмент для магнитно-абразивной обработки | 1986 |
|
SU1530417A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2015 |
|
RU2599765C2 |
| Роторный станок для магнитно-абразивной обработки | 1991 |
|
SU1813613A1 |
Изобретение относится к .машиностроению и может быть использовано при чистовой обработке плоских деталей магнитно- абразивным порошком в магнитном поле. Целью изобретения является упрощение конструкции устройства. Устройство содержит С-образную магнитную систему с вертикально установленными с возможностью вращения верхним 12 и нижним 13 чашечными полюсными наконечниками, оси которых смещены относительно друг друга. Многопозиционный стол 3 с приводо.м 21 дискретного поворота снабжен узлами для установки деталей 14. Каждый узел выполнен в виде элемента 15, на котором располагают деталь, оси 16 и закрепленного на ее торце фланца 17. На обращенных друг к другу торцах фланца 17 и нижнего полюсного наконечника 13 выполнены одинаковые зубцы 18, 19, с помощью которых вращение нижнего полюсного наконечника liepe- дается фланцу 17, оси 16 и элементу 15 с деталью 14. Вращение детали осуществляется только при ее попад,ании в зону обработки. Обработка детали производится магнитно-абразивным порошком, удерживаемым на верхнем полюсном наконечнике. 2 ил. «.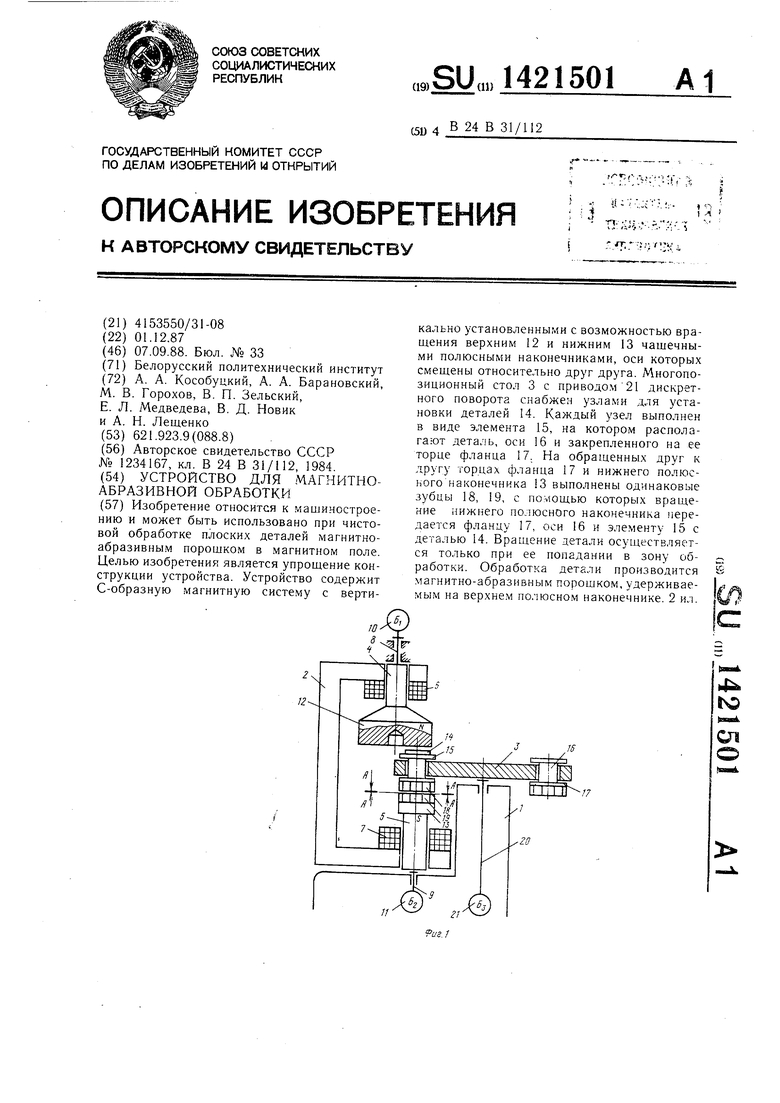
аг.2
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1234167A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
