его периметру. Неметаллические вклю- 30 чески за счет обратной связи поддерчения, образующиеся в разливаемом металле 8 при окислении компонентов, эрозии футеровки промежуточного ковша 1, материала разливочного стакана 2 и сферического тела 6 и попадающие в металл 8 в кристаллизаторе 4, подвергаются в получаемой гидродинамической структуре за счет отсутствия сильных нисходящих потоков и высокой скорости всплывания частиц эффективной сепарации от металла 8 и ассимиляции слоем шлака 9. Формирование тороидального вихревого кольца 12 способствует равномерному распределению
5
живать условия и скорость роста оболочки слитка 10 вследствие изменения скорости вращения сферического тела 6 и изменения гидродинамической обстановки в кристаллизаторе. Сферическое тело 6 в предлагаемом устройстве может изготавливаться, кроме огнеупоров, с плотностью ниже, чем плотность разливаемого металла, так- П же из различных металлов, сплавов и материалов, которые при расплавлении или сублимации могут производить легирование, модифицирование, рафинирование, а также изменять условия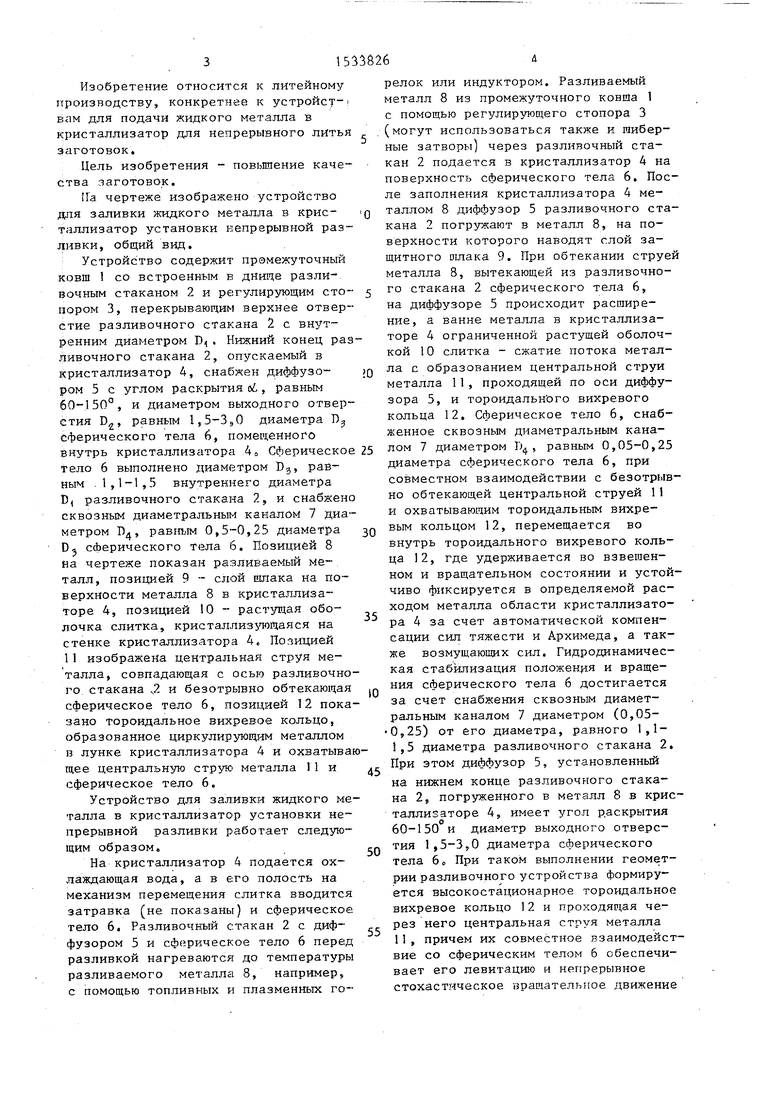
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315681C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2381086C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| ПОГРУЖАЕМЫЙ СТАКАН ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2030958C1 |
| Устройство для защиты струи металла при непрерывной разливке | 1982 |
|
SU1097439A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Устройство для подачи металла в кристаллизатор | 1990 |
|
SU1770049A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
Изобретение относится к литейному производству, к устройствам для подачи жидкого металла в кристаллизатор для непрерывного литья заготовок. Цель изобретения - повышение качества заготовок. Под разливочным стаканом 2 установлено сферическое тело 6 диаметром, равным 1,1...1,5 диаметра отверстия в разливочном стакане 2, при этом в сферическом теле выполнен канал диаметром 0,05...0,25 диаметра сферического тела, а нижний конец стакана 2 выполнен в форме диффузора 5 с углом раскрытия 60...150°. 1 ил.
металла 8 по периметру кристаллизато- 45 Формирования слитка, за счет переохра 4, эффективному выносу неметаллических включений из фронта кристаллизации и равномерному без подплавлений росту оболочки слитка 10. Неметаллические включения сепарируются из металла 8 в зазоре между выходным отверстием диффузора 5 и стенкой кристаллизатора 4 и поглощаются слоем шлака 9, защищающего металл от окисления Наличие восходящего потока металла в зоне контакта слоя шпака с формирующейся оболочкой слитка 10 препятствует захватыванию неметаллических частиц на поверхность формируюлаждения центральной струи металла, Сферическое тело 6 может изготавливаться из материала с плотностью выше, чем плотность разливаемого металла, так как в предлагаемом устройстве условия его вращения и левитации в струе металла, а следовательно, и стабилизация режима литья не зависят от плавучести сЛерического тела 6.
В данном устройстве за счет вращения сферического тела 6 обеспечивается его равномерная по всей поверхности эрозия и растворение, что улучшает стабилизацию режима литья. Кроме это
го, эффект левитации сферического тела 6 обеспечивается в широком диа пазонеразмеров, начиная с начального диаметра равного 1,1-1,5 внутреннего
I диаметра канала разливочного стакана и кончая моментом практически полного разрушения и потерей формы сквозного диаметрального канала 7. Предлагаемое устройство стабилизирует режим литья независимо от ориентации направления струи разливаемого металла faK как заявляемая геометрия разливочного стакана 2 и сферического тела 6 обеспечивает вращение и левитацию последнего при их любом расположении в пространстве,, что дает возможность проводить горизонтальное и сифонное литье.
Пример. Отливают заготовки из стали с содержанием углерода 0,2%, марганца 0,25%, алюминия 0,02%, крем «ия 0,3%, диаметром 150 мм. Разливочный стакан длиной 200 мм из гра- фитошамота имеет отверстие диаметром 15 мм. Сферическое тело из легковесного графитоиамота с упрочнением поверхности плазменным напылением окиси алюминия выполняют с каналом, который формируют методом при пекания. Температура разливки стали 1500°С, скорость разливки 0,5 м/мин.
0
5
о
0
5
Диаметр сферического тела 19,5 мм, диаметр отверстия в нем 2,9 мм, диаметр выходного отверстия диффузора 44 мм, а угол его раскрытия 105 .
Изобретение позволит повысить качество слитков за СЧРТ снижения количества неметаллических включений в металле.
Формула изобретения
Устройство для заливки жидкого металла в кристаллизатор для непрерывного литья заготовок, содержащее промежуточный ковш с разливочным стаканом и сферическое тело, расположенное в кристаллизаторе, отличающееся тем, что, с целью повышения качества заготовок, сферическое тело выполнено со сквозным диаметральным каналом, диаметр которого составляет 0,05-0,25 диаметра сферического тела, а нижний конец разливочного стакана выполнен в форме диффузора с углом раскрытия 60-150 и диаметром выходного отверстия, составляющим 1,5-3,0 диаметра сферического тела, при этом диаметр сферического тела равен 1,1-1,5 внутреннего диаметра разливочного стакана.
| Патент США № 3727668, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
