ел
00
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКИ ПЛОСКОГО ПРОКАТА ИЗ ЛАТУНИ Л63 В ПОПЕРЕЧНОМ МАГНИТНОМ ПОЛЕ | 2017 |
|
RU2661297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ горячей прокатки металлической полосы | 1991 |
|
SU1809786A3 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| Агрегат непрерывной обработки протяжных изделий | 1984 |
|
SU1234445A1 |
| Способ производства ленты из электротехнической стали | 1990 |
|
SU1747513A1 |
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
Изобретение относится к термической обработке черных и цветных металлов и их сплавов, в частности, к термообработке металлической ленты в рулонах. Целью изобретения является повышение производительности процесса и повышение качества ленты за счет снижения неравномерности распределения температуры. Способ включает нагрев ленты до температуры термообработки при намотке ее на нагревательный ролик со скоростью VI=[2(Α1+Α2)φRI]/(δ ρCP).[LN(TO-TH)/(TO-TK)]-1, м/с, при I=ON, где TH, TK - температура ленты до нагрева и термообработки, °С
T1, T2 - температура ролика и камеры, °С
TO=(Α1.T1+Α2.T2)/(Α1+Α2)2, °C
Α1, Α2 - коэффициенты теплообмена, Вт/м2.К
CP - теплоемкость, Вт/м2.К
ρ - удельная плотность ленты, г/см3
δ - толщина ленты, мм
RI - радиус I -го витка, см
I - порядковый номер витка. После нагрева осуществляют выдержку и охлаждение при смотке ленты на охлаждаемый ролик со скоростью VIC=(2W.φ.RI)/ΔТI, м/с
I=ON, где W - скорость охлаждения ленты, °С/с
ΔТI - перепад температур, °С. Способ позволяет существенно увеличить производительность процесса и повысить качество металла. 1 ил., 3 табл.
Изобретение относится к термической обработке черных и цветных металлов и их сплавов, в частности к термообработке металлической полосы в рулонах.
Целью изобретения является повышение производительности процесса и повышение качества ленты за счет снижения неравномерности распределения температуры.
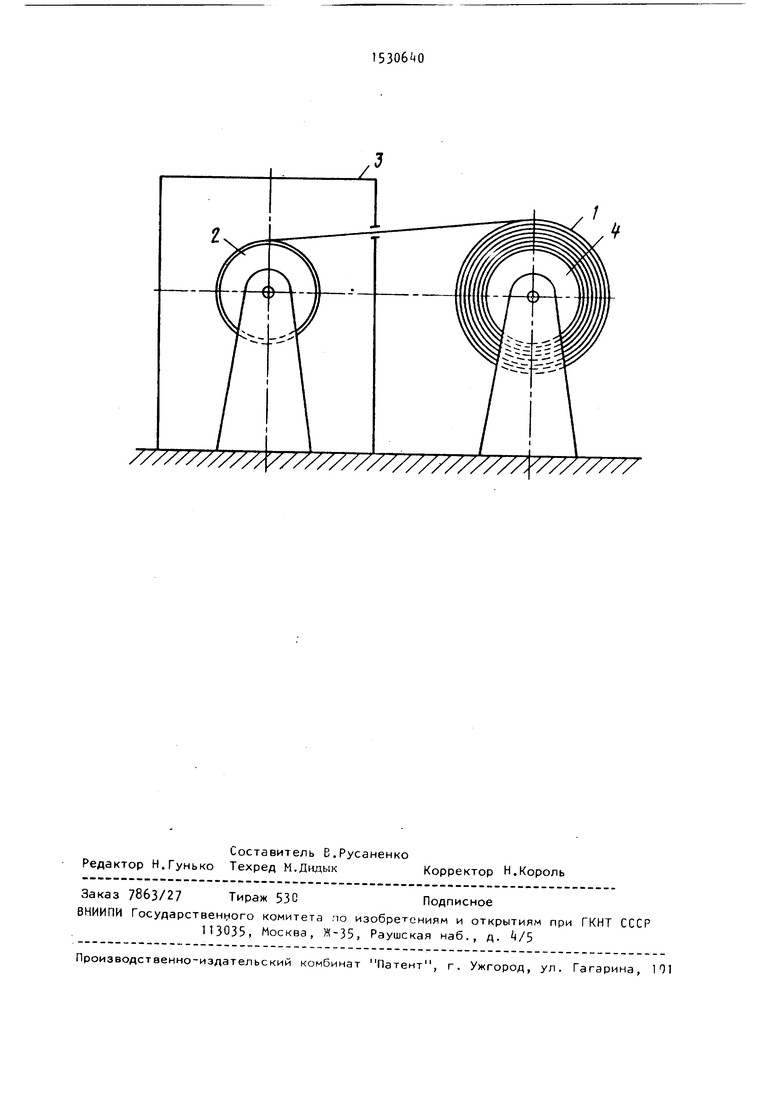
На чертеже изображена установка, на которой осуществляют термообработку ленты из стали марки ОХ18Н10Т
размером 50x0,3 мм. Рулон холоднокатаной стали 1 с на яжением наматывают на нагреваемый ролик 2, установленный в разогретой печи 3. Нагрев печи изменяют в диапазоне 750-Ч50°С, а нагрев ролика производят до 750 С. I
Процесс нагрева и охлаждения метал- лич- -ской ленть осуществляют в безокислительной среде, чек предотвращают образование окисной пленки на поверхности металла, ухудшающей качество металла и теплообмена в процессе
намотки ленты на нагреваемый ролик и перемотки ее на охлаждаемый ролик.
Нагрев ленты выполняют таким образом, что каждый очередной виток в течение времени одного оборота ролика нагревается до Т. Это обеспечивают тем, что скорость намотки ленты, зависящая от радиуса i-ro витка и врь мени, необходимого для его нагрева
начальной температуры Т, до Т , опеляется из выражения
2(oi,+oiJ :rr;
Трс
р
In
TO-T
и
TO-TK
1
м/с;
при де Т
,N,
- температура термообработки,
С-
Т, - температура нагретой поверхности контактного ролика или предыдущего витка, °С; температура рабочего пространства камеры. С;
То
30
oi.Ti+«tiTi 25
коэффициент контактного теплообмена с роликом или предыдущим витком рулона, Вт.
М2.К
коэффициент радиационно-кон- вективного теплообмена ленты
Вт с внешней средой, ift
М 1
средняя теплоемкость материала ленты в интервале темпеВтратур нагрева,
удельная плотность материала ленты, г/смз; толщина ленты, мм; температура ленты до нагреОГ.
35
40
ва,
порядковый номер очередного
витка;
радиус i-ro витка, см, нагрев очередного витка осуна поверхности предшествуюа посредством контактного
от окружающей среды.
ния процесса нагрева и охдостигают за счет плотного холодной и нагретой поверхлотный контакт обеспечивают смотке с натяжением, что образование зазоров между процессе нагревания и ох, обусловленных тепловым рас45
50
55
ширением. Поэтому при рвг п -аци;-1 ::-,: соба имеют коэффиц п теп ..з дач1 ; в контакте двух поверхностей на уроьВт
не 500-600 -j-jT, что многократно
М Г
больше известных значений суммарного коэффициента теплоотдачи при конвективно-радиационном теплообм не
5°0
в протяжных и колпановых пе5
0
0
5
5
чах.
Намотка полосы на нагреваемый ролик производится в камере с защитной атмосферой, температура которой равна (1 , 1 - 1 , 2)Т|, При температуре каменине 1,1 TI; полоса не нагреется
ры до ше
Т,, а при температуре камеры боль1,2 Т - перегреется.
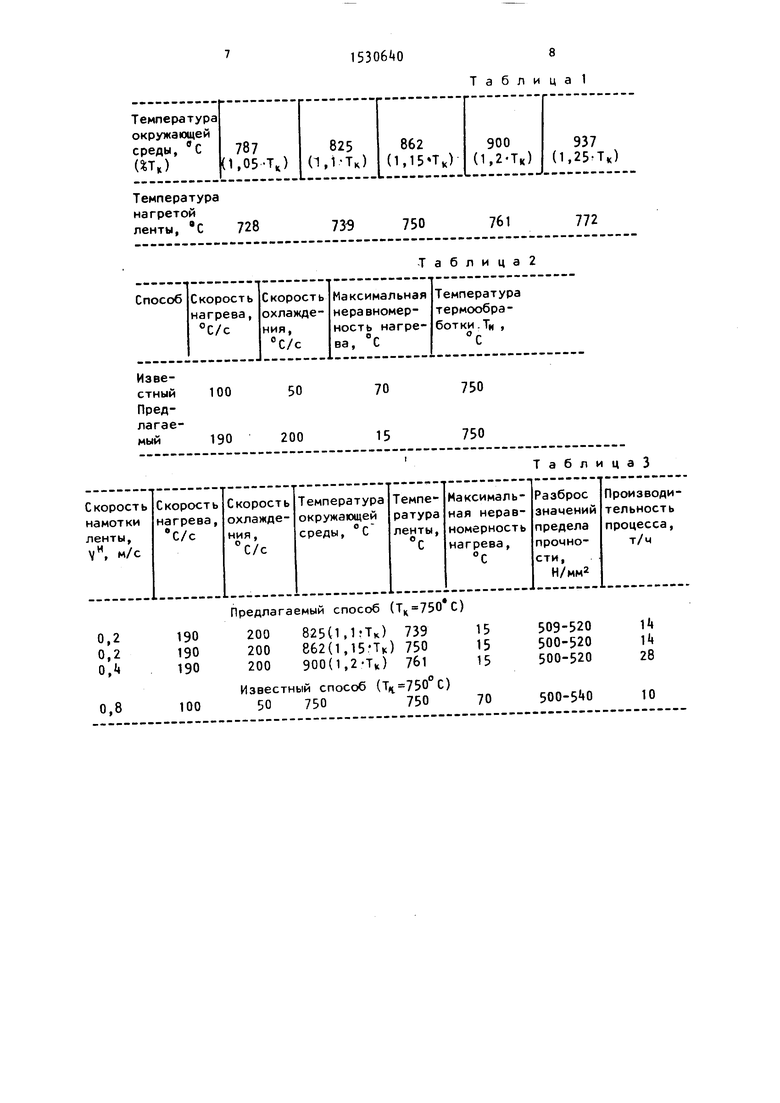
Результаты нагрева полосы при различных значениях температуры камеры нагрева представлены в табл.1. Нагрев производится при Т,750°С. .
Смотанный рулон подвергается изотермической выдержке при указанной температуре в течение 60 с с целью выравнивания распределения температуры по ширине и толщине рулона, что позволяет получить ленту с равномерно распределенными физико-механическими свойствами. Охлаждение ленты путем перемотки ее в рулон на ролик, охлаждаемый до заданной температуры, проводят таким образом, что скорость смотки ленты позволяет охлаждать ленту с заданном скоростью W, При этом скорость смотки ленты опрСАепяется из выражения
0
5
0
5
V; где W
,г- . ,
2WNr,
м/с; ,N,
iT;
заданная скорость охлаждения металла, С,/с;
AT - перепад температу между нагретой лентой и члзждаощей поверхностью i-rc витка, С, Охлаждающий и нагреветзльный ролики выполнены из стали марки СтЗ и имеют диаметр АОО мм. Нагрев ролика 2 осуществляют внутренней нихромовой спиралью. Охлаждение ролика осущест вляют водой. Температуры поверхностей роликов контролируют хромель- амомелевыми термопарами, находящимися в контакте с поверхностями роликов, с точностью i5°С. Температуру стальной полосы в процессе нагрева и охлаждения контролируют с помощью пирометра Смотриг 17-05 с диапазо ном измерения температур 200-900 С,
5
погрешностью 1,5. Линейную скорость движения ленты задают в интервале 0,2-0, 4 м/с. Температуру пеми контролируют хромель-амомелевой термопарой с точностью 15°С.
Нагрев ленты осуществляют от температуры , Намотку ленты и ее перемотку выполняют с натяжением, равным 3-10 МПа. При этом суммарный коэффициент теплоотдачи составляет 1060-1200 Вт/(м2.К). Последующее охлаждение ленты осуществляют со скоростью 200°С/с.
Неравномерность нагрева ленты по ширине измеряют контактной хромель- амомелевой термопарой с точностью i5°C. Неравномерность температуры по толщине рулона измеряют пирометром ПЧ - 13105 с диапазоном измерения 600-1300 С и погрешностью 1,5. Измерения неравномерности температуры осуществляют на выходе из камеры нагрева и выдержки в процессе размотки нагретого рулона и передачи ленты для охлаждения на охлаждаемый ролик.
В табл.2 и 3 приведено сравнение предлагаемого способа с известным (нагрев ленты до температуры термообработки 750°С, выдержка 60 с и охлаждение) .
Сравнение предлагаемого и известного способов показало, что при применении предлагаемого способа скорост нагрева металлической ленты возрастает в два раза, а скорость охлаждения в четыре раза, неравномерность температурного поля для предлагаемого способа уменьшается более, чем в три раза, производительность процесса возрастает в 1,-2,8 раза.
формула изобретения
Способ термообработки металлической ленты, включающий нагрев до температуры термообработки, выдержку и последующее охлаждение, отличающийся тем, что, с целью производительности процесса и повышения качества ленты за счет снижения неравномерности распределения температуры, нагрев ленты ведут в печи с безокислительной атмосферой с тем
10
15
пературой (1,1-1,2)1, °С, при непрерывной намотке ее с натяжением нл ролик, подогреваемый до температуры Т)( , скоростью намотки ленты, определяемой из выражения
v« - 2i,ioi tii4in I -:b1
SpCp , где Т - температура термообработки,
т - температура нагретой поверхности контактного ролика или предыдущего витка, С;
Т - температура рабочего пространства камеры, °С;
0
5
0
5
Ы, о ыГ+V,
i
- коэффициент контактного теплообмена ленты с роликом или предыдущим витком рулоВт
м2. к
- коэффициент радиационно-кон- вективного теплообмена ленты
Вт с внешней средой,
Ср - средняя теплоемкость материала ленты в интервале температур Т, Т, -J--;
удельная плотность материала ленты, толщина ленты, мм; Тц - температура ленты до нагреО f.
ва. С; i - порядковый номер очередного
витка;
г; - радиус i-ro витка, см, 0 выдержку ленты осуществляют в рулоне в печи, а охлаждение ведут при реверсивной перемотке ленты из нагретого рулона в рулон, наматываемый с натяжением на охлаждаемый ролик со ско- 5 ростью на смотке ленты, определяемой из выражения
Р
8
V,
м/с, при i 0,N,
где W - заданная скорость охлаждения
ленты, С/с;
ЛТ; - перепад температур между нагретой лентой и охлаждающей поверхностью i-ro витка, С.
Температура
нагретой
ленты, Ч 728
750
190 190 190
100
Предлагаемый способ (Тц
825(1.) 739 862(1,IS-TIC) 750 900(1,2-Тн) 761
Известный способ ( С) 50 750 750
200 200 200
Таблица 1
73Э
750
761
772
Таблица2
ТаблицаЗ
750 С)
509-520 500-520 500-520
500-5 0
k k
28 10
.ЛУ.У.У.Л Jyyv..l.yyyyy(.yylyJyyyyy
////////////////////////////////X////////
| Способ отжига холоднокатаной ленты | 1985 |
|
SU1260396A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аптерман В.Н, Протяжные печи, - М | |||
| : Металлургия, 1969, с, чО, | |||
