Изобретение относится к машиностроению, в частности к технологии обрезки фрезерованием листовых обшивок и вафельных панелей двойной кривизны после формообразования, например, обтяжкой на трехкоординатных станках с ЧПУ.
Цель изобретения повышение точности и снижение трудоемкости обработки.
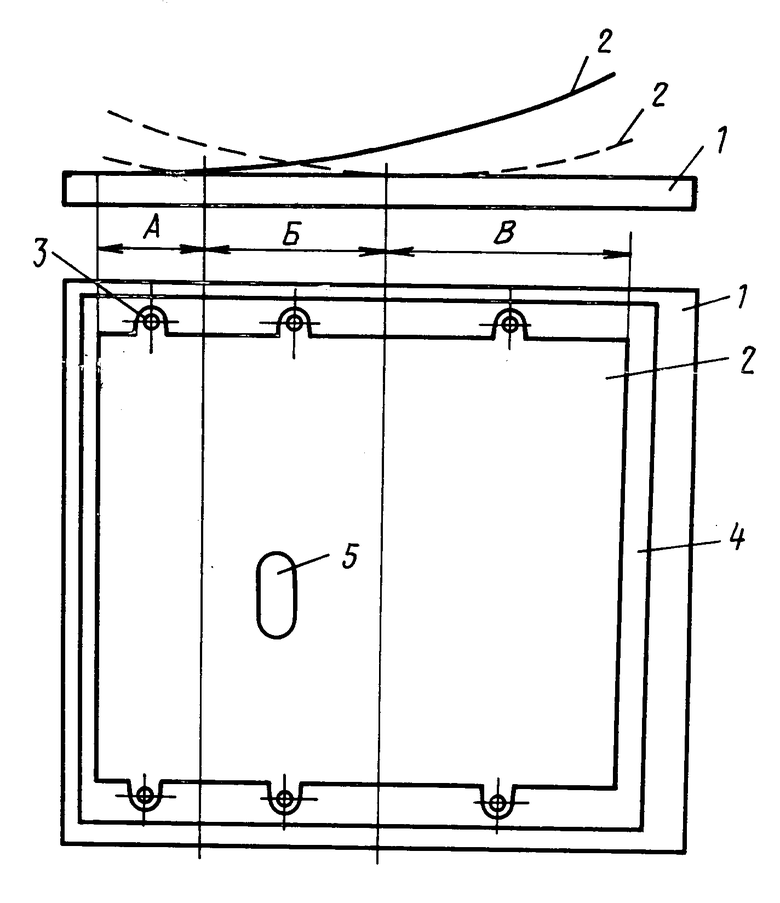
На чертеже изображены технические средства для реализации способа.
Способ реализуется следующим образом. На подкладную плиту 1 устанавливается эталон обрабатываемой детали 2, контур которой обкатывается по поверхности спутника позонно (А, Б, В), базируясь по базовым технологическим отверстиям 3. Числовые данные для программы обработки заготовки 4 и люка 5 производят с помощью координатно-измерительной машины, например "Инспектор" или "Альфа СС-3В".
Последующая позонная обработка формообразной заготовки по программе заключается в следующем. Заготовка обшивки подразделяется на элементарные зоны А, Б, В. Базирование и крепление обрабатываемых зон заготовки А, Б, В на плоскости приспособления-спутника производится по базовым технологическим отверстиям болтами. Обрезку припусков пакета заготовок выполняют на станке ФП-17 СМН по программе.
Пример. Обрезка припусков формообразованных обшивок на станке ФП-17 СМН.
Приспособление-спутник изготавливали из Д16АТ толщиной 5 мм. На поверхность спутника устанавливали эталон детали шаблон. Крепление шаблона к спутнику выполняли позонно А, Б, В болтами диаметром 5 мм. Спутник с шаблонами устанавливали на стол координатно-измерительной машины "Альфа СС-3В" для получения числовых данных контура детали. Разработку управляющей программы выполняли по числовым данным. На спутник устанавливали пакет заготовок, прикрепляли к спутнику болтами в зоне А. Обрезку припусков пакета заготовок выполняли на станке ФП-17 СМН по программе, записанной при обкатке эталона. Переставляли пакет заготовок в зону Б и прикрепляли к спутнику болтами. Выполняли обрезку припусков к вырезу люка на станке ФП-17 СМН по программе, записанной при обкатке эталона. Переставляли пакет заготовок в зону В, прикрепляли к спутнику болтами и выполняли обрезку припусков на станке ФП-17 СМН по программе, записанной при обкатке эталона.
Контроль качества обработанной детали показал высокую точность контура кромки, отклонения составляли ± 0,1 мм, шероховатость обработанной поверхности Rz 20, что удовлетворяет требованиям производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛОБОВЫХ ОБШИВОК | 1986 |
|
SU1417282A1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДНЕЙ КРОМКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2628453C2 |
| Створка двигательного отсека мотогондолы вертолета и способ ее изготовления | 2020 |
|
RU2739827C1 |
| СПОСОБ ГРУППОВОГО РАСКРОЯ ФРЕЗЕРОВАНИЕМ ПАКЕТА ИЗ ЛИСТОВОГО ПОЛУФАБРИКАТА | 1985 |
|
SU1350943A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ РАБОТЫ ОБЪЕМНО-КОПИРОВАЛЬНОГО СТАНКА | 2006 |
|
RU2333824C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
Изобретение относится к машиностроению, в частности к технологии обрезки фрезерованием листовых обшивок и вафельных панелей двойной кривизны после формообразования, например, обтяжкой, на трехкоординатных станках с ЧПУ. Цель изобретения - повышение точности и снижение трудоемкости обработки. Для этого на стол станка предварительно устанавливают эталон детали. Эталон обкатывают кромкой по столу, измеряя и записывая в программу станка координаты кромки в точках ее касания со столом. Затем устанавливают на стол заготовки панели, последовательно обкатывая фиксируют ее края к столу и фрезеруют их в зоне фиксации по записанной с эталона координат кромки программе. 1 ил.
Способ обрезки заготовок панелей двойной кривизны, при котором заготовку закрепляют на столе и фрезеруют по контуру, отличающийся тем, что, с целью повышения точности и снижения трудоемкости, обкатывают эталон детали кромкой по столу, определяя координаты кромки в точках ее касания со столом, устанавливают на стол вместо эталона заготовку панели, производят с наперед заданным шагом ступенчатый цикл обкатки заготовки кромкой по столу, последовательно фиксируют участки заготовки на столе и фрезеруют заготовку по контуру, устанавливая инструмент по координатам, определенным с помощью обкатки эталона.
| Заготовительно-штамповочное оборудование | |||
| Каталог | |||
| НИАТ, 1960, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
