Изобретение относится к черной металлургии, в частности к переработке ферросплавных шлаков с извлечением немагнитного сплава, и может быть использовано для получения из шлаков абразивного материала.
Цель изобретения - повьш1ение абразивной способности.
Сущность способа заключается в следующем.
Перед пневмосепарацией шлак расслаивают на слои. Расслоение на слои и пневмосепарацию ведут на перфорированной поверхности, установленной с возможностью качания, в восходящем воздушном потоке. Скорость восходящего воздушного потока при расслоении составляет от 0,7 до 0,9, а при пневмосепарации - от 1,0 до 1,2 скорости витания частиц шлака с размером, соответствующим нижнему пределу крупности абразивного зерна. После пневмосепарации проводят классификацию шлака с вьщелением абразивного зерна.
Пример. Исходньм материалом являются три вида ковшевых остатков шлаков: шлак силикомарганца с исходной крупностью 0-20 мм (1) и 0-40 мм (2) и стабилизированный шлак углеродистого ферромарганца крупностью 0-20 мм (3).
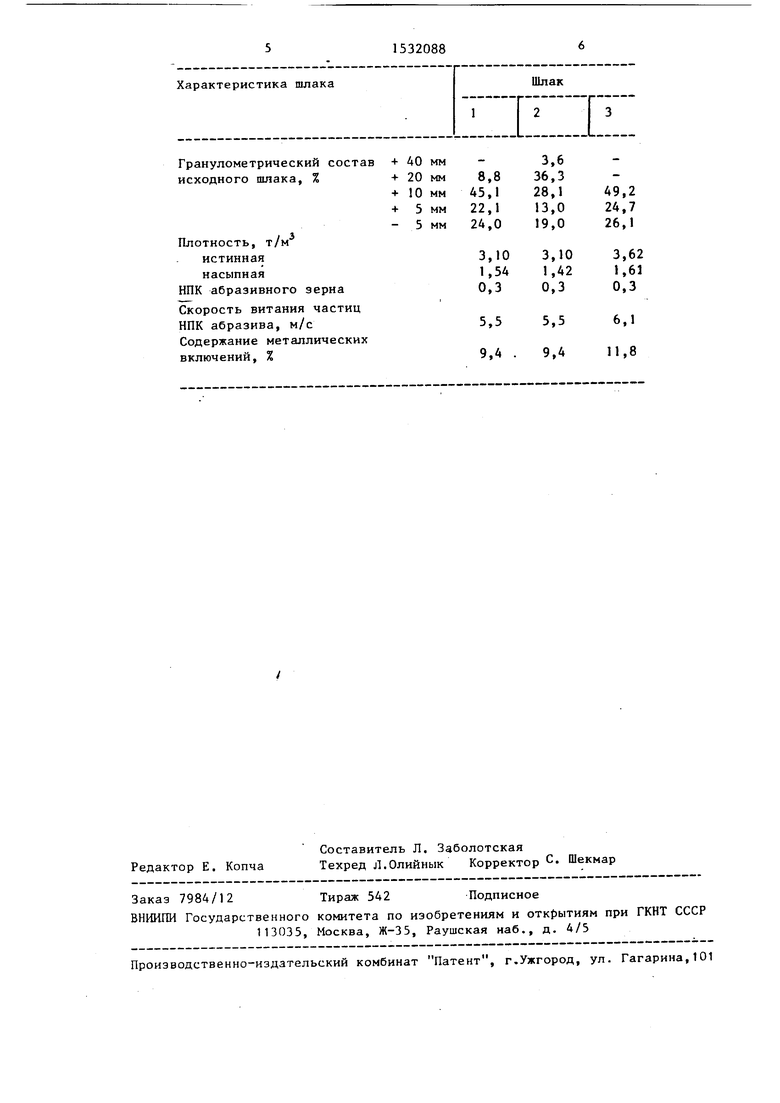
Характеристики шлаков приведены в таблице.
Исходный шлак подают на перфорированную поверхность, установленную с возможностью качания, где его предварительно расслаивают на слои при скорости восходящего воздушного потока: 4,4 м/с (отношение скорости воздушного потока к скорости витания частиц абразивного зерна крупностью 0,3 мм составляет 0,8). В нижней части его слоя сосредотачиваются частицы сплава и прометаллен ного шлака, в верхней - частицы чистого шлака. Движение перфорированной ловерхности при достаточной скорости восходящего воздушного потока препятствует переносу свободных от шлака металлических частиц к продольной левой стороне поверхности и таким образом, шлак, попадая на вторую стадию сепарации, в зону действия аспирационного вентилятора, практически свободен от этих частиц Оптимальная скорость воздушного потока через поверхность шлакового слоя на первой стадии пневмосепара- ции должна быть в пределах 0,7 - 0, значения скорости витания (V ) частиц шлака с размером, соответст- вуюшим нижнему пределу крупности (НПК) выделяемого впоследствии классификацией абразивного зерна.
В таком режиме работы технологического вентилятора на поверхность слоя сепарируемого материала выносятся мелкие частицы шлака вплоть до крупности, близкой к НПК абразива, часть из которых в виде пыли уносится в систему воздухоочистки технологического ко)1тура. Превьш1ени величины 0,9 Vg., приводит к заметному уносу частиц ишака абразивного класса с воздушным потоком и мелких частиц сплава, снижается эффективность сегрегации шлакового материала по плотности компонентов. Скорость воздуха ниже 0,7 V j.- не обеспечивает требуемого режима передвижения шлака в деке сепаратора, затрудняет вынос мелких и легких частиц к поверхности слоя шлака.
Содержание в абразиве сплава и частиц шлака мельче НПК абразива составило соответственно 0,4 и 2%. Абразивная способность 0,063 г/см .
После этого ишак подвергают пнев мосепарации при скорости восходящего воздушного потока 6,05 м/с (отношение скорости воздушного потока к скорости витания частиц абразивного зерна крупностью 0,3 мм составляет 1,1).
Сосредоточенные на поверхности шлака частицы, близкие по размерам к НПК абразива, подхватьшаются этим
потоком и выносятся и локализуются в системе сбора пыли аспирационного контура. Вместе с ними из массы шлака удаляются и менее плотные частицы, например кусочки вспученного при водяном охлаждении в траншее шлака, в том числе и с размерами выше НПК абразивного класса, мелкие и легкие частицы посторонних материалов (футеровка, мусор и т.д.) и остатки пыли, не подвергшиеся пнев- моэвакуации при расслоении. Превышение указанного предела скоростей
восходя1чего потока воздуха (более 1,2 Vm,) приводит, к интенсивному уносу части шлака абразивного класса с воздухом. При скоростях потока воздуха, меньших 1,0 мт эффективность пневмосепарации ре ко снижается, что затрудняет дальнейшую классификацию шлака и выделение его абразивного класса.
Содержание в абразиве сплава и частиц шлака мельче НПК абразива
составило соответственно 0,4 и 2,0%, Абразивная способность 0,063 т/см .
Последующее выделение абразивно- го класса из такого материала сводится к классификации (рассеву) его по верхнему пределу крупности абразива одним из известных способов, что значительно упрощает эту стадию переработки и повьш ает абразивную
способность выделенного порошка,
Формула изобретения
40
Способ переработки шлаков ферро
сплавного производства, включающий выделение металлических включений и классификацию шлака с выделением .абразивного зерна, отличающийся тем, что, с целью снижения потерь металла и повышения абразивной способности зерна, выделение металлических включений ведут путем пневмосепарации на перфориро.ванной поверхности, установленной с возможностью качания, в восходящем воздушном потоке в две стадии, при этом на первой стадии скорость воздушного потока устанавливают от 0,7
до 0,9, а на второй - от 1,0 до 1;2 скорости витания частиц uuiaKa с размером , соответствующим нижнему пределу крупности абразивного зерна.
Гранулометрический состав исходного шлака, %
Плотность, т/м
истинная
насыпная
НПК абразивного зерна Скорость витания частиц НПК абразива, м/с Содержание металлических включений, %
40 мм 20 мм 10 мм 5 мм 5 мм
8,8 45,1 22,1 24,0
3.6 36,3 28,1 13,0 19,0
3,103,10
1,541,42
0,30,3
5,55,5
9,4 .9,4
49,2 24,7 26,1
3,62 1,61 0,3
6,1 11,8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения абразивного зерна из ферросплавных шлаков | 1989 |
|
SU1683814A1 |
| Способ выделения абразивного материала из шлаков для струйной обработки поверхностей | 1986 |
|
SU1484370A1 |
| Способ выделения абразивного материала из металлургических шлаков | 1990 |
|
SU1740084A1 |
| Способ переработки рассыпающихся шлаков | 1982 |
|
SU1069875A1 |
| Способ выделения абразивных материалов из металлургических шлаков | 1989 |
|
SU1711995A1 |
| Способ классификации сыпучих материалов и устройство для его осуществления | 2023 |
|
RU2812942C1 |
| СПОСОБ ВОЗДУШНОЙ СЕПАРАЦИИ ТОНКОДИСПЕРГИРОВАННЫХ СЫПУЧИХ МАТЕРИАЛОВ ПО КРУПНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2196012C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ТВЁРДЫХ МАТЕРИАЛОВ ПО КРУПНОСТИ | 2017 |
|
RU2665336C1 |
| ПРОТИВОТОЧНЫЙ СЕПАРАТОР ЗЕРНОСОЛОМИСТОГО ВОРОХА | 1990 |
|
RU2021678C1 |
| Способ переработки шлаков высокоуглеродистого феррохрома | 1988 |
|
SU1527305A1 |
Изобретение относится к горной металлургии, в частности к переработке ферросплавных шлаков с извлечением немагнитного сплава, и может быть использовано для получения из шлаков абразивного материала. Цель изобретения - повышение абразивной способности. Перед пневмосепарацией шлак расслаивают на слои. Расслоение на слои и пневмосепарацию ведут на перфорированной поверхности, установленной с возможностью качения, в восходящем воздушном потоке. Скорость восходящего воздушного потока при расслоении составляет 0,7 - 0,9, а при пневмосепарации - 1,0 - 1,2 скорости витания частиц шлака с размером, соответствующим нижнему пределу крупности абразивного зерна. После пневмосепарации проводят классификацию шлака с выделением абразивного сырья. 1 табл.
| Способ выделения абразивных материалов из металлургических шлаков для обработки поверхности струйными аппаратами | 1983 |
|
SU1187884A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
