сл
СП
о:
О
СП
(
с
рость вращения двигателя, приводящего в движение центробежный вибровозбудитель, стабилизируют на оптимальном уровне при достижении минимального значения коэффициент силы трения керамической массы на выходе ее из головки пресса. Ленточный пресс для осуществления способа содержит корпус 1, мундштук 2, уплотнитель в виде эластичной резиновой рамки 3, параллслограмную подвеску 4, виброизоляторы 5, центробежные вибровозбудители 6,
двигатель 7, датчик 8 коэффициента силы трения, устанавливаемый на выходе керамической массы из головки пресса, преобразователь 9 сигналов, на вход которого
подаются сигналы с датчика 8 коэффициента силы трения. Выход преобразователя 9 сигналов подключен к входу управляющего блока 10, который своим выходом подключен к входу блока 11 регулирования скорости двигателя. 2 с.п. ф-лы,
1 ил.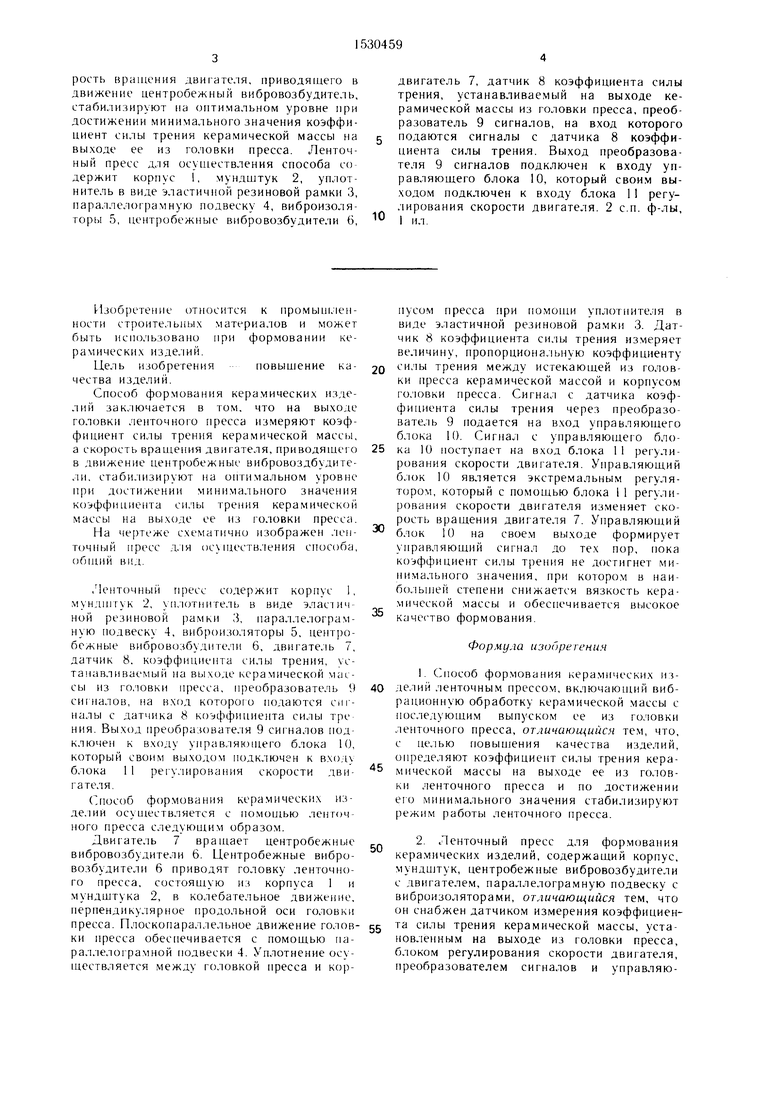
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка ленточного пресса | 1974 |
|
SU742134A1 |
| ВИБРОЛЕНТОЧНЫЙ ПРЕСС | 1973 |
|
SU400477A1 |
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |
| УСТРОЙСТВО К ЛЕНТОЧНОМУ ПРЕССУ ДЛЯ ВИБРИРОВАНИЯ ГЛИНОМАССЫ | 1991 |
|
RU2035297C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ КАМНЕЙ В ШНЕКОВОМ ВАКУУМНОМ ПРЕССЕ С ЭЛЕКТРОПРИВОДОМ | 2014 |
|
RU2550170C1 |
| Ленточный пресс | 1980 |
|
SU937148A1 |
| Мундштук ленточного пресса для формования пустотелых панелей | 1980 |
|
SU905094A1 |
| Агрегат для формования керамических изделий | 1991 |
|
SU1794025A3 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174464C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКОЙ КЕРАМИЧЕСКОЙ МАССЫ | 2004 |
|
RU2270753C2 |
Изобретение относится к промышленности строительных материалов и может быть использовано при формовании керамических изделий. Целью изобретения является повышение качества изделий. Способ формования керамических изделий заключается в том, что на выходе головки ленточного пресса измеряют коэффициент силы трения керамической массы, а скорость вращения двигателя, приводящего в движение центробежный вибровозбудитель, стабилизируют на оптимальном уровне при достижении минимального значения коэффициент силы трения керамической массы на выходе ее из головки пресса. Ленточный пресс для осуществления способа содержит корпус 1, мундштук 2, уплотнитель в виде эластичной резиновой рамки 3, параллелограмную подвеску 4, виброизоляторы 5, центробежные вибровозбудители 6, двигатель 7, датчик коэффициента силы трения 8, устанавливаемый на выходе керамической массы из головки пресса, преобразователь сигналов 9, на вход которого подаются сигналы с датчика коэффициента силы трения 8. Выход преобразователя сигналов 9 подключен к входу управляющего блока 10, который своим выходом подключен к входу блока регулирования скорости двигателя 11. 1 ил.
Изобретение относится к промышленности строительных материалов и может быть испо.чьзовано при формовании ке- р а м ичес ки х издел и и.
Цель изобретенияповышение качества изделий.
Способ формования керамических изделий заключается в том, что на выходе головки ленточного пресса измеряют коэффициент силы трения керамической массы, а скорость враш.еиия двигателя, приводящего в движение центробежные вибровоздбу;;ите- ли, стабилизируют на онтимальном уровне при достижении минимального значения коэффициента силы трения керамической массы на выходе ее из головки пресса.
На че)теже схематично изображен Л1М1- точный пресс для осч шествления способа, общий вид.
.Чеиточный пресс содержит корпус 1, мундштук 2, уплотнитель в виде эластичной резиновой рамки 3, параллелограм- ную подвеску 4, виброизоляторы 5, центробежные вибровозбудители 6, двигате.1Ь 7, датчик 8, коэффициента силы трения, устанавливаемый на выходе керамической массы из головки пресса, преобразователь 9 сигналов, на вход которого подаются сигналы с датчика 8 коэффициента силы тре ния. Выход преобразовате:1Я 9 сигналов подключен к входу управляющего блока 10, который своим выходом подключен к входу блока 11 регулирования скорости двигателя.
Способ формования керамических из- де.1Ий осуп1ествляется с помощью ленточного пресса следующим образом.
Двигатель 7 вращает центробежные вибровозбудители 6. Центробежные вибровозбудители 6 приводят головку ленточного пресса, состоящую из корпуса 1 и мундштука 2, в колебательное движение, Г1ерпендику:1ярное продольной оси головки пресса. Плоскопараллельное движение головки пресса обеспечивается с помощью па- раллелограмной подвески 4. Уплотнение осуществляется между головкой пресса и корпусом пресса при помощи уплотнителя в виде эластичной резиновой ра.мки 3. Датчик 8 коэффициента силы трения из.меряет величину, пропорциональную коэффициенту
0 силы трения между истекающей из головки пресса керамической массой и корпусом го. ювки пресса. Сигнал с датчика коэффициента силы трения через преобразователь 9 подается на вход управляющего блока К). Сигпал с управляющего бло5 ка 10 поступает на вход блока 11 регулирования скорости двигателя. Управляющий блок 10 является экстремальным регулятором, который с помощью блока I 1 регулирования скорости двигателя изменяет скорость вращения двигателя 7. Управляющий блок 10 на своем выходе формирует управляющий сигнал до тех пор, пока коэффициент силы трения не достигнет минимального значения, при котором в наибольшей степени снижается вязкость керамической массы и обеспечивается высокое
0
5
качество формования.
Формула изобретения
шим блоком, при этом датчик измерениядиненс входом управляющего блока, кокоэффициента силы трения соединен с пре-торыйсвоим выходом подключен к входу
образователем сигналов, выход которого сое-блокарегулирования скорости двигателя.
| Головка ленточного пресса | 1974 |
|
SU742134A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
