Изобретение относится к машиностроению, в частности к станкам, используемым в деревообрабатывающей промышленности.
Уже известен способ работы объемно-копировального станка, заключающийся в том, что поверхность копируемого образца детали обкатывают вручную копировальным щупом, жестко связанным с инструментальной готовкой (патент РФ №2160658, МПК B23Q 35/04, опубл. 20.12.2000).
Недостатками известного способа являются неточность из-за жесткой связи инструмента и копира, перемещаемого рукой оператора, которая воспринимает все вибрации при обработке изделия, а также пониженная производительность, связанная с ограничением количества одновременно работающих инструментальных головок, перемещаемых вручную.
Техническим результатом заявленного изобретения является повышение качества изготовления и производительности.
Поставленная задача достигается тем, что в известном способе работы объемно-копировального станка, заключающемся в том, что поверхность копируемого образца детали обкатывают вручную копировальным щупом, перемещение щупа преобразуют посредством датчиков перемещений в сигналы, подаваемые при помощи преобразователя перемещений и системы управления на ходовые электродвигатели, установленные с возможностью создания относительного перемещения обрабатываемой заготовки и инструментальной головки с инструментом в направлении трех осей пространственной системы координат, при этом корпус преобразователя перемещений с датчиками перемещений щупа жестко установлен на инструментальной головке, а обрабатываемая заготовка и копируемый образец жестко соединены между собой, согласно изобретению копировальный щуп подвешен в преобразователе перемещений на упругих элементах с возможностью перемещения относительно датчиков перемещений в направлении трех осей пространственной системы координат, причем траекторию относительного перемещения обрабатываемой заготовки и инструментальной головки задают совпадающей с траекторией перемещения щупа относительно датчиков перемещений преобразователя, а скорость перемещения инструментальной головки изменяют пропорционально усилию, приложенному к щупу.
Поставленная задача достигается также тем, что обрабатываемую заготовку и копируемый образец могут закреплять либо на неподвижной станине, при этом направление перемещения инструментальной головки относительно обрабатываемой заготовки задают совпадающим с направлением перемещения щупа относительно датчиков перемещений преобразователя, либо на подвижном столе копировально-фрезерного станка, при этом направление перемещения обрабатываемой заготовки относительно инструментальной головки задают встречным к направлению перемещения щупа относительно датчиков перемещений преобразователя.
Поставленная задача достигается также тем, что преобразователь перемещений может содержать крестовину со сходящимися поперечинами, посредством которых она подвешена к корпусу преобразователя на упругих элементах, при этом крестовина в точке пересечения ее поперечин жестко соединена с копировальным щупом, датчики перемещений расположены на поперечинах крестовины, а крестовина подвешена с возможностью возвратно-поступательного перемещения вдоль щупа, а также наклона в различных вертикальных плоскостях вокруг точки пересечения поперечин крестовины.
Поставленная задача достигается также тем, что движение инструментальной головки в горизонтальной плоскости могут задавать путем наклона щупа вокруг точки пересечения поперечин крестовины, а движение в вертикальном направлении - путем продольного перемещения щупа.
Поставленная задача достигается также тем, что станок может быть снабжен устройством записи перемещений ходовых двигателей во время процесса обкатывания копируемой детали с возможностью создания программы, используемой для обработки заготовок при работе станка без копирования образца.
Изобретение поясняется при помощи чертежей.
На фиг.1 показана схема станка, при помощи которого реализуется описываемый способ.
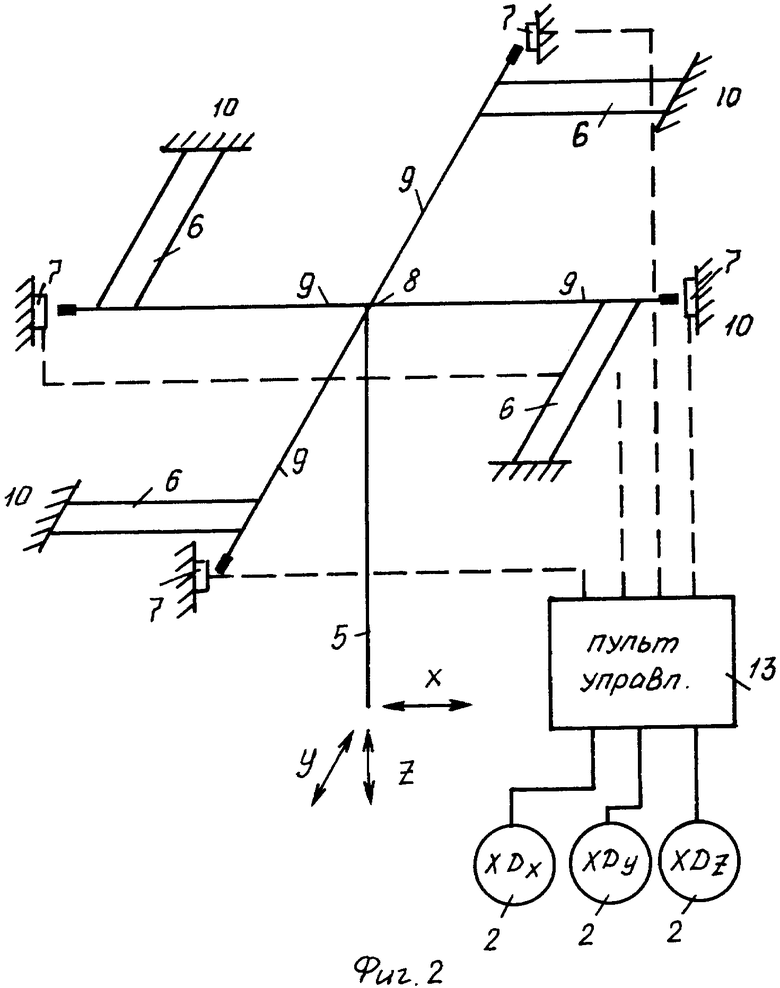
На фиг.2 - схема преобразователя перемещений.
Способ реализуется при помощи следующего устройства. Объемно-копировальный станок содержит инструментальную головку 1, установленную на станине (на чертеже не показана) с возможностью перемещений в направлении трех осей пространственной системы координат при помощи ходовых электродвигателей 2. На инструментальной головке 1 жестко установлены инструменты 3 и преобразователь 4 перемещений копировального щупа 5. Копировальный щуп 5 подвешен в преобразователе 4 перемещений на упругих элементах 6 с возможностью перемещения относительно датчиков 7 перемещений в направлении трех осей пространственной системы координат.
Преобразователь 4 перемещений содержит крестовину 8 с поперечинами 9, посредством которых она подвешена к корпусу 10 преобразователя 4 на упругих элементах 6. Элементы 6 могут быть выполнены в виде упругих пластин, лежащих в плоскости крестовины 8. Крестовина 8 в точке пересечения ее поперечин 9 жестко соединена с копировальным щупом 5, например, перпендикулярно поперечинам 9. Датчики 7 перемещений расположены на поперечинах 9 крестовины, которая подвешена с возможностью возвратно-поступательного перемещения вдоль щупа 5, а также наклона в различных вертикальных плоскостях вокруг точки пересечения поперечин 9 крестовины 8.
В одном из вариантов выполнения инструментальная головка 1 установлена с возможностью перемещения при помощи ходовых электродвигателей 2 в направлении трех осей пространственной системы координат относительно неподвижной станины (на чертеже не показана). При этом обрабатываемую заготовку 11 и копируемый образец 12 закрепляют на неподвижной станине (на чертеже не показана), а направление перемещения инструментальной головки 1 относительно обрабатываемой заготовки 11 задают совпадающим с направлением перемещения щупа 5 относительно датчиков 7 перемещений преобразователя 4.
В другом варианте выполнения стол, на котором закрепляют обрабатываемую заготовку 11 и копируемый образец 12, выполняют подвижным. При этом возможно их закрепление, например, на столе серийно выпускаемого фрезерного станка. В этом случае направление перемещения обрабатываемой заготовки 11 относительно инструментальной головки 1 задают встречным к направлению перемещения щупа 5 относительно датчиков 7 преобразователя перемещений 4.
Описываемый способ реализуется следующим образом. Поверхность копируемого образца детали 12 обкатывают вручную копировальным щупом 5. Посредством датчиков 7 перемещений, которые замеряют величину и направление перемещения поперечин 9, движение щупа 5 преобразуют в сигналы, подаваемые при помощи преобразователя 4 перемещений и системы управления 13 на ходовые электродвигатели 2.
В первом варианте выполнения электродвигатели 2 кинематически связывают с инструментальной головкой 1. Тогда при наклоне щупа 5 в заданном направлении при обкатке детали 12 инструментальная головка 1 с инструментом 3 перемещается в том же направлении со скоростью, пропорциональной усилию, приложенному к щупу 5. Таким образом, инструментальная головка 1 перемещается в направлении, которое задает оператор при обкатке детали 12. То есть вслед за щупом 5 и вместе с ним и преобразователем 4 перемещений.
При этом перемещение в горизонтальной плоскости (в плоскости станины) задают путем наклона щупа 5 вокруг точки пересечения поперечин 9 крестовины 8. При этом работает пара датчиков 7, находящихся на противоположных концах поперечин 9, расположенных в плоскости наклона щупа 5. Движение в вертикальном направлении задают путем продольного перемещения щупа 5. При этом работают все четыре датчика 7.
Во втором варианте выполнения обрабатываемую заготовку 11 и копируемый образец 12 закрепляют на подвижном столе фрезерного станка. При этом ходовые электродвигатели 2 кинематически связывают со столом с возможностью его перемещения, по крайней мере, в направлении двух осей пространственной системы координат. Возможно выполнение подвижными и стола и инструментальной головки 1. В этом варианте работы станка при наклоне щупа 5 в заданном направлении при обкатке детали 12 подвижный стол с закрепленными на нем заготовкой 11 и копируемым образцом 12 перемещаются навстречу движению щупа 5 также со скоростью, пропорциональной приложенному усилию.
Описываемый способ может быть использован при создании программы для станка с ЧПУ. В этом случае на инструментальной головке станка с ЧПУ устанавливают преобразователь перемещений 4, который при помощи блока согласования приводит в движение двигатели станка с ЧПУ. А на столе станка рядом с заготовкой закрепляют копируемый образец. После этого поверхность копируемого образца детали обкатывают вручную копировальным щупом. При этом производится запись сигналов перемещений ходовых двигателей станка, которая может быть использована для создания программы работы станка с ЧПУ в штатном режиме.
Так как перемещение инструментальной головки осуществляется ходовыми двигателями, а не рукой оператора, то мы имеем отсутствие обратной связи между инструментом и щупом. Поэтому нагрузки, возникающие в процессе обработки, не передаются на копировальный щуп 5. Это позволяет осуществлять обработку таких материалов и применять такие режимы резанья, которые не возможны при перемещении инструмента вручную. А из-за отсутствия ограничения на число одновременно работающих инструментальных головок значительно возрастает производительность станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАБОТЫ КОПИРОВАЛЬНО-ЗАТОЧНОГО СТАНКА И КОПИРОВАЛЬНО-ЗАТОЧНЫЙ СТАНОК | 2006 |
|
RU2322336C2 |
| КОПИРОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU354983A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Станок для изготовления по модели объемных изделий сложной формы | 1980 |
|
SU918116A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1967 |
|
SU222848A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
Способ работы объемно-копировального станка относится к машиностроению, в частности к станкам, используемым в деревообрабатывающей промышленности. Поверхность копируемого образца детали обкатывают вручную копировальным щупом. Перемещение щупа преобразуют посредством датчиков перемещений в сигналы. Сигналы подают при помощи преобразователя перемещений и системы управления на ходовые электродвигатели, которые перемещают обрабатываемую заготовку и инструментальную головку с инструментом относительно друг друга в направлении трех осей пространственной системы координат. При этом корпус преобразователя перемещений с датчиками перемещений щупа жестко установлен на инструментальной головке. Копировальный щуп подвешивают в преобразователе перемещений на упругих элементах с возможностью перемещения относительно датчиков перемещений в направлении трех осей пространственной системы координат. Траекторию относительного перемещения обрабатываемой заготовки и инструментальной головки задают совпадающей с траекторией перемещения щупа относительно датчиков перемещений преобразователя, а скорость перемещения инструментальной головки изменяют пропорционально усилию, приложенному к щупу. Обеспечивается повышение качества изготовления и производительности. 4 з.п. ф-лы, 2 ил.
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК С ПАНТОГРАФОМ | 1998 |
|
RU2160658C2 |
| RU 94041282 A1, 19.09.1996 | |||
| Копировальный прибор | 1981 |
|
SU990475A1 |

