лорода турбулентного потока. Из сопла 1 на поверхность зачищаемого металла навстречу его перемещению подают турбулентный поток режущего кислорода. За турбулентным потоком режу- ;щего кислорода подают равный 1-1,4 его толщины другой дополнительный поток кислорода из сопла 2, скорость и расход которого составляют соответственно 1,1-1,3 скорости и 0,03- 0,08 расхода основного турбулентного потока режущего кислорода. Причем линия пересечения осевой плоскости до- пр лнительного потока кислорода с плоскостью зачистки параллельна линии пересечения осевой плоскости
Изобретение относится к черной металлургии и может быть использовано при сплошной и выборочной огневой зачистке металла в прокатных и сталеплавильных цехах металлургических заводов .
Цель изобретения - повьшение производительности огневой зачистки металла путем более эффективного и экономичного использования кислорода турбулентного потока.
На чертеже показана схема осуществления способа.
Способ зачистки осуществляют следующим образом.
Турбулентный поток режущего кислорода направляют из сопла 1 под острым углом к зачищаемой поверхности 3 металла навстречу ее перемещению, а через щелевое сопло 2 подают дополнительный поток кислорода, превьшающий по скорости основной турбулентный поток режущего кислорода в 1,2 раза и составляющий 0,05 расхода основного потока. Сопло 2 при этом по ширине ра;вно ширине сопла 1. Линии пересече- -ния осевой плоскости струй турбулентного потока режущего кислорода и дополнительного с плоскостью зачистки параллельны, а расстояние 6 между этими линиями составляет 0,5-2 толщины в турбулентного потока режущего кислорода.
Дополнительный поток кислорода, имекиций повышенную удельную кинетитурбулентного потока режущего кислорода с этой же плоскостью и находится от этой линии на расстоянии 0,5-2 от толщины этого потока. Дополнительный поток кислорода, имеющий повышен- нзпо удельную кинетическую энергию, в момент своей деформации у поверхности металла создает очаг повышенного статического давления, который препятствует выброс назад части основного турбулентного потока режущего кислорода и направляет весь поток в сторону зоны зачистки, т.е. на поверхность зачищаемого металла навстречу его перемещению. 1 ил.
ческую энергию в сравнении с основным турбулентным режущим потоком кислорода, в момент своей деформации у поверхнбсти металла создает очаг повышенного статического давления, который препятствует выбросу назад части основного турбулентного потока режущего кислорода и направляет весь поток в сторону зоны зачистки, т.е.
на поверхность зачищаемого металла навстречу ее перемещершю, повышая тем самым эффективность использования кислорода в процессе огневой зачистки металла.
Скорость дополнительного потока кислорода должна быть не менее чем в 1,1 раза вьшге скорости основного турбулентного потока режущего кислорода, так как в противном случае кинетическая энергия этого потока недостаточна для гашения скорости и направления обратного потока кислорода вперед в зону зачистки.
Превышение скорости дополнительного потока более в 1,3 раз скорости основного турбулентного потока приводит к образованию нестабильных вихревых потоков кислорода в зоне зачистки и, как с:ледствие, к неравномерному съему металла и ухудше- шпо зачищаемой поверхности.
Для эффективного воздействия дополнительной струи на основной турбуентный поток режущего кислорода необходимо, чтобы расход дополнитель
ного потока кислорода равнялся 0,03- 0,08 расхода основного турбулентного потока. При расходе менее 0,03 импульс воздействия дополнительного потока по массе на основной поток не- с достаточный и часть кислорода из основного турбулентного потока направляется назад. При расходе более 0,08 импульс воздействия дополнительного потока по массе на основной будет fO чрезмерньм, что приводит к появлению значительных завихрений кислорода в зоне зачистки и неравномерному волнистому съему металла с зачищаемой поверхности.J5
Экономичность процесса огневой зачистки металла и высокая производительность обеспечивается в том случае, когда ширина дополнительного потока кислорода равна 1-1,4 ширины 20 турбулентного потока режущего кислорода. С уменьшением отношения ширины дополнительного потока кислорода относительно ширины турбулентного ниже 1 уменьшается зона его воздейст- 25 ВИЯ, и часть турбулентного потока режущего кислорода, находящегося вне зоны воздействия на него дополнительного потока, у поверхности металла раздваивается и часть его направ- 30 ляется назад, т.е. по ходу перемещения поверхности зачищаемого металла и не участвует в горении и плавлении его. Увеличение толщины дополнительного потока кислорода относительно 35 толщины турбулентного более чем в 1,4 не снижает качества поверхности, но за счет увеличения суммарного количества кислорода повьшает удельный его расход и, вследствие этого, сни- 40 хает производительность процесса.
В случае непараллельности линий пересечения осевых плоскостей дополнительного потока кислорода и турбулентного- потока режущего кислорода с 45 поверхностью зачистки кинетическая энергия дополнительного потока неравномерно воздействует на турбулентный поток, и на ряде участков этой знерном случае кинетическая энергия до- полнительного потока кислорода недостаточна для гашения и направления обратного потока кислорода вперед ц, зону зачистки. Уменьшение расстояния между указанными линиями более чем на 0,5 толщины турбулентного потока режущего кислорода приводит к тому, что дополнит ел ьньп поток кислорода проходит над обратным потоком режущего кислорода и не воздействует на него, т.е. не гасит и не направляет его вперед в зону зачистки. Это приводит к тому, что 30-40% турбулентного потока, режущего кислорода не 5 аствует в плавлении и горении металла .
Пример. Турбулентный поток режущего кислорода направляют из сопла 1 под острым углом к зачищаемой поверхности 3 металла навстречу ее перемещению, а через щелевое сопло 2 подают дополнительный поток кислорода. Скорости основного и дополнительного потоков кислорода соответственно равны 258 м/с и 310 м/с, при этом скорость дополнительного потока кислорода в 1,2 раз вьш1е скорости основного . Расходы дополнительного и основного потоков кислорода состав- .ляют соответственно 65MV4H 1300м /ч, т.е. расход дополнительного потока составляет 5% от расхода основного
кислорода. I
Толщина о турбулентного потока режущего кислорода равна толщине кислородного сопла и составляет 18 мм. Линии пересечения осевых плоскостей турбулентного потока режущего кислорода и дополнительного с плоскостью зачистки параллельны, а расстояние ё между ними 18 мм, т.е. равно толщине турбулентного потока режущего кислорода ,
Формула изобретения Способ огневой зачистки, при котогик недостаточно . для гашения скорос-50Р навстречу перемещению зачищаемоти и направления обратного потока ° металла под острым углом к его покислорода вперед в зону зачистки.верхности подают турбулентный поток
режущего кислород., отличаюРасстояние между линиями пересече-щ и и с я тем, что, с целью повышения бсевых плоскостей дополнительного55™ я производительности зачистки за и турбулентного потоков кислорода ссчет эффективности использования кис- плоскостью зачистки должно быть нелорода турбулентного потока, за тур- больше чем две толщины турбулентногобулентным потоком режущего кислорода потока режущего кислорода. В против-подают дополнительный поток кислороном случае кинетическая энергия до- полнительного потока кислорода недостаточна для гашения и направления обратного потока кислорода вперед ц, зону зачистки. Уменьшение расстояния между указанными линиями более чем на 0,5 толщины турбулентного потока режущего кислорода приводит к тому, что дополнит ел ьньп поток кислорода проходит над обратным потоком режущего кислорода и не воздействует на него, т.е. не гасит и не направляет его вперед в зону зачистки. Это приводит к тому, что 30-40% турбулентного потока, режущего кислорода не 5 аствует в плавлении и горении металла .
Пример. Турбулентный поток режущего кислорода направляют из сопла 1 под острым углом к зачищаемой поверхности 3 металла навстречу ее перемещению, а через щелевое сопло 2 подают дополнительный поток кислорода. Скорости основного и дополнительного потоков кислорода соответственно равны 258 м/с и 310 м/с, при этом скорость дополнительного потока кислорода в 1,2 раз вьш1е скорости основного . Расходы дополнительного и основного потоков кислорода состав- .ляют соответственно 65MV4H 1300м /ч, т.е. расход дополнительного потока составляет 5% от расхода основного
кислорода. I
Толщина о турбулентного потока режущего кислорода равна толщине кислородного сопла и составляет 18 мм. Линии пересечения осевых плоскостей турбулентного потока режущего кислорода и дополнительного с плоскостью зачистки параллельны, а расстояние ё между ними 18 мм, т.е. равно толщине турбулентного потока режущего кислорода ,
Формула изобретения Способ огневой зачистки, при кото5 13049986
да, толщина которого равна 1 - 1,4ние между ними равно 0,5-2 толщинам
ширины турбулентного потока режущеготурбулентного потока, а скорость и
кислорода, при этом линии пёресече-расход дополнительного потока кислония осевьпс плоскостей турбулентногорода составляют соответственно 1,1-
и дополнительного потоков с плоско-г 1,3 скорости и 0,03-0,08 расхода турстыо зачистки параллельны, расстоя-булентного потока режущего кислорода.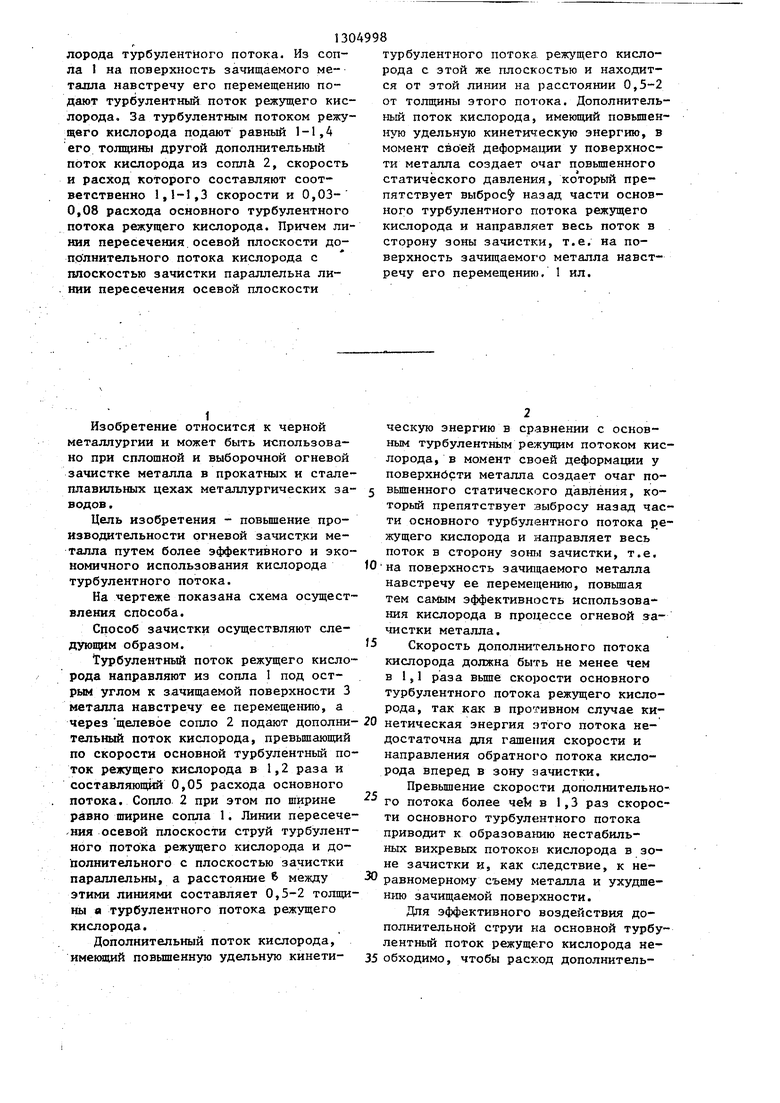
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Способ выборочной огневой зачистки поверхности металла | 1987 |
|
SU1496941A1 |
| Способ газокислородной зачистки ме-ТАллА и уСТРОйСТВО для ОСущЕСТВлЕНияСпОСОбА | 1979 |
|
SU812461A1 |
| Способ огневой зачистки металла | 1991 |
|
SU1811453A3 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Резак для механизированной огневой зачистки отдельных дефектов на поверхности металлического тела | 1976 |
|
SU858549A3 |
Изобретение относится к области металлургии и может быть использовано в прокатных и сталеплавильных це- хах металлургических заводов для сплошной и выборочной огневой зачистки металла. Целью изобретения йвля- ется повышение производительности огневой зачистки металла за счет эффективности использования режущего кис(Л :х о 4 СО х 00