Изобретение относится к сварочному производству и может быть использовано для определения пластических свойств на- хлесточных сварных соединений, выполненных различными по составу и свойствами сварочными проволоками.
Целью изобретения является расширение технологических возможностей путем создания в швах сложнонапряженного состояния.
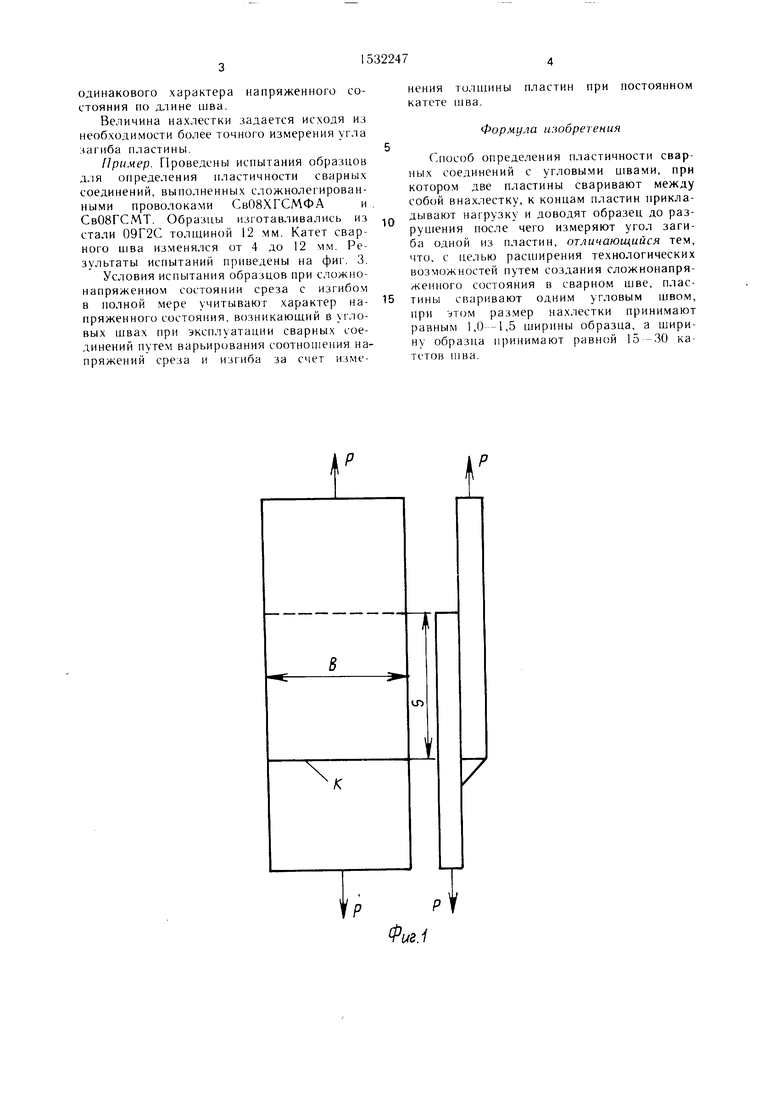
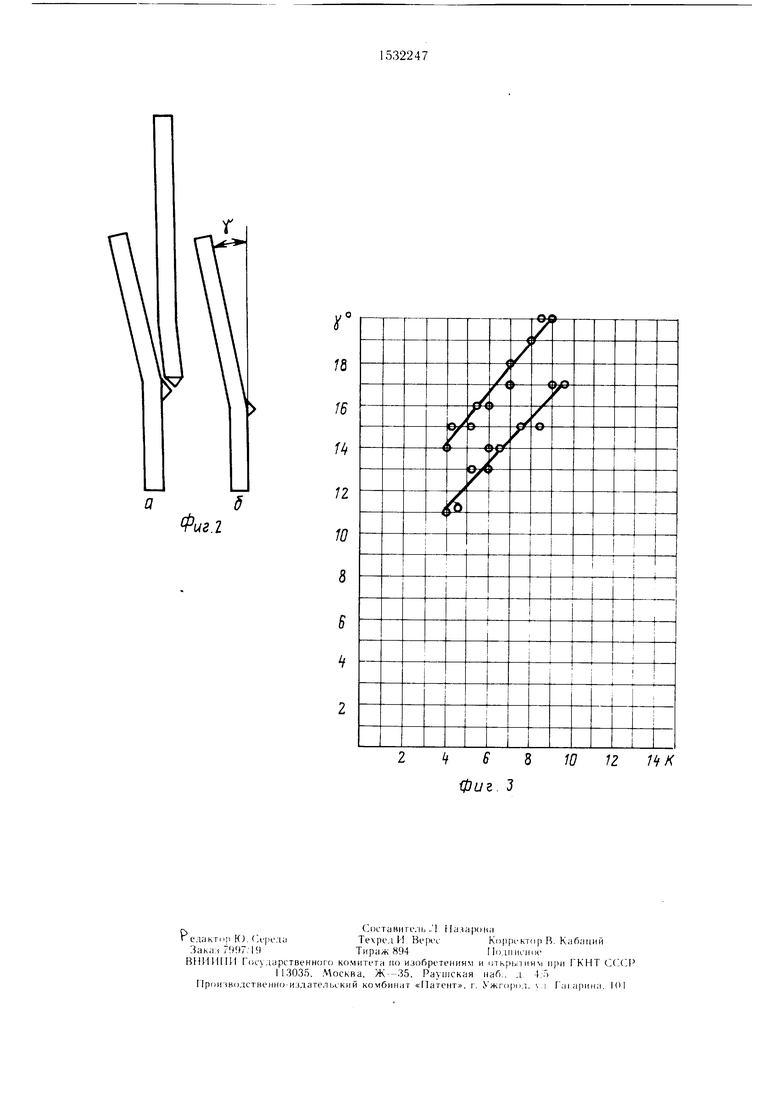
На фиг. 1 представлена схема испытаний; на фиг. 2 - образец носле разрушения; на фиг. 3 - график результатов испытаний согласно способу.
Способ осуществляют следующим образом.
Образец для определения пластичности сварного соединения изготавливают из двух пластин прямоугольной формы и равной длины. 1иирина В образцов составляет К, где К - катет шва. Пластины накладывают друг на друга, совмещая их по периметру, так чтобы размер нахлестки S составлял 1-1,5 ширины образца и сваривают между собой одним угловым швом, после чего фрезеруют торцы образца с целью удаления начала и конца сварного шва.
Для проведения испытаний образец закрепляют в нагружающем устройстве испытательной машины и доводят до разрушения при срезе с изгибом. Затем измеряют угол изгиба одной из пластин, который образуется под действием изгибающего момента, возникающего из-за эксцентриситета приложения нагрузки. Величина угла изгиба свидетельствует о степени пластичности.
В зависимости от толщины свариваемых пластин при постоянном катете сварного шва будет изменяться изгибающий момент и соотнощение напряжений изгиба и среза, действующих в сварном щве.
Ширина пластины задается исходя из необходимости исключить влияние граничных условий на характер образования поля остаточных напряжений, а также создания
ел оо to to
одинакового характера напряженного состояния по длине шва.
Величина нахлестки задается исходя из необходимости более точного измерения угла загиба пластины.
fJpuMep. Проведены испытания образцов для определения пластичности сварных соединений, выполненных сложнолегирован- ными проволоками Св08ХГСМФАи
Св08ГСМТ. Образцы изг отавливались из стали 09Г2С толщиной 12 мм. Катет сварного шва изменялся от 4 до 12 мм. Результаты испытаний приведены на фи1-. 3.
Условия испытания образцов при сложно- напряженном состоянии среза с изгибо.м в полной мере учитывают характер напряженного состояния, возникаюш.ий в угловых швах при эксплуатации сварных соединений путем варьирования соотношения напряжений среза и изгиба за счет изме
нения толщины пластин при постоянном катете шва.
Формула изобретения
Способ определения пластичности сварных соединений с угловыми швами, при котором две пластины сваривают между собой внахлестку, к концам пластин прикладывают нагрузку и доводят образец до разрушения после чего измеряют угол загиба одной из пластин, отличающийся тем, что, с целью расширения технологических возможностей путем создания сложнонапря- женного состояния в сварном шве, пластины сваривают одним угловым швом, при размер нахлестки принимают равным 1,0-1,5 ширины образца, а ширину образца принимают равной 15-30 катетов 1нва.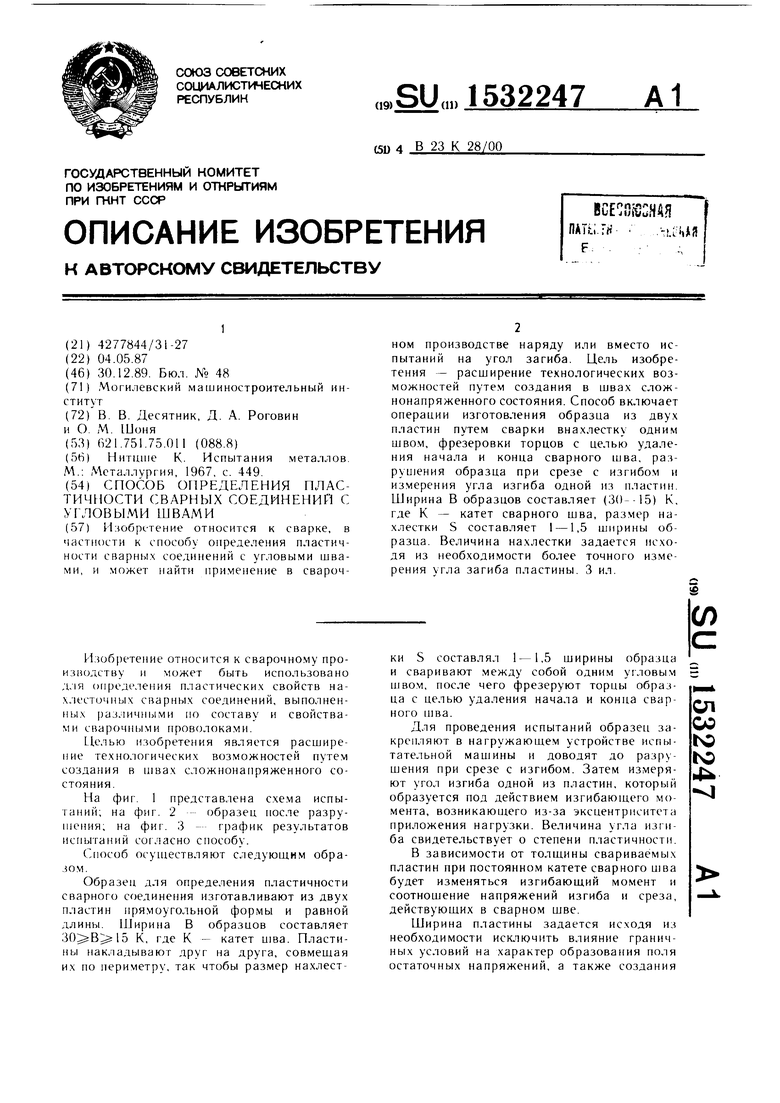
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механических испытаний сварных угловых швов | 1987 |
|
SU1569148A1 |
| Сварной образец для механических испытаний | 1986 |
|
SU1348707A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРЕННОГО УГЛОВЫМ ШВОМ СОЕДИНЕНИЯ И ПОЛУЧЕННОЕ ДУГОВОЙ СВАРКОЙ СОЕДИНЕНИЕ УГЛОВЫМ ШВОМ | 2013 |
|
RU2617307C2 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ И СВАРНОЕ СОЕДИНЕНИЕ ВНАХЛЕСТ | 2016 |
|
RU2695843C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| Способ оценки технологической прочности при импульсной лазерной сварке | 1988 |
|
SU1539465A1 |
| ВЫПОЛНЕННОЕ ДУГОВОЙ СВАРКОЙ УГЛОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2013 |
|
RU2593049C9 |
Изобретение относится к сварке, в частности к способу определения пластичности сварных соединений с угловыми швами, и может найти применение в сварочном производстве наряду или вместо испытаний на угол загиба. Цель изобретения - расширение технологических возможностей путем создания в швах сложнонапряженного состояния. Способ включает операции изготовления образца из двух пластин путем сварки внахлестку одним швом, фрезеровки торцов с целью удаления начала и конца сварного шва, разрушения образца при срезе с изгибом и измерения угла изгиба одной из пластин. Ширина B образцов составляет / 30 ...... 15/ K, где K - катет сварного шва, размер нахлестки S составляет 1 - 1,5 ширины образца. Величина нахлестки задается исходя из необходимости более точного измерения угла загиба пластины. 3 ил.
| Нитщие К | |||
| Испытания металлов | |||
| М.; ЛАеталлургия, 1967, с | |||
| Автоматический сцепной прибор | 1921 |
|
SU449A1 |
