(21) 33 058/23-02
(22)30.11.87
Й6) 07.01.90. Бюл. № 1
(71)Научно-производственное объединение по механизации, роботизации труда и совершенствованию ремонтного обеспечения на предприятиях черной металлургии Черметмеханизация
(72)Е.Л.Могилевский, В.Д.ДоЬряк, С.А.Молочков, В.П.Гонмар
и Г,С.Прохода
(53) 621..87(088.8)
(56)Авторское свидетельство СССР N1 1«309Й, кл. В 21 В 3/00, 1971.
( УСТРОЙСТВО ДЛЯ ПОДРАВНИВАНИЯ ПРОКАТА НА ХОЛОДИЛЬНИКЕ
(57)Изобретение относится к области прокатного производства, в частности
к производству мелкосортного проката. Цель изобретения - повышение производительности и надежности в работе. Устройство содержит тележку 9 с приводом от пневмоцилиндров 10 и ряд подвесных электромагнитных захватов 1 с приводами в виде пневмоцилиндров 25. Захваты шарнирно соединены с рамой 17 и связаны с тележкой посредством тяги 18, гибкого элемента 19 и упругого элемента 20. Захваты имеют возможность поворота в вертикальной плоскости, перпендикулярной направлению подтягивания полос и перемещения тележки. Рычажная система связывает раму с тележкой и приводом захватоа и создает возможность подъема рамы и одновременного ее поворота в направлении подтягивания полос. 3 ил.
(Л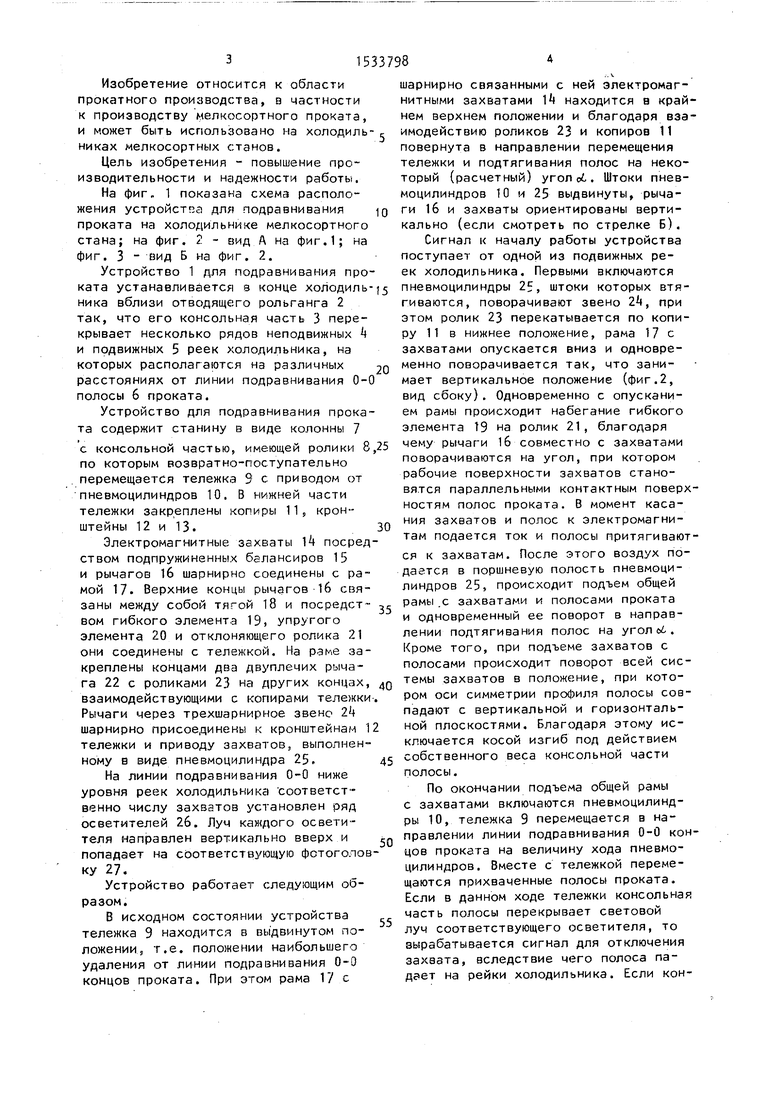
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодильник для проката | 1978 |
|
SU740327A1 |
| ХОЛОДИЛЬНИК МЕЛКОСОРТНОГО ПРОКАТНбТО^СТАНА | 1971 |
|
SU430914A1 |
| Устройство для торможения проката | 1986 |
|
SU1359038A1 |
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
| Клапанный сбрасыватель проката | 1983 |
|
SU1118445A1 |
| Устройство для выравнивания торцов листов | 1981 |
|
SU998033A1 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
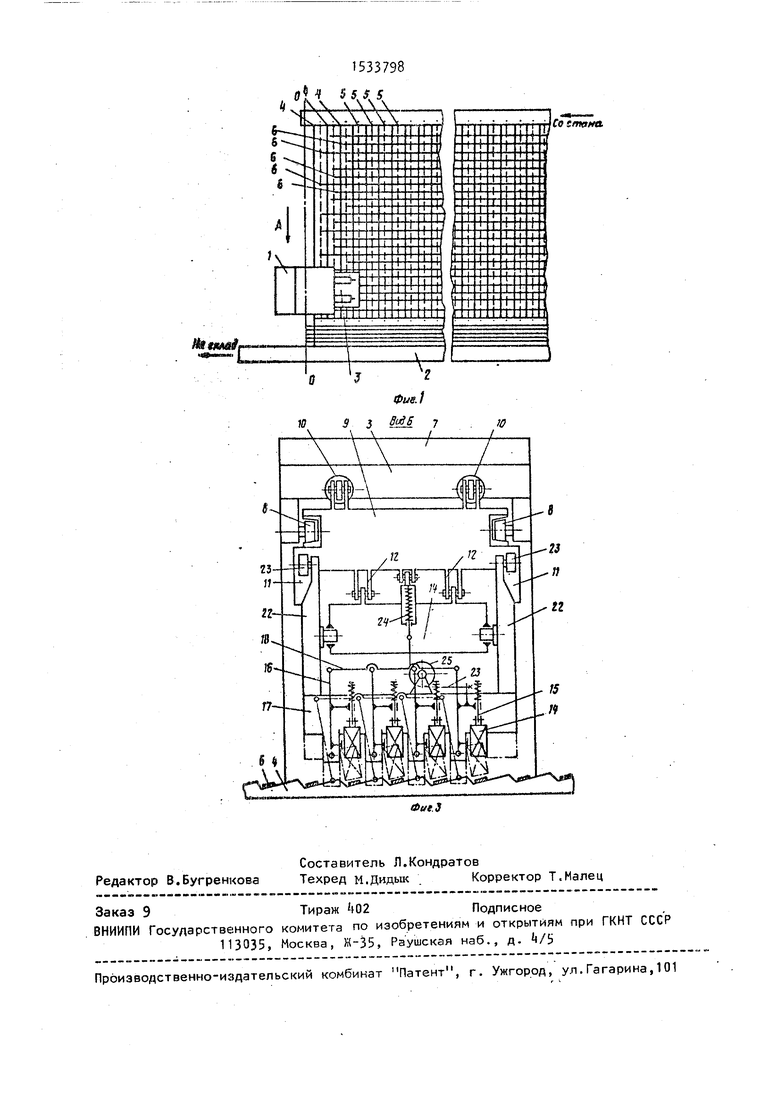
Изобретение относится к области прокатного производства, в частности к производству мелкосортного проката. Цель изобретения - повышение производительности и надежности в работе. Устройство содержит тележку 9 с приводом от пневмоцилиндров 10 и ряд подвесных электромагнитных захватов 14 с приводами в виде пневмоцилиндров 25. Захваты шарнирно соединены с рамой 17 и связаны с тележкой посредством тяги 18, гибкого элемента 19 и упругого элемента 20. Захваты имеют возможность поворота в вертикальной плоскости, перпендикулярной направлению подтягивания полос и перемещения тележки. Рычажная система связывает раму с тележкой и приводом захватов и создает возможность подъема рамы и одновременного ее поворота в направлении подтягивания полос. 3 ил.
виЗ А
ел
со со
sj
со
оо
Фиг.1
I
ш&тзштя
31533798
Изобретение относится к области прокатного производства, в частности к производству мелкосортного проката,
шарнирно связанными с ней электромаг нитными захватами 1 находится в кра нем верхнем положении и благодаря вз
и может быть использовано на холодиль- с имодействию роликов 23 и копиров 11
никах мелкосортных станов.
Цель изобретения - повышение производительности и надежности работы.
На фиг. 1 показана схема расположения устройства для подравнивания Q проката на холодильнике мелкосортного стана; на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. 2.
Устройство 1 для подравнивания проповернута в направлении перемещения тележки и подтягивания полос на неко торый (расчетный) уголd. Штоки пнев моцилиндров 10 и 25 выдвинуты, рычаги 16 и захваты ориентированы вертикально (если смотреть по стрелке Б) Сигнал к началу работы устройства поступает от одной из подвижных реек холодильника. Первыми включаются
ката устанавливается в конце холодиль- пневмоцилиндры 25, штоки которых втя20
ника вблизи отводящего рольганга 2 так, что его консольная часть 3 перекрывает несколько рядов неподвижных А и подвижных 5 реек холодильника, на которых располагаются на различных расстояниях от линии подравнивания 0-0 полосы 6 проката.
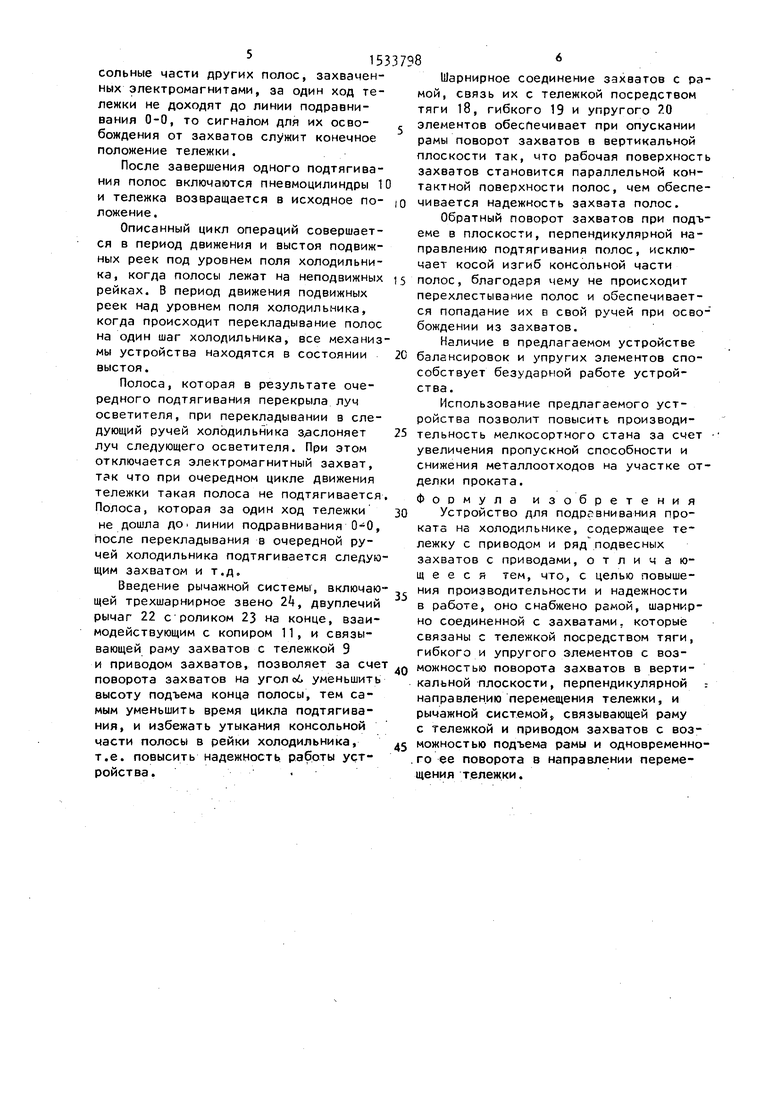
Устройство для подравнивания проката содержит станину в виде колонны 7
с консольной частью, имеющей ролики 8,25 по которым возвратно-поступательно перемещается тележка 9 с приводом от пневмоцилиндров 10. В нижней части тележки закреплены копиры 11, кронштейны 12 и 13.
Электромагнитные захваты 1 посредством подпружиненных балансиров 15 и рычагов 16 шарнирно соединены с рамой 17. Верхние концы рычагов 16 свя30
гиваются, поворачивают звено 2Ь, при этом ролик 23 перекатывается по копиру 1 1 в нижнее положение, рама 17 с захватами опускается вниз и одновременно поворачивается так, что занимает вертикальное положение (фиг.2, вид сбоку). Одновременно с опусканием рамы происходит набегание гибкого элемента 19 на ролик 21, благодаря чему рычаги 16 совместно с захватами поворачиваются на угол, при котором рабочие поверхности захватов становятся параллельными контактным поверхностям полос проката. В момент касания захватов и полос к электромагнитам подается ток и полосы притягиваются к захватам. После этого воздух подается в поршневую полость пневмоцилиндров 25, происходит подъем общей
заны между собой тягой 18 и посредст
вом гибкого элемента 19, упругого элемента 20 и отклоняющего ролика 21 они соединены с тележкой. На раме закреплены концами два двуплечих рычага 22 с роликами 23 на других концах взаимодействующими с копирами тележк Рычаги через трехшарнирное звено 2Ц шарнирно присоединены к кронштейнам тележки и приводу захватов, выполненному в виде пневмоцилиндра 25.
На линии подравнивания 0-0 ниже уровня реек холодильника соответственно числу захватов установлен ряд осветителей 26. Луч каждого осветителя направлен вертикально вверх и попадает на соответствующую фотоголоку 27.
Устройство работает следующим образом.
В исходном состоянии устройства тележка 9 находится в выдвинутом положении, т.е. положении наибольшего удаления от линии подравнивания 0-0 концов проката. При этом рама 17 с
шарнирно связанными с ней электромагнитными захватами 1 находится в крайнем верхнем положении и благодаря взаимодействию роликов 23 и копиров 11
повернута в направлении перемещения тележки и подтягивания полос на некоторый (расчетный) уголd. Штоки пнев- моцилиндров 10 и 25 выдвинуты, рычаги 16 и захваты ориентированы вертикально (если смотреть по стрелке Б). Сигнал к началу работы устройства поступает от одной из подвижных реек холодильника. Первыми включаются
пневмоцилиндры 25, штоки которых втя
гиваются, поворачивают звено 2Ь, при этом ролик 23 перекатывается по копиру 1 1 в нижнее положение, рама 17 с захватами опускается вниз и одновременно поворачивается так, что занимает вертикальное положение (фиг.2, вид сбоку). Одновременно с опусканием рамы происходит набегание гибкого элемента 19 на ролик 21, благодаря чему рычаги 16 совместно с захватами поворачиваются на угол, при котором рабочие поверхности захватов становятся параллельными контактным поверхностям полос проката. В момент касания захватов и полос к электромагнитам подается ток и полосы притягиваются к захватам. После этого воздух подается в поршневую полость пневмоцилиндров 25, происходит подъем общей
с захватами и полосами проката
рамы
и одновременный ее поворот в направлении подтягивания полос на угол oi. . Кроме того, при подъеме захватов с полосами происходит поворот всей системы захватов в положение, при котором оси симметрии профиля полосы совпадают с вертикальной и горизонтальной плоскостями. Благодаря этому исключается косой изгиб под действием собственного веса консольной части полосы.
По окончании подъема общей рамы с захватами включаются пневмоцилиндры 10, тележка 9 перемещается в направлении линии подравнивания 0-0 концов проката на величину хода пневмоцилиндров. Вместе с тележкой перемещаются прихваченные полосы проката. Если в данном ходе тележки консольная часть полосы перекрывает световой луч соответствующего осветителя, то вырабатывается сигнал для отключения захвата, вследствие чего полоса падает на рейки холодильника. Если кон51533798
сольные части других полос, захваченных электромагнитами, за один ход тележки не доходят до линии подравнивания 0-0, то сигналом для их освобождения от захватов служит конечное положение тележки.
После завершения одного подтягивания полос включаются пневмоцилиндры 1 и тележка возвращается в исходное по- ложение,
Описанный цикл операций совершается в период движения и выстоя подвижных реек под уровнем поля холодильника, когда полосы лежат на неподвижных рейках. В период движения подвижных реек над уровнем поля холодильника, когда происходит перекладывание полос на один шаг холодильника, все механизмы устройства находятся в состоянии выстоя.
Полоса, которая в результате очередного подтягивания перекрыла луч осветителя, при перекладывании в следующий ручей холодильника заслоняет луч следующего осветителя. При этом отключается электромагнитный захват, так что при очередном цикле движения тележки такая полоса не подтягивается Полоса, которая за один ход тележки не дошла до линии подравнивания 0-0, после перекладывания в очередной ручей холодильника подтягивается следующим захватом и т.д.
Введение рычажной системы, включающей трехшарнирное звено 2k, двуплечий рычаг 22 с роликом 23 на конце, взаимодействующим с копиром 11, и связывающей раму захватов с тележкой 9 и приводом захватов, позволяет за сче поворота захватов на угол oi. уменьшить высоту подъема конца полосы, тем самым уменьшить время цикла подтягивания, и избежать утыкания консольной части полосы в рейки холодильника, т.е. повысить надежность работы устройства.
5
0
5
0
5
0
5
Шарнирное соединение захватов с рамой, связь их с тележкой посредством тяги 18, гибкого 19 и упругого 0 элементов обеспечивает при опускании рамы поворот захватов в вертикальной плоскости так, что рабочая поверхность захватов становится параллельной контактной поверхности полос, чем обеспечивается надежность захвата полос.
Обратный поворот захватов при подъеме в плоскости, перпендикулярной направлению подтягивания полос, исключает косой изгиб консольной части полос, благодаря чему не происходит перехлестывание полос и обеспечивается попадание их в свой ручей при освобождении из захватов.
Наличие в предлагаемом устройстве балансировок и упругих элементов способствует безударной работе устройства .
Использование предлагаемого устройства позволит повысить производительность мелкосортного стана за счет увеличения пропускной способности и снижения металлоотходов на участке отделки проката.
Ф о о м у л а изобретения Устройство для подравнивания проката на холодильнике, содержащее тележку с приводом и ряд подвесных захватов с приводами, отличающееся тем, что, с целью повышения производительности и надежности в работе, оно снабжено рамой, шарнир- но соединенной с захватами, которые связаны с тележкой посредством тяги, гибкого и упругого элементов с возможностью поворота захватов в вертикальной плоскости, перпендикулярной направлению перемещения тележки, и рычажной системой, связывающей раму с тележкой и приводом захватов с возможностью подъема рамы и одновременного ее поворота в направлении перемещения тележки.
1533798 01 $
«Wr
Состава.
