(54) ЛЕНТОЧНЫЙ ПРЕСС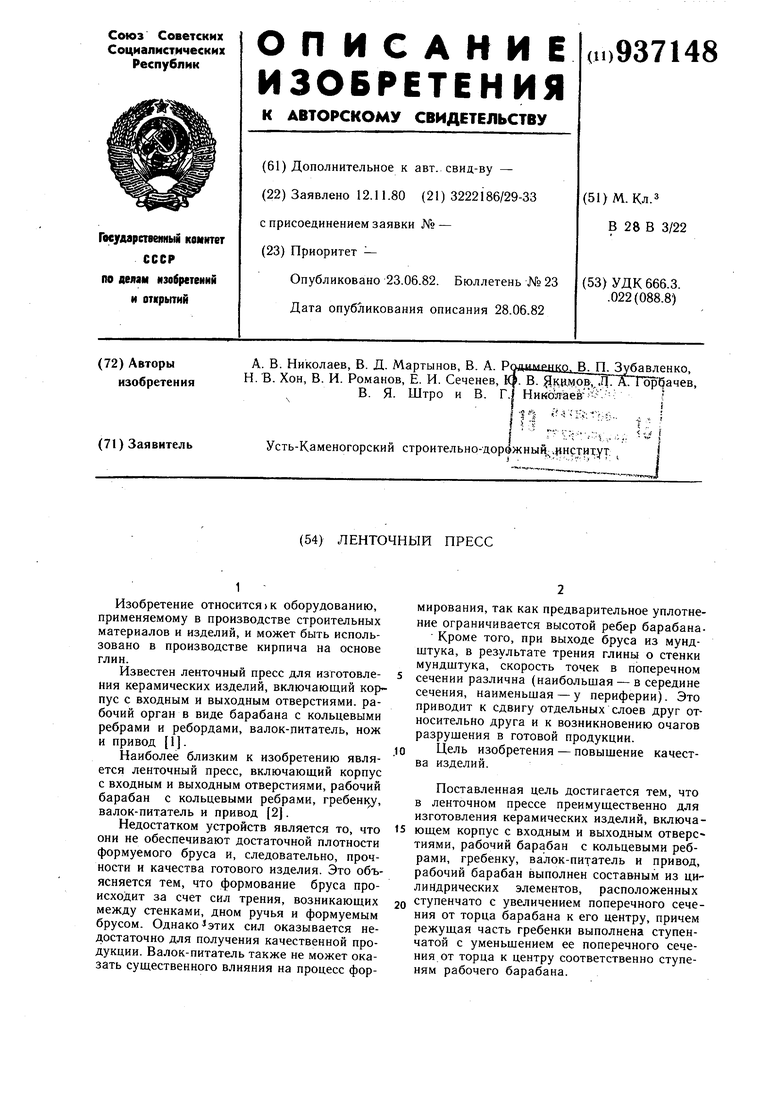
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточный пресс | 1978 |
|
SU667400A1 |
| Ленточный пресс для формования керамических изделий | 1981 |
|
SU961958A1 |
| Пресс роторный ленточный | 1990 |
|
SU1760977A3 |
| Ленточный пресс формования керамических изделий | 1979 |
|
SU867652A1 |
| Ленточный пресс для изготовления керамических изделий | 1978 |
|
SU738883A1 |
| Ленточный пресс для формования пластичных масс | 1982 |
|
SU1080970A1 |
| Ленточный пресс для изготовления керамических изделий | 1975 |
|
SU585974A1 |
| Пресс для формирования пластичных керамических масс | 1974 |
|
SU588117A1 |
| САМОХОДНАЯ УСТАНОВКА БАЙРАММУРАДОВА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2057641C1 |
| Пресс для пластичных масс | 1990 |
|
SU1765006A1 |
1
Изобретение относится)к оборудованию, применяемому в производстве строительных материалов и изделий, и может быть использовано в производстве кирпича на основе глин.
Известен ленточный пресс для изготовления керамических изделий, включающий кор пус с входным и выходным отверстиями, рабочий орган в виде барабана с кольцевыми ребрами и ребордами, валок-питатель, нож и привод 1 .
Наиболее близким к изобретению является ленточный пресс, включающий корпус с входным и выходным отверстиями, рабочий барабан с кольцевыми ребрами, гребенку, валок-питатель и привод 2.
Недостатком устройств является то, что они не обеспечивают достаточной плотности формуемого бруса и, следовательно, прочности и качества готового изделия. Это объясняется тем, что формование бруса происходит за счет сил трения, возникающих между стенками, дном ручья и формуемым брусом. Однако этих сил оказывается недостаточно для получения качественной продукции. Валок-питатель также не может оказать существенного влияния на процесс формирования, так как предварительное уплотнение ограничивается высотой ребер барабана. Кроме того, при выходе бруса из мундщтука, в результате трения глины о стенки мундштука, скорость точек в поперечном сечении различна (наибольщая - в середине сечения, наименьшая - у периферии). Это приводит к сдвигу отдельных слоев друг относительно друга и к возникновению очагов разрушения в готовой продукции.
Цель изобретения - повышение качест10ва изделий.
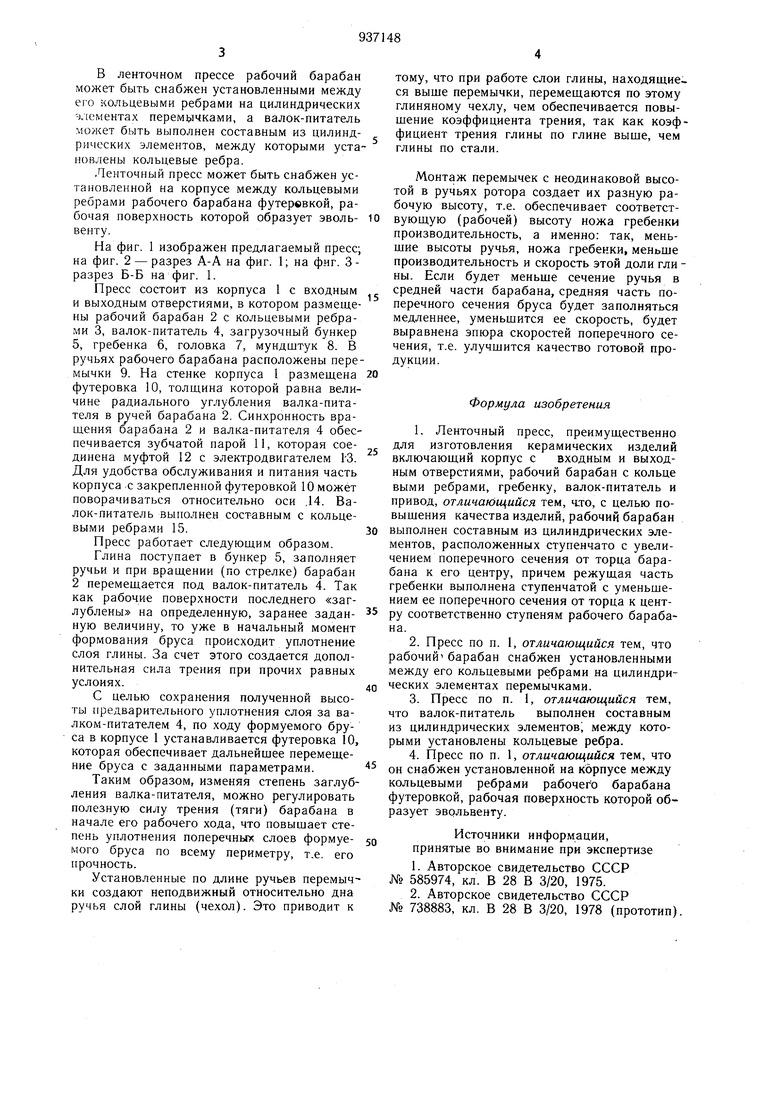
Поставленная цель достигается тем, что в ленточном прессе преимущественно для изготовления керамических изделий, включающем корпус с входным и выходным отверстиями, рабочий барабан с кольцевыми ребрами, гребенку, валок-питатель и привод, рабочий барабан выполнен составным из цилиндрических элементов, расположенных
20 ступенчато с увеличением поперечного сечения от торца барабана к его центру, причем режущая часть гребенки выполнена ступенчатой с уменьшением ее поперечного сечения от торца к центру соответственно ступеням рабочего барабана.
В ленточном прессе рабочий барабан может быть снабжен установленными между его кольцевыми ребрами на цилиндрических элементах перемычками, а валок-питатель может быть выполнен составным из цилиндрических элементов, между которыми установлены кольцевые ребра.
Ленточный пресс может быть снабжен установленной на корпусе между кольцевыми ребрами рабочего барабана футерввкой, рабочая поверхность которой образует эвольвенту.
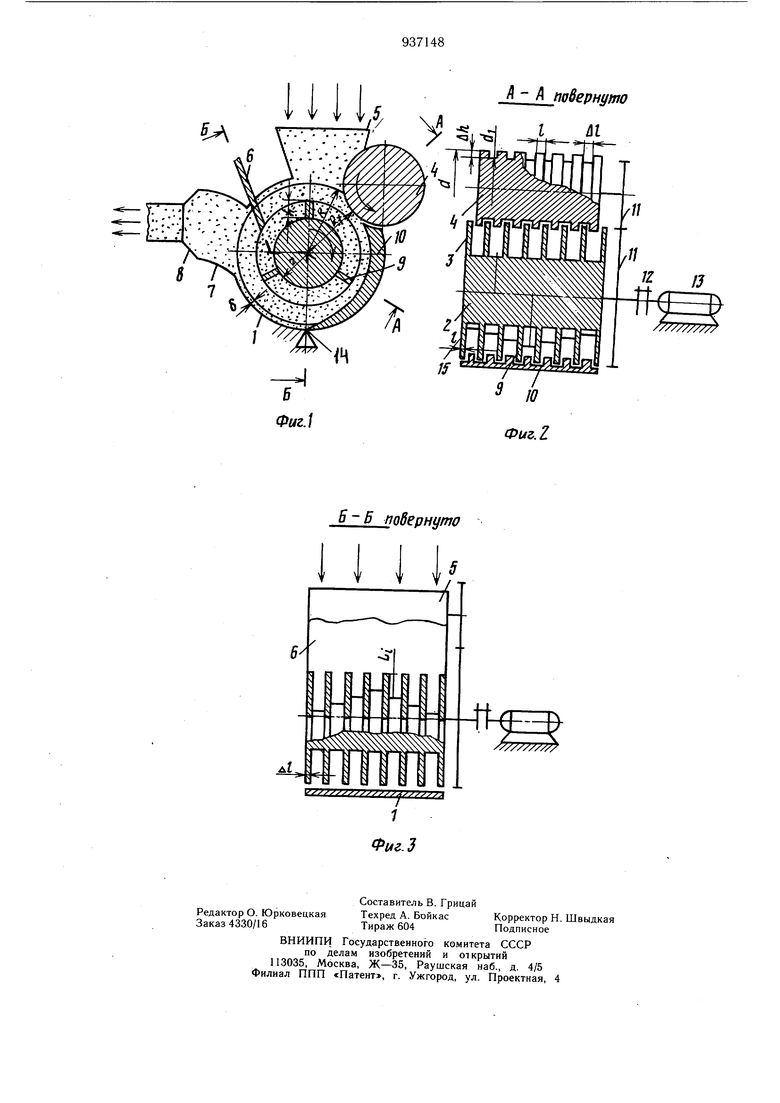
На фиг. 1 изображен предлагаемый пресс; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3разрез Б-Б на фиг. 1.
Пресс состоит из корпуса 1 с входным и выходным отверстиями, в котором размещены рабочий барабан 2 с кольцевыми ребрами 3, валок-питатель 4, загрузочный бункер 5, гребенка 6, головка 7, мундштук 8. В ручьях рабочего барабана расположены перемычки 9. На стенке корпуса 1 размещена футеровка 10, толщина которой равна величине радиального углубления валка-питателя в ручей барабана 2. Синхронность вращения барабана 2 и валка-питателя 4 обеспечивается зубчатой нарой 11, которая соединена муфтой 12 с электродвигателем 13. Для удобства обслуживания и питания часть корпуса с закрепленной футеровкой 10 может поворачиваться относительно оси ,14. Валок-питатель выполнен составным с кольцевыми ребрами 15.
Пресс работает следующим образом.
Глина поступает в бункер 5, заполняет ручьи и при вращении (по стрелке) барабан 2 перемещается под валок-питатель 4. Так как рабочие поверхности последнего «заглублены на определенную, заранее заданную величину, то уже в начальный момент формования бруса происходит уплотнение слоя глины. За счет этого создается дополнительная сила трения при прочих равных услоиях.
С целью сохранения полученной высоты предварительного уплотнения слоя за валком-питателем 4, по ходу формуемого бруса в корпусе 1 устанавливается футеровка 10, которая обеспечивает дальнейшее перемещение бруса с заданными параметрами.
Таким образом, изменяя степень заглубления валка-питателя, можно регулировать полезную силу трения (тяги) барабана в начале его рабочего хода, что повышает степень уплотнения поперечных слоев формуемого бруса по всему периметру, т.е. его прочность.
Установленные по длине ручьев перемычки создают неподвижный относительно дна ручья слой глины (чехол). Это приводит к
тому, что при работе слои глины, находящиеся выще перемычки, перемещаются по этому глиняному чехлу, чем обеспечивается повышение коэффициента трения, так как коэффициент трения глины по глине выще, чем глины по стали.
Монтаж перемычек с неодинаковой высотой в ручьях ротора создает их разную рабочую высоту, т.е. обеспечивает соответствующую (рабочей) высоту ножа гребенки производительность, а именно: так, меньшие высоты ручья, ножа гребенки, меньще производительность и скорость этой доли гли ны. Если будет меньше сечение ручья в средней части барабана, средняя часть поперечного сечения бруса будет заполняться медленнее, уменьшится ее скорость, будет выравнена эпюра скоростей поперечного сечения, т.е. улучщится качество готовой продукции.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
№ 738883, кл. В 28 В 3/20, 1978 (прототип побеонито
V, К noSepHumo
