Изобретение относится к области металлургии, а точнее к непрерывному литью металлических заготовок на горизонтальных машинах с непрерывным вытягиванием слитков в двух противоположных направлениях.
Цель изобретения - повышение надежности процесса -литья путем увеличения надежности работы узла кристаллизатор-затравка в пусковой период работы.
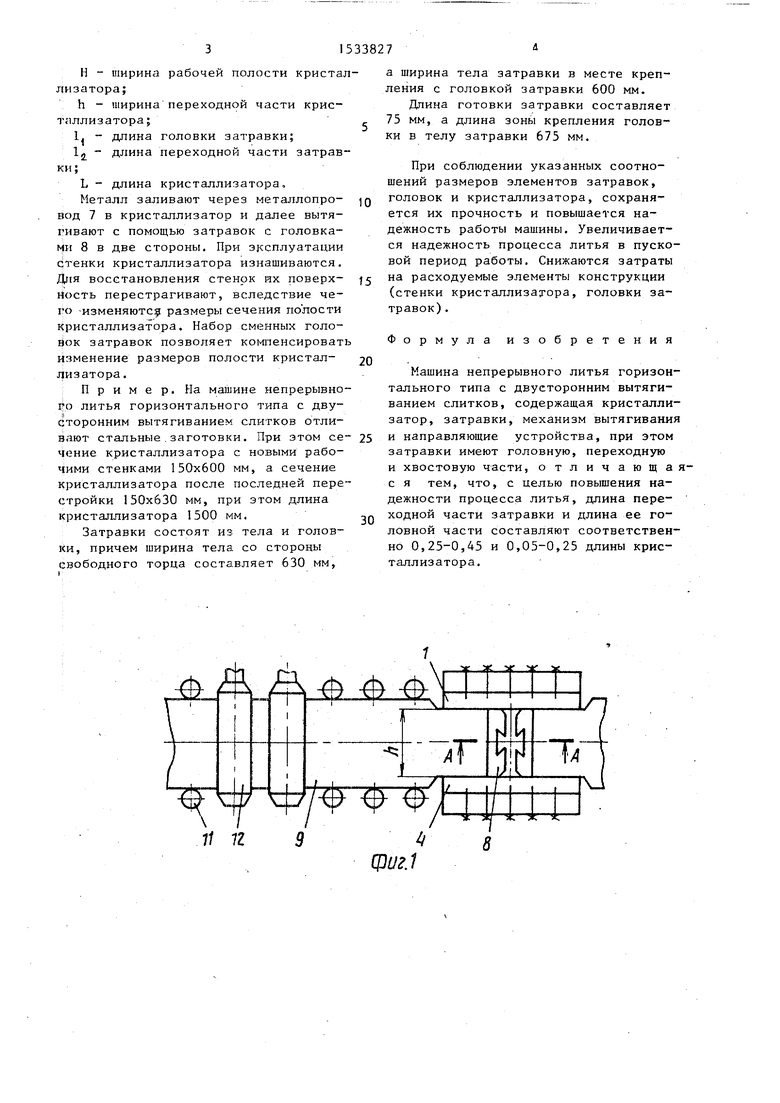
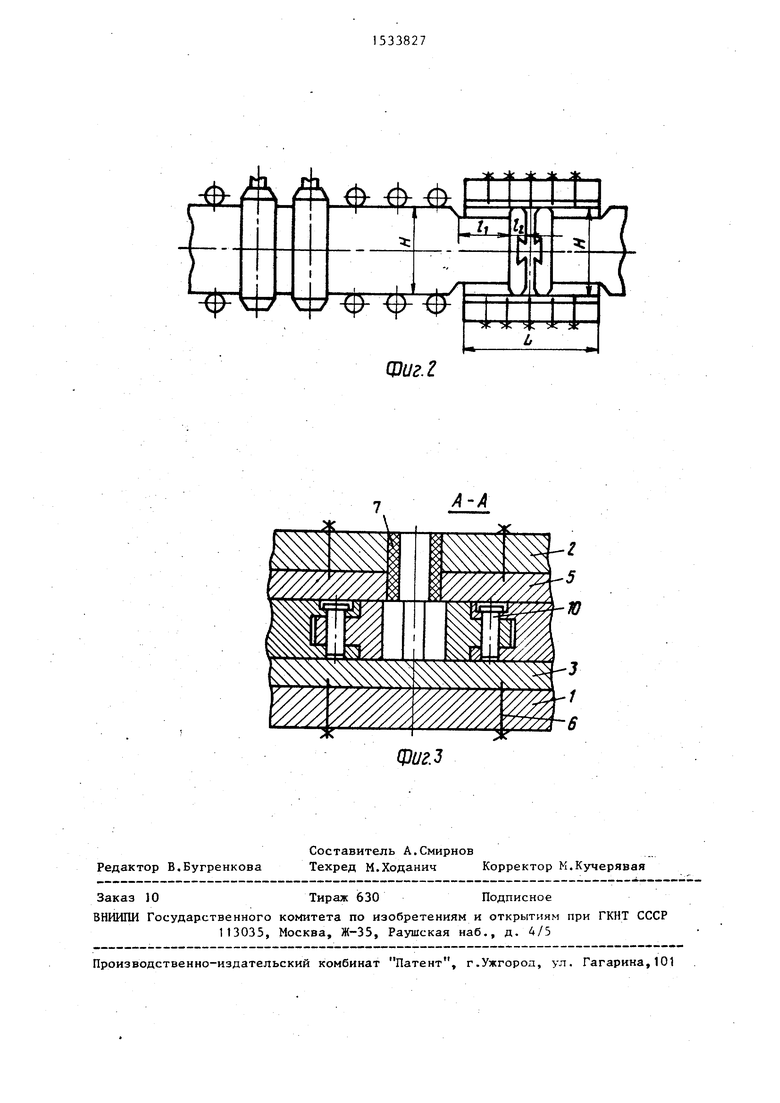
На фиг.1 изображена машина, вид сверху; на фиг.2 - то же, вид сбоку, верхняя стенка кристаллизатора снята; на фиг.З - разрез А-А на фиг.1.
Машина содержит сборный кристаллизатор, состоящий из стального корпуса 1, стальной крышки 2, рабочих стенок, выполненных из материала с высокой теплопроводностью, например меди, нижней стенки 3, боковых стенок 4 и верхней стенки 5, которые крепятся к корпусу или крышке шпильками 6. В середине верхней стенки установлен огнеупорный металлопровод 7. Для обеспечения возможности литья в начальный момент времени в кристаллизатор заведены затравки, состоящие из сменных головок 8 и тел 9, соединенных между собой пальцами 10. Для направления движения затравок по оси машины служат направляющие ролики 11, а валки тянущей клети 12 служат для перемещения затравок в процессе литья либо в период подготовки машины к разливке.
На чертеже обозначено:
сл
СО
со
00
to J
II - ширина рабочей полости кристал личптора;
h - ширина переходной части кристаллизатора;1. - длина головки затравки; 1г - длина переходной части затравки ;
L - длина кристаллизатора.
Металл заливают через металлопро- вод 7 в кристаллизатор и далее вытягивают с помощью затравок с головками 8 в две стороны. При эксплуатации стенки кристаллизатора изнашиваются. Для восстановления стенок их поверх- ность перестрагивают, вследствие чего изменяются размеры сечения полости кристаллизатора. Набор сменных головок затравок позволяет компенсировать изменение размеров полости кристал- лизатора.
Пример. На машине непрерывного литья горизонтального типа с двусторонним вытягиванием слитков отливают стальные заготовки. При этом се- чение кристаллизатора с новыми рабочими стенками 150x600 мм, а сечение кристаллизатора после последней перестройки 150x630 мм, при этом длина кристаллизатора 1500 мм.
Затравки состоят из тела и головки, причем ширина тела со стороны свободного торца составляет 630 мм,
а ширина тела затравки в месте крепления с головкой затравки 600 мм.
Длина готовки затравки составляет 75 мм, а длина зоны крепления головки в телу затравки 675 мм.
При соблюдении указанных соотношений размеров элементов затравок, головок и кристаллизатора, сохраняется их прочность и повышается надежность работы машины. Увеличивается надежность процесса литья в пусковой период работы. Снижаются затраты на расходуемые элементы конструкции (стенки кристаллизатора, головки затравок) .
Формула изобретения
Машина непрерывного литья горизонтального типа с двусторонним вытягиванием слитков, содержащая кристаллизатор, затравки, механизм вытягивания и направляющие устройства, при этом затравки имеют головную, переходную и хвостовую части, отличающая с я тем, что, с целью повышения надежности процесса литья, длина переходной части затравки и длина ее головной части составляют соответственно 0,25-0,45 и 0,05-0,25 длины кристаллизатора.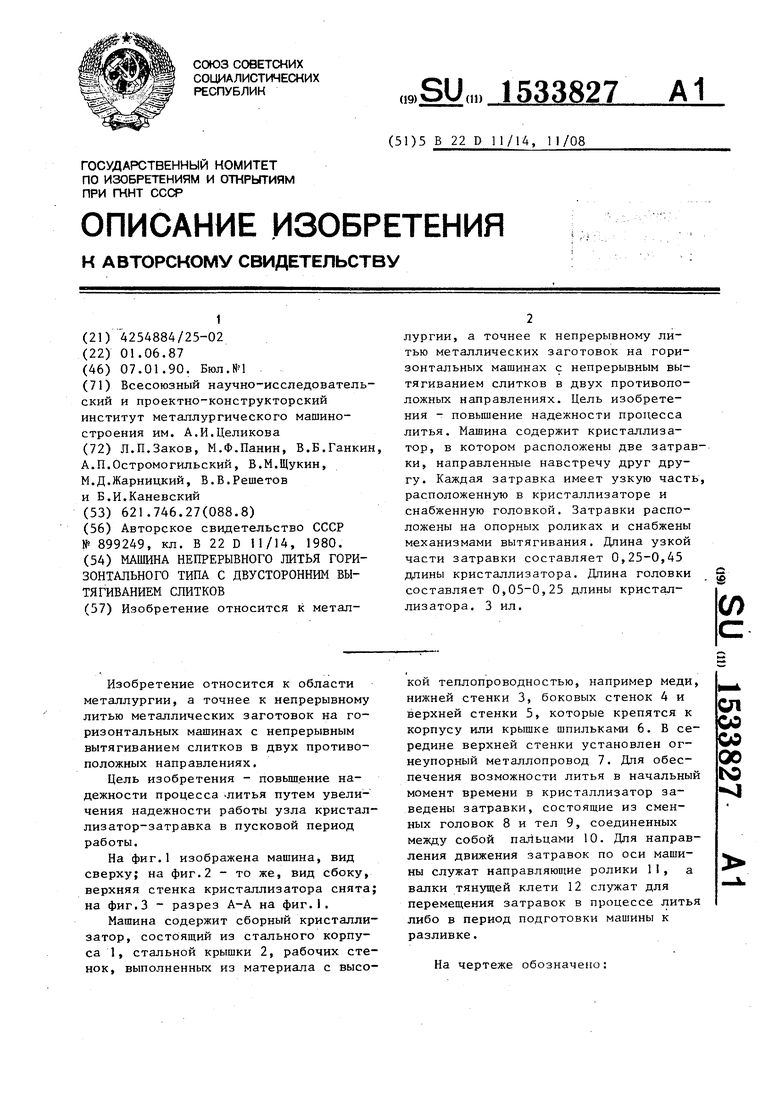
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| Машина непрерывного литья заготовок | 1980 |
|
SU899249A1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| Машина непрерывного литья слитков горизонтального типа | 1982 |
|
SU1311845A1 |
| Способ непрерывного литья слитков и устройство для его осуществления | 1983 |
|
SU1118710A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| Способ полунепрерывного литья металлов | 1980 |
|
SU984647A1 |
| Устройство для литья крупных слитков | 1979 |
|
SU872015A1 |
Изобретение относится к металлургии, а точнее к непрерывному литью металлических заготовок на горизонтальных машинах с непрерывным вытягиванием слитков в двух противоположных направлениях. Цель изобретения - повышение надежности процесса литья. Машина содержит кристаллизатор, в котором расположены две затравки, направленные навстречу друг другу. Каждая затравка имеет узкую часть, расположенную в кристаллизаторе и снабженную головкой. Затравки расположены на опорных роликах и снабжены механизмами вытягивания. Длина узкой части затравки составляет 0,25...0,45 длины кристаллизатора. Длина головки составляет 0,05...0,25 длины кристаллизатора. 3 ил.
, А -&
11 72
п
фиг.1
&
Фиг. Z
А-А
г
у/жт
-то
&
Фиг.з
| Машина непрерывного литья заготовок | 1980 |
|
SU899249A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
