Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении лобовых обшивок современных летательных аппаратов.
Цель изобретения уменьшение технологических припусков, повышение точности.
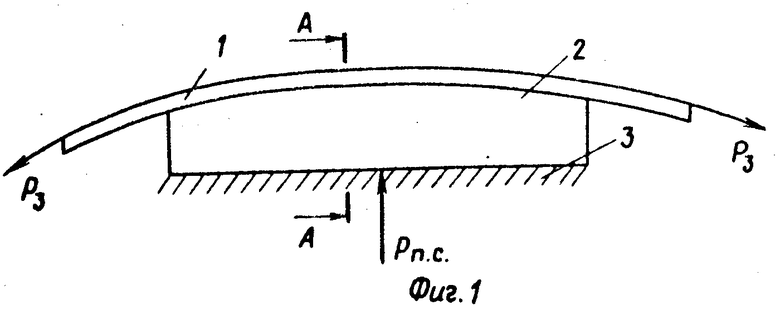
На фиг.1 показан процесс предварительной продольной обтяжки; на фиг.2 - сечение А-А на фиг.1; на фиг.3 обшивка после предварительной продольной обтяжки; на фиг.4 процесс окончательной гибки; на фиг.5 готовая обшивка.
Предлагаемый способ реализуется следующим образом.
Вначале заготовку 1 устанавливают на пуансон 2 и производят предварительное формообразование гребня BC и окончательное формообразование боковин AB и CD методом продольной обтяжки за счет усилий растяжения P3 и усилия Pп.с. пуансона 2 от стола 3 растяжно-обтяжного пресса. При этом линия гребня может быть прямой или иметь несколько выпуклую форму.
Затем в припусках, то есть за линией обреза, у каждого торца заготовки 1 на линии гребня лобовика сверлят по шаблону два отверстия диаметром 5 мм, обеспечивающих точную фиксацию обтянутой заготовки на пуансоне 4, устанавливают заготовку 1 на фиксаторы 5 и производят окончательное формообразование гребня в зоне BC усилием P от пуансона 4 по матрице 6, установленной на столе 7 листогибочного пресса. При этом практически исключается отклонение образующей линии гребня от теоретического контура.
Эксперименты проводились с заготовками из алюминиевого сплава Д16АМО размером 1200х3000 мм, толщиной 1,0 и 1,8 мм. Предварительное формообразование гребня ВС и окончательное формообразование боковин AB и CD производили на растяжно-обтяжном прессе для продольной обтяжки модели РО-1-2М в свежезакаленном состоянии заготовки, то есть в течение 1,5 ч после закалки.
При обтяжке заготовок толщиной 1,0 мм усилие растяжения Pз составляло 35 тс, усилие подъема стола составляло 80 тс, а при обтяжке заготовок толщиной 1,8 мм усилие растяжения Pз=70 тс, а усилие подъема стола Pп.с.=150 тс.
После продольной обтяжки обрезания технологические припуски на заготовках и сверлили по шаблону за линией обреза детали по гребню по два отверстия диаметром 5,2 мм. Затем брали заготовку после обтяжки, устанавливали на фиксаторы и производили окончательное формообразование гребня в зоне BC усилием P, равным 60 тс пуансона по матрице, установленной на столе листогибочного пресса модели "Пельс". При этом контур пуансона соответствовал контуру детали, а матрица представляла собой призму с цилиндрическими опорами. Для этих целей использовали также призму, заполненную эластичной средой.
Продольная обтяжка позволила полностью устранить пружинение материала заготовок на участках AB и CD, которое наблюдается в существующих способах формообразования гибкой-выкаткой или поперечной обтяжкой и устраняется только ручной доводкой.
Продольная обтяжка значительно уменьшает отклонение линии гребня от теоретической образующей, то есть саблевидность с 3-8 мм при гибке-выкатке или с 1,2-2 мм при поперечной обтяжке до 0,5 0,8 мм, и полностью исключает саблевидность, если гребень лобовика при формообразовании имел несколько выпуклую форму. При гибке обшивок на листогибочном прессе не наблюдалось существенных искажений формы детали, так как производилась фактически калибровка детали по гребню, а весь теоретический контур был получен продольной обтяжкой. Контроль теоретического контура окончательно изготовленных деталей производили щупом по корзине шаблонов. Обработка результатов контроля показала, что точность детали находится в соответствии с требованиями ТУ на изделие.
Таким образом, предлагаемое техническое решение позволяет устранить тяжелые гибочные работы по доводке боковин и гребня после поперечной обтяжки и гибки-выкатки, уменьшить технологические припуски по сравнению с поперечной обтяжкой на 60 70% обеспечить высокую точность формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ КРУПНОГАБАРИТНЫХ ОБШИВОК | 1980 |
|
SU858233A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| ОБТЯЖНОЙ ПУАНСОН ДЛЯ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ОБШИВОК | 2009 |
|
RU2410181C2 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |
| Способ изготовления деталей двойной кривизны | 1988 |
|
SU1606230A1 |




Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении лобовых обшивок летательных аппаратов. Цель - уменьшение технологических припусков, повышение точности. Вначале заготовку устанавливают на обтяжной пресс и производят предварительное формообразование гребня и окончательное формообразование боковин методом продольной обтяжки. Затем производят дополнительное формообразование гребня обшивки путем гибки по пуансону в матрице. Это позволяет устранить гибочные работы по доводке боковин и гребня после поперечной обтяжки и гибки-выкатки. 1 з.п. ф-лы, 5 ил.
1 1. Способ формообразования лобовых обшивок, имеющих гребень и боковины, включающий губку-обтяжку по пуансону, отличающийся тем, что, с целью уменьшения технологических припусков и повышения точности, формообразование производят методом продольной обтяжки до получения профиля, соответствующего профилю изделия на участках боковин и предварительного профиля на участке гребня, а затем производят окончательное формообразование участка гребня путем гибки по пуансону в матрице.2 2. Способ по п.1, отличающийся тем, что окончательное формообразование участка гребня производят, фиксируя обшивку относительно гибочного пуансона.
| Громова А.Н | |||
| и др | |||
| Изготовление деталей из листов и профилей при серийном производстве | |||
| М.: Оборонгиз, 1960, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
