гильз в кольцевые изделия содержащие приемное устройство.
Предлагаемое устройотво отжчаетоя от известных тем, что, с целью редуцирования гильз по диаувтру обжат я и калибровки ТОЛ1ЩНЫ стенки и отделения кольцевой заготовки, на каждой из трех валков применены винтовые реборды, конусный участок и кольцевой гребень. Кроме того, сторона винтовьос реборд наклонена к радиусу валков под углом 20-25°, что повышает их прочность. Приемное устройство состоит из расположенного в азлобе с защелкой поступательно перемещающегося стержня. Это обеспечивает надежное удаление из клети кольцевых заготовок я перемычек.
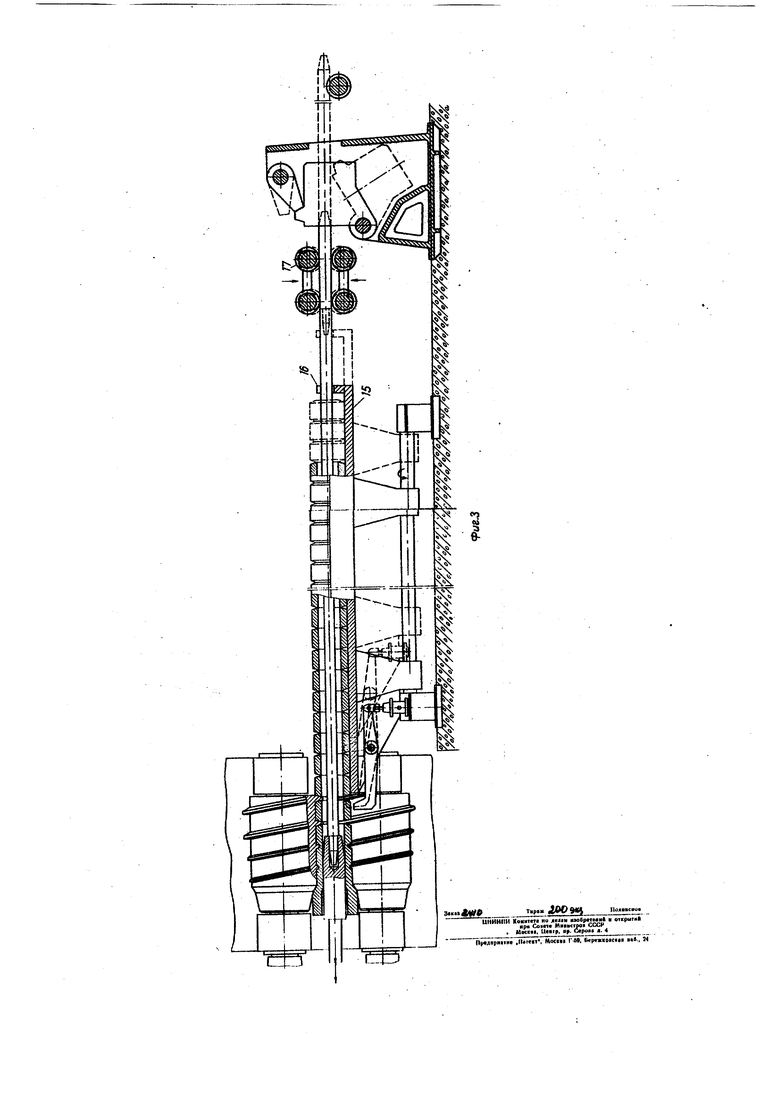
На фигЛ и 2 дана схема описываемого устройства; на фиг.З схема призмного устройства.
для калйоровки валков для прокатки
Устройство состоит из двух последовательно располошвиых стаяов: I - прошивного и 2 - для прокатки и поперачно°°винтовой
.
резки колец. Заготовки по одной подаются на прошивной стан I, где из прутка прошивается шльза Прошитая гильза сразу же передается на трвхвалковь1Й стан 2« Здесь через нее продевается стержень о пробкой которая вводится в зазор между важаыи, причем при помощи специального упорного подшипника стержень 4 с пробкой 3 удерживается в осевом направлении. Затем с помощью толкателя 6 в валки 7 помещается гильза. Вращающиеся валки стана образуют кажбр, состоящий из следующих частей: конического участка 3, на котором осуществляется редуцирование трубы по ди аиетру и посадка ее на оправку 9, кольцевого гребня 10, обжимакь щего и калибрующего стенку трубы, согласно требуемым разуерам кольца II, винтовой реборды 12, отделяющей мерную длину и формующей кольцевую заготовку, соединенную с остальной частью трубы тонкой кольцевой первуычкой, винтовой реборды 13, отделяющей отформованное кольцо.
Выбранная форма заготовки, торцы которой скошены под углом 20-25°, позволяет обеспечить необходимую прочность винтовых реборд валков. Отрезанные кольцевые заготовки по выходе из вал ков 7 поступают на специальное приеыное устройство 13, состоящее из длинного стержня 14 и поддеркивающего желоба 13 с защелкой
16для удержания кольца. После того как вся гильза прокаталась, защежа 16 выходит и жалоб 15 с находящимися на нем кольцами и стержнем перемещаются в сторону от валков, и таким образом все прокатанные кольца выводятся из клети. Затем подающими роликами
17стержень вытягивается из колец, и желоб вместе с оставшимися
в нем кольцами наклоняется, сбрасывая их на транспорт&р-холодальшк 18о Пасла Эшта вее мехашзмн трехвалкового отана возвра« щаютсЕ Б исходное положение i готовы нрйнн ь гильзу.
Предмет изобретения
I Калибровка валхсов стана для прокатки гальз.в кольцевые изделия, отличающаяся теп, что« с целью редуцировагая гальзы по диаматру обжатия ее и калибровки толщины стенки и отделения кольцевой заготовки, на каждом из трех валков применены винтовые реборды, конусный участок и кольцевой гребень, а внутри обжимаемой гильзы помещена оправка,
2® Кажбровка валков по п,1, отличающаяся тем, что, G целью вежчения прочности стороны винтовых реборд наклон&ны к радиусу валков под углом 20-25°, .
Зв Приемное устройство для кольцевых заготовок, о т ли чающееся тем, что, с целью обеспечения надеккого удаления из клети кольцевых заготовок и перемычек, оно выполнено в виде оправки, расположенной в желобе с защелкой и
перемещающейся поступательное
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |