J3 -/ W 37 }8
1
12 J }0
///:////, //ч / / // /7/У/.
I / ff
0 f 1 г5 21 S I I ; ./.-, .-.
5/J Jc
4-,1
СЛ
GO О
5 J
И:юбрегеиие относится к установкам для формования 1реиму1иественно бетонных и железобетонных изде;1ий в вертикальном положении кассетным способом.
Цель изобретения повышение производительности установки и качества готовой п)одукции при формовании изделий из .чи- тых бетонных смесей.
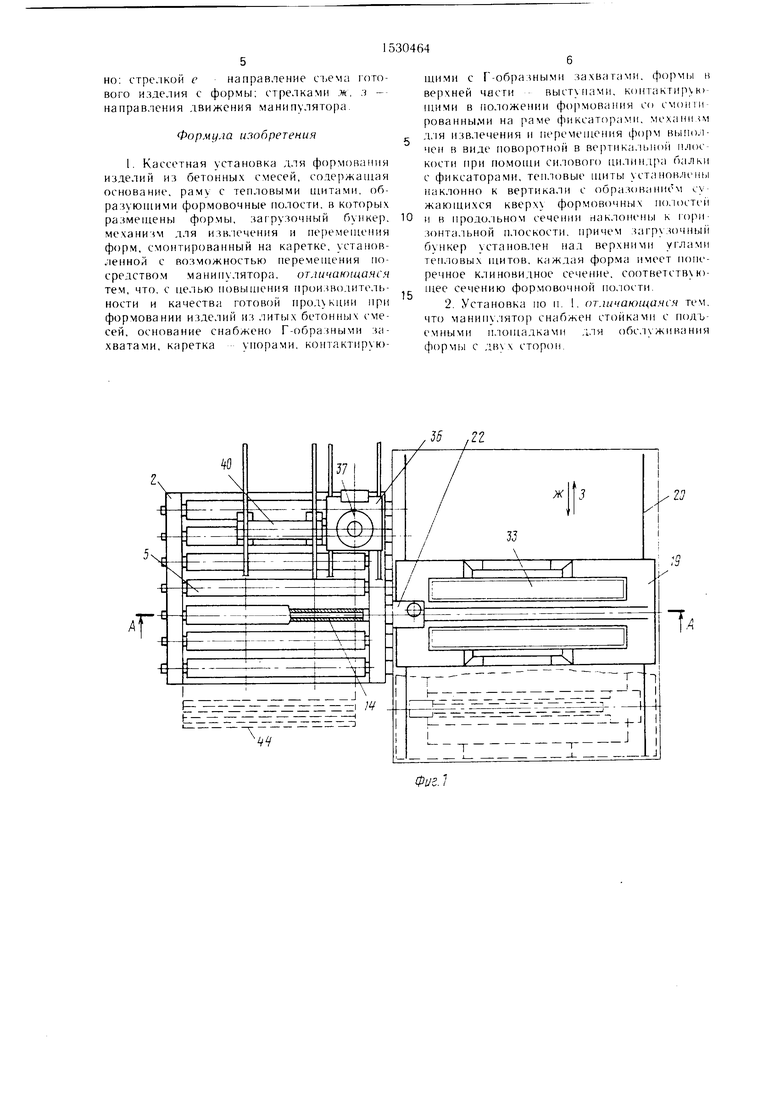
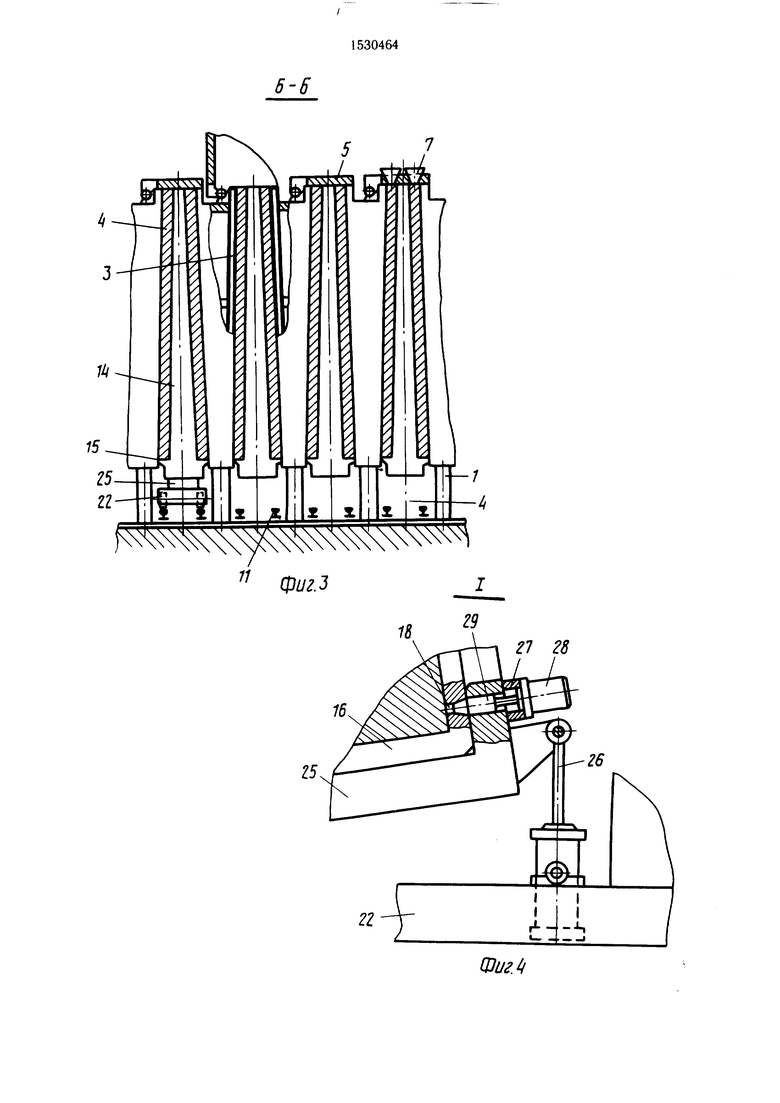
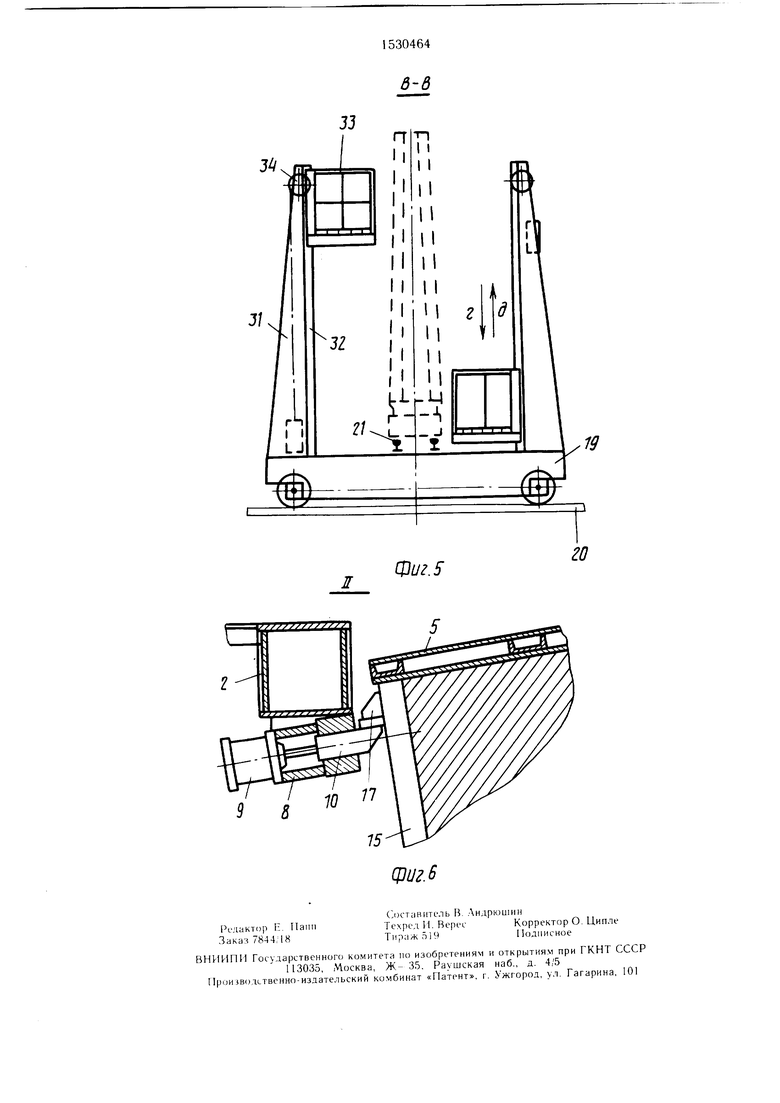
На фиг. 1 схематически изображена пред- .тагаемая кассетная установк. ви;1 в плане; на фиг. 2 разрез Л-А на фиг. 1; на фи1 . 3 разрез Б-Б на (}inr. 2; на фиг. 4 узел I на фиг. 2; на фиг. 5 разрез В-В на фиг. 2; на фи1. (i узел II на фиг. 2.
Кассетная установка для формования изде. 1ий из бетонных смесей состоит из основания I. на котором установ.тена ра.ма 2. Внутри рамы 2 смонтированы тепловые ши- Т1)| .. которые образуют клиновидные фо()- мовочные полости 4 кассетной ycTanosKii с основанием клина в нижней части установки.
Тепловые шиты 3 установлены сгапио- нарно и имеют наклон к юризонтали, причем поднятый край установки расположен со стороны выдачи изделий из кассетной установки В верхней части над каждой полосгью 4 с тем же нак. кяюм к гори.(()нта.ти, что и пщты 5, установлена откидная крышка 5, ко10)ая при закрывании 1ритягивается к геп.товым nuiraM 3. Па к|1)1Л1ках 5 установ.к ны к(Л1:1- ческие воронки 6 .тля ввода глубинных говых ()р()в и воронки 7 для подачи бегом ной смеси На раме 2 в Bepxneii части По оси каждой полости 4 с двух сторон смон- ти)ован1.1 (шксагоры Н, каждый из кото)1)1х сос юит 1м цилиндра 9 и соединенного со штоком цилиндра 1олзи1а 10. В каждой по- Лости 4 на основании 1 ус 1анов,лены направляющие 11 и Г-образные захваты 12 и 13.
Фо|1ма 14, к,иновидная в попе)ечнпм сечении, основание к.1ина |)асп()ложе11о в ее нижней части, снабжена разде,;1ите;1ьни11 CTi HKoii. TOjMioBbiMH 15 и нижними 16 бортами. В верхней части формы 14 на торцих устанон. 1ены выступы 17, а в нижней часги выпо, 1нены конические отверстия 18.
Л ан11пу,1ятор 9 установлен на направляющих 20. смонтированных вдо.1Ь формо- вочньгх п(.).1осгей кассетной установки. 11а направ.тяюших 21 манигп ятора 19 установлена KafHTKa 22, соединенная с цепным lo. i- кателем 23. На каретке 22 в niapnnpe 24 закреплена ба. 1ка 25, которая другим концом шарнирно соединена со пггоко.м пи,1индра 26. На ба.:ке 25 установлены фиксаторы 27, каждый из которых состоит из ци,1инд1)а 28 и связанного с его нгтоком ползуна 29.
В 1П1Жней части рамы каретки 22 ; та- нов.тены к,1иновые упоры 30, которые взаимодействуют с Г-образными захватами 12 и 13 основан41Я I. На ,1яторе 19 смонтированы две П-образные стойки 31, на кою рых в , яюших 32 станов,1ены под1,емные плошадки 33, перемешаемые при помощи приводов 34,
Над кассетной установкой установлены направляющие 35, на которы.х смонтирована приводная рама 36 с бункером 37 для бетонной смеси и подъемным механизмом 38. Параллельно бункеру 37 на направляющих 39 подве11 ена приводная балка 40 с подъемным механизмом 41, к которому при помощи канатов подвешена траверса 42 с глубинными
0 штанговыми вибраторами 43,
Работа на кассетной установке производи гея поточно в каждой полости. Подготов- ,пенная фо|).ма подается i-оризонтально (в направлении стрелки б, фиг. 2) кареткой 22 в соогветствующую полость 4. Нри этом ка|)етка 22 доходит своими клиновыми вы- .ступами 30 до Г-образных упоров 12 и 13. Затем при помощи цилиндра 26 балку 25 поднимаюг на шарнире 24 (в направлении сгрелки в. фиг. 2) и доводят клиновидную
0 форму до упора в крыщку 5. При помощи фиксаторов 8 форма фиксируется в наклонном положении. Отводят фиксаторы 27 и ба, 25 возвращают в нижнее положение, затем возвращают в исходное положение каретку 22 (в направлении стрелки а, фиг. 2)
° В полость 4 с подготовленной фор.мой через воронки 7 крышки 5 при помощи бункера 37 ||ол.ается ,|1итая бетонная смесь. Для более эффективного заполнения формы через конусные воронки 6 вводят глубинные штан- ювые виб)аторы 43. После окончания формования и нредварительной выдержки производи 1ся теп,1овая обработка изделий.
ДЛя )асиалубки изделий манииулятор 19 с1анавливается на оси очередной полости кассетной установки. Каретку 22 вводят в полость и поднимают балку 25 до упора в к. пиювидную форму.
.Затем отводят фикса горы 8 и закрепляют к,1иновидную фор.му к балке 25 при помощи фиксато)ов 27. Выпрессовку (расклинивание) |)ормы с изделия.ми из клиновидной
0 полости 4 производят при помощи цилиндра 26. силия расклинивания формы воспринимаются си,1овой рамой 2 и Г-образными захватами 12 и 13, закреп.ченными в основании 1.
После вьп1)ессовки каретку 22 вместе с ф1.1рмой 14 и изде.тиями подают по стрелке а на ма11ип, 1ятор 19. Изделия с формы снимают при помощи крана. Затем производится чисгка и смазка рабочих поверхностей формы. Д.1я установки ар.матурных каркаQ сов 44 манипулятор 19 с формой устанавливают к крайнее положение.
Для выполнения работ по чистке, смазке фо|)мь и установке ар.матуры рабочие перемещаются по подъемным площадкам 33 (в направлении стрелок с , д, фиг. 5) мани5 пу.1ятором 19 и кареткой 22 в свою полость: При необходимости чистки и смазки рабочей ti()He)XHoc ги крышки 5 последняя может отки.чываться. На чертежах также обозначе0
5
5
но: стрелкой с направление с ьема 1ч)то- вого изделия с формы: стрелками ж. з -- направления движения манипулятора.
Форму-ш изобретения
I. Кассетная установка для формования изделий из бетонных смесей, содержащая основание, раму с тепловыми щитами, об- разуюп1ими формовочные полости, в которых размеп1ены формы. :1агрузочный бункер, механизм для изв.1ечения и пе)еме1иения форм, смонтированный на каретке, установленной с возможностью перемещения посредством манипулятора. отличающаяся тем. что. с целью повышения производительности и качества готовой продукции при формовании изделий из литых бетонных смесей, основание снабжено Г-образными хватами. каретка упорами, контактирую
щими с Г-обра:1ными захватами, формы и верхней чвсги - выступами, контактирующими в положении формования со смонги рованны.ми на раме фиксатора п1. механизм Д.-1Я извлечения и перемещения форм выпо.п- чен в виде поворотной в вертика.ипюй плоскости при помощи силового и1ли)|дра балки с фиксаторами, тепловые щиты установ. и-иы наклонно к вертикали с образованием су жающихся кверху формовочных no.iocTcii и в продольном сечении наклонены к горизонтальной плоскости, причем загр зочный бункер установлен над верхними углами тепловых Н1ИТОВ. каждая форма имеет поперечное клиновидное сечение. соответств ю- niee сечению формовочной полости.
2. Установка по п. I, отличающаяся тем. что манипу. 1ятор снабжен стойками с подъ- е.мными площадками для обслуживания форм1)1 с дв X сторон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU764981A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Установка для формования бетонных изделий | 1985 |
|
SU1380968A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1646870A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Устройство для извлечения изделий из неразъемных форм | 1987 |
|
SU1445975A1 |
| Виброударная установка для формования изделий из бетонных смесей | 1983 |
|
SU1174263A1 |
| Установка для укладки бетонной смеси в отсеки клиновых форм | 1987 |
|
SU1528661A1 |
Изобретение относится к установкам для формования преимущественно бетонных и железобетонных изделий в вертикальном положении кассетным способом. Цель изобретения - повышение производительности установки и качества готовой продукции при формовании изделий из литых бетонных смесей. Кассетная установка содержит основание 1, на котором установлена рама 2. Внутри рамы 2 смонтированы тепловые щиты 3, образующие клиновые формовочные полости с основанием клина в нижней части установки и наклоненные к горизонтали в продольном сечении. На раме 2 смонтированы фиксаторы 8. На основании 1 расположены Г-образные захваты 12 и 13. В верхней части клиновой формы имеются выступы, взаимодействующие с фиксаторами 8, а в нижней - отверстие. Манипулятор 19 установлен с возможностью перемещения вдоль кассетной установки. На направляющих манипулятора 19 установлена каретка 22, соединенная с цепным толкателем 23. На каретке 22 в шарнире 24 закреплена балка 25, которая другим концом шарнирно соединена со штоком цилиндра. В нижней части каретки 22 установлены клиновые упоры 30, взаимодействующие с Г-образными фиксаторами 12, 13. На манипуляторе 19 смонтированы две П-образные стойки 31, на которых установлены перемещающиеся подъемные площадки 33. 1 з.п. ф-лы, 6 ил.
Шuг.f
9 8
д-в
Фиг. 5
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU764981A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
