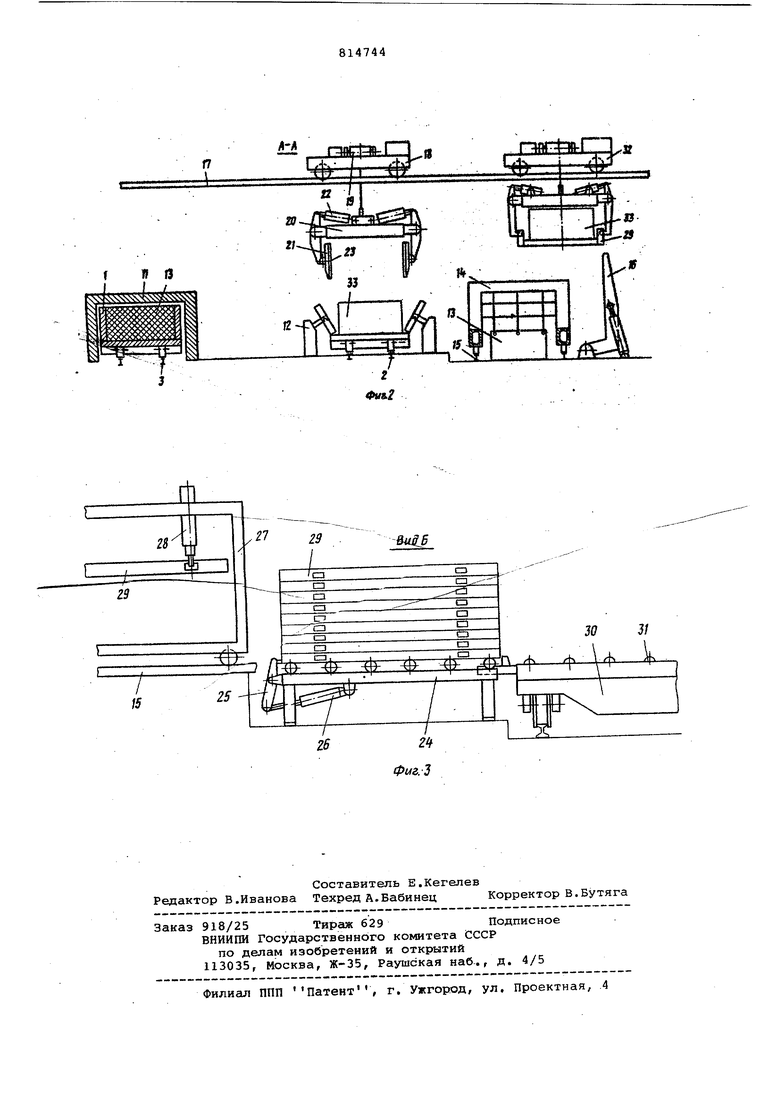
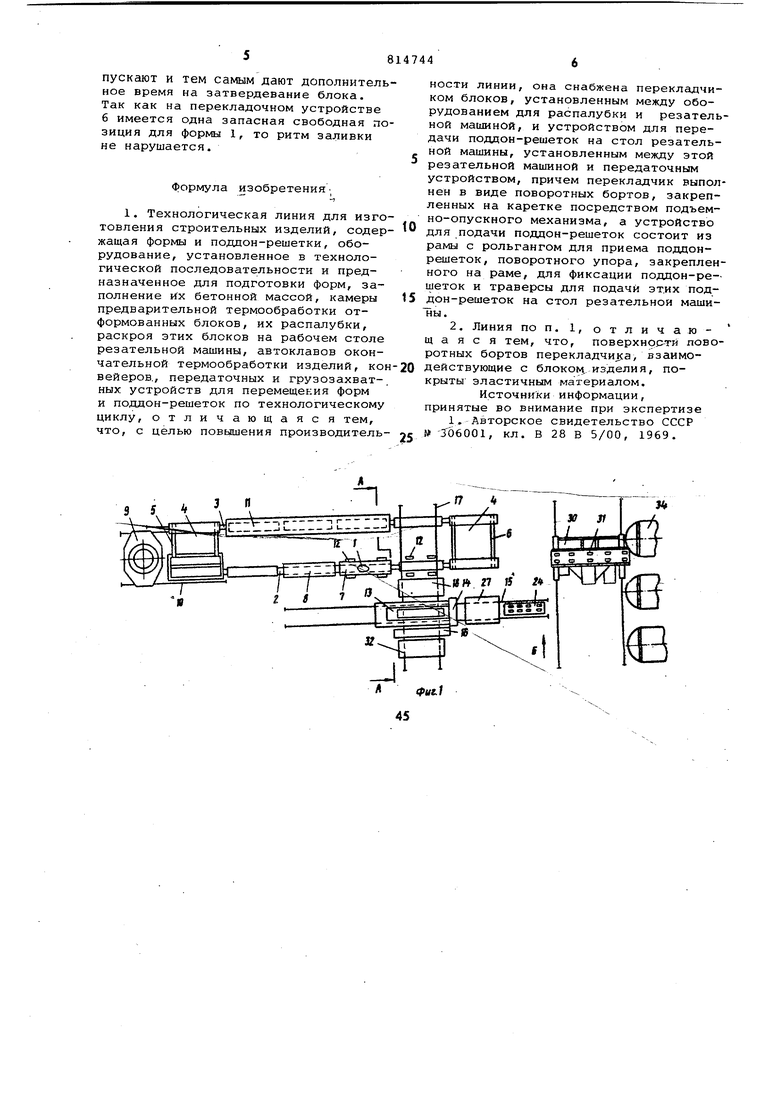
форм 1, движущихся по конвейерам 2 и 3, соединенных в обоих концах 4 передаточными устройствами 5 и 6, оборудования для подготовки форм в виде машины 7 для очистки машины 8 и смазки, оборудования заполнения форм бетонной массой в виде смесителя 9 и виброустановки 10, камеры 11 предварительной термообработки отфор мованных блоков и двух установок 12 распалубки. В состав линии входит оборудование разрезки блоков,содержащее рабочи 13, агрегат 14 продольной разрезки, установленный на рельсовый путь 15, и установку 16 поперечной разрезки, а также перекладчик блоков который состоит из установленной на рельсовый путь 17 каретки 18, подъем но-опускного механизма 19 с рамой 20 На раму 20 установлены поворотные борта 21 с силовыми цилиндрами 22. Поверхности поворотных бортов 21, вз имодействующие с блоком, покрыты эла тичным материалом 23, который служит для повышения надежности захватывани Кроме того., в состав линии входит устройство для передачи поддон-решеток в виде рольганга-накопителя 24 с закрепленным на его раме поворотны упором 25с силовым цилиндрам 26 и траверсы для подачи поддон-решеток, которая состоит из установленной на рельсовый путь 15 подвижной рамы 27 с захватывающим механизмом 28. Для подачи поддон-решеток 29 на рольганг накопитель 24 служит передаточное устройство в виде стандартного передаточного моста 30, снабженного роли ками 31. На рельсовый путь 17 установлено устройство 32 транспортировки, для подачи разрезанного блока 33 на поддон-решетку 29 на окончательную термообработку в автоклавы 34. Технологическая линия работает следующим образом. После очистки от остатков прилипшей смеси вращающимися щетками машин 7 для очистки, с помощью установки 12 распалубки борта формы 1 закрываются и по конвейеру 2 форма 1 подает ся к машине 8 для смазки, где внутре ние поверхности формы покрываются смазкой для предотвращения прилипания смеси. Подготовленная таким образом форма 1 подается дальше на пер даточное устройство 5 в зону работы оборудования заполнения формы ячеисто-бетонной массой. Приготовленную в смесителе 9 массу заливают в форму 1 и на виброустановке 10 производят вибровспучивание залитой массы, Далее по передаточному устройству 5 и конвейеру 3 форму 1 подают в камеру 11 предварительной термообработки После предварительной термообработки по конвейеру 3, передаточному устрря ству 6 и конвейеру 2 форму 1 с блоком 33 подают на установку 12 для распалубки где механизировано производят открывание бортов. По рельсовому пути 17 подъезжает и останавлива ется под блоком 33 каретка 18 перекладчика блоков . Рама 20 подъемно-опускного меха изма 19 опускается и силовые цилиндры 22 прижимают поворотные борта 21 к блоку 33. Таким образом, захваченный блок 33 поднимают с формы 1, подают в зону работы оборудования разрезки блоков и устанавливают на рабочий стол 13, куда заранее была установлена поддон-решетка 29, а форма Iперемещается по конвейеру 2 к машине 7 для очистки.Формы 1 совершают движение по замкнутому кругу и тем самым осуществляется ритмичное изготовление блоков для дальнейшей разрезки . Натянутыми струнами агрегата 14 продольной разрезки и установки 16 поперечной разрезки производится разрезка и далее устройством 32 транспортировки разрезанный на изделия блок 33 на поддон-решетке 29 снимается с рабочего стола 13 и отправляется на окончательную термообработку в автоклав 34, а в рабочий стол 13 устанавливается новая поддон-решетка 29. Осуществляется это следующим образом. На ролики 31, смонтированные дополнительно на передаточном мосту 30 в соседнем пролёте, где проводится распалубка готовой продукции, устанавлиювают пакет поддон-решетЬк 29. После этого передаточный мост 30 движется к устройству для передачи поддон-решеток и укомплектованный пакет поддон-решеток 29 посредством толкателя передаточного моста 30 подается на рольганг-накопитель 24 до тех пор, пока смонтированный в поворотной упоре 25 датчик не даст сигнал для остановки и обратного хода толкателя передаточного моста 30, а силовой цилиндр 26 через поворотный упор 25 зафиксирует пакет поддон-решеток 29 точно, в позиции захватывания их траверсой для подачи поддон-решеток. По рельсовому пути 15 подъезжает подвижная рама 27 траверсы для подачи решеток и захватывающим механизмом 28захватывается верхняя поддон-решетка 29. Далее по рельсовому пути 15 рама 27 перемещается в зону оборудования разрезкии поддон-решетка 29устанавливается в рабочий стол 13. Если блок 33 при выходе из камеры IIпредварительной термообработки пригоден для резки, то перекладчиком блоков его снимают с формы 1 и устанавливают на рабочий стол 13 для резки. При недостаточном затвердевании блока один цикл разрезки, проpi s : :::. Формула изобретения. 1. Технологическая линия для изгог:™-- -- -о1г ;;;:cK r;o :s ii:-°o.:/:-°™: назначенное для подготовки форм заполнение их бетонной массой камеры предварительной термообработки отформованных блоков, их распалубк раскроя этих блоков на рабочем резательной машины, автоклавов окончательной термообработки изделий кон вейеров, передаточных и грузозахватных УСТРОЙСТВ для перемещения фо.м и поддон-решеток по технологическому циклу, отличающаяся тем, что, с целью повышения производитель3544 резательной машиной и переда чн .---;г .-.---„-2-.А p.zrs-.s Е дон-решеток на стол резательной маши2. Линия поп. 1, отличатп ° noaepxH oiJ ловоп й ° перекладчиьса, взаимодействующие с блоком, изделия, покрыты эластичным материалом. Источники информации принятые во внимание при экспертизе м -Гп;пп ° ° свидетельство СССР 306001, кл. В 28 в 5/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1984 |
|
SU1229044A2 |
| Технологическая линия для изготовления строительных изделий | 1981 |
|
SU969526A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Технологическая линия для изготовленияячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU850387A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1977 |
|
SU735401A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |