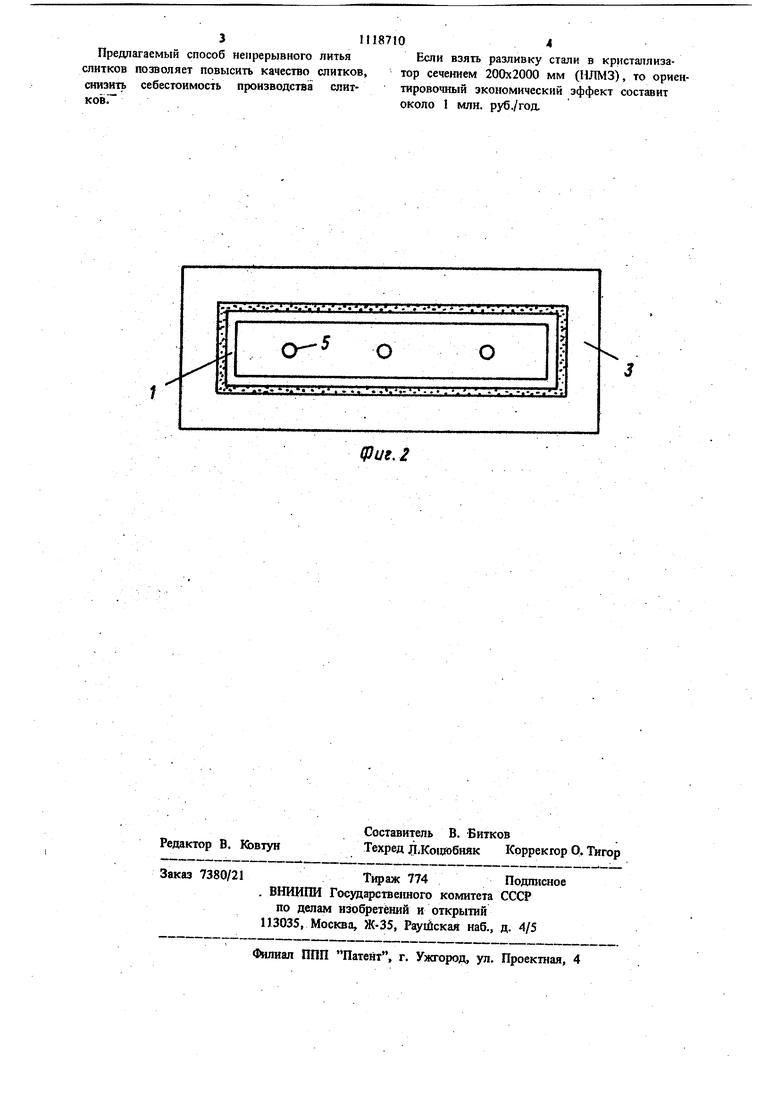
1 Изобретение отаослтся к металлургии, а именно к непрерывкой разливке металлов и сплавов. Известен способ непрерывного литья слитко с подводом струи расплава ниже уровня эер кала металла в кристаллизаторе и устройство для его осуществления, выполненное в виде огнеупорного питателя, погружаемого в жид-,кую фазу слитка, формирующегося в кристаллизаторе Ell Недостатком этого способа и устройства яв ляется необходимость применения промежуточных ковшей для соблюдения постоянства расхода металла в процессе разЛивки и приме нение защитных теплоизолирующих сред для предохранения зеркала металла в кристал лизаторе от вторичного окисле1гая. Наиболее близким к предлагаемому по тех нической сущности и достигаемому результату является способ непрерывчого литья слитков, включающий подачу металла в кристаллизатор из сталеразливочного ковша через промежуточный ковщ через питатель и вытягавание формирующегося слитка. Устройство для осуществления способа содержит кристаллизатор и питатель с отверстиями в донной части, выполненный в виде плиты из огнеупорного материала с ячейками и буртом по периферии со стороны контакта с металлом (2., Недостатком известного способа является глубокое проникновение струи разливаемого металла в жидкую фазу слитка, что приводит к размыванию корочки слитка и ухудшению его качества. Недостаток известного устройства - неудовлетворительное качество отливаемых слитков, так как при подаче металла в кристаллизатор через промежуточный ковш создается большой ферростатический напор столба металла и тубокое проникновение струи металла в жидкую фазу слитка. Целью изобретения является повышение качества слитков.. Поставленная цель достигается тем, что со гласно способу непрерывного литья слитков, включающему подачу металла из сталеразливоч ного ковша в кристаллизатор через питатель и вытягдва1ше формирующегося слитка, перед началом процесса разливки питатель устанавЛ1ШШОТ в нижней части кристаллизатора, а с началом подачи металла в кристаллизатор его поднимают со скоростью, равной скорости подъема меьшска металла в кристаллизаторе. В усфойствё для непрерывного литья слитков, содержащем кристаллизатор и питатель из огнеупорного материала с отверстиями в донной части для подвода металла. 0 питатель в поперечном сечении выполнен по форме двутавра. На фиг.. I представлено устройство, продольное сечение; на фиг. 2 - то же, вид сверху. Устройство для непрерывного литья слитков состоит из питателя 1, выполненного Из огнеупорного материала, который в поперечном сечении имеет форму двутавра. Нижняя часть 2 питателя является шлакоуловителем. Питатель 1 представляет собой короб, сечение которого в плане подобного поперечному сечению кристаллизатора 3. Внутри питателя 1 выполнено днище 4 с отверстиями 5, число которых в днище более двух и увеличивается с увеличением ширины кристаллизатора 3. Отверстия 5 служат для подвода металла в полость кристаллизатора. Верхняя часть питателя I в процессе разливки играет роль промежуточного устройства, обеспечивая постоянный уровень расплава и его постоянный расход. Перед началом процесса разливки питатель 1 устанавливают непосредственно на затравку 6. П р и м е р. 1. На зкспериментальной У)-1РС установлен кристаллизатор сечением 150x6000 мм. Огнеупор1п Й короб питателя имеет в плане наружное сечение 140x5980 мм, высоту 300 мм, толщину стенок 500 мм и толщину днища 80 мм. Днище расположено посередине высоты стенок короба. Материал короёа - корундо- или цирконографит. Перед началом разливки питатель устанавливают на затравку. После начала разливки питатель поднимают со скоростью 0,1-0,3 м/мин до того момента, когда скорость вытягивания слитка достигнет рабочей величины, т. е. 0,25-0,30 м/мин. Время подъема питателя 1,5-2,0 мин. Уровень металла в питателе составляет. 80-100 мм и обеспечивает равномерный его расход при трех отверстиях диаметром 60 мм. Разливают металл марки ст. 10-40. При разливке в зазор между стенками питателя и кристаллизатора подают жидкий пара-,. фин. Пример 2. Сечение кристаллизатора составляет 150x12000 мм. Огнеупорный короб питателя в этом случае выполнен составным из двух или более секций, которые соединены между собой с помощью металлической арматуры и быстротвердеющей огнеупорной мж;сы. Сечение наружных стенок питателя в плане составляет 140x11970 мм. Толщина стенок, нища и его расположение то же, что и в примере 1, а число отверстий диаметром 60 мм увеличено до шести. В остальном технология разливки не отличается от приведенной в примере 1.
Предлагаемый способ непрерывного литья слитков позволяет повысить качество слитков, снизить себестоимость производства слитковГ
Если взять разливку стали в кристаллизатор сечением 200x2000 мм (ИЛМЗ), то ориентировочный экономический зффект составит около 1 млн. руб./год.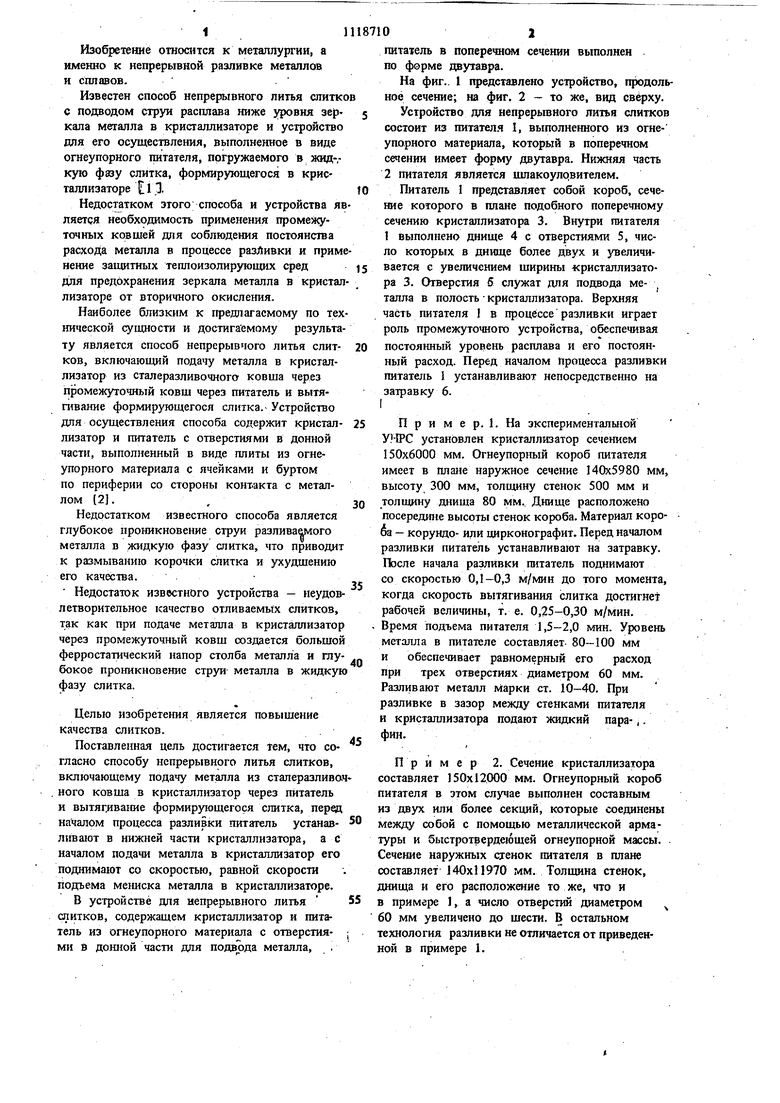
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| Устройство для обработки и разливки металлов в вакууме | 1975 |
|
SU563439A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Способ непрерывного литья биметаллических слитков и устройство для его осуществления | 1983 |
|
SU1271635A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831292A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
1. Способ непрерывного литья слитков, включшощий щдачу металла из сталеразливочного ковша в кристаллизатор через. питатель и вытягивание формирующегося слитка.о т - л и ч а ю Щ и и с я тем, что, с целью повышения качества слитков, перед началом процесса разливки питатель устанавливают в ниж- ней части кристаллизатора, а с началом подачи металла в кристаллизатор его поднимают со скоростью, равной скорости подъема мениска металла в кристаллизаторе. 2. Устройство для непрерывного литья слитков, содержащее кристаллизатор и питатель из огнеупорного материала с отверстиями в до1шой части для подвода металла, отличающееся тем, что, с целью повышения качества свитков, питатель в попереч(Л ном сечении выполнен по форме двутавра. . : tput.l 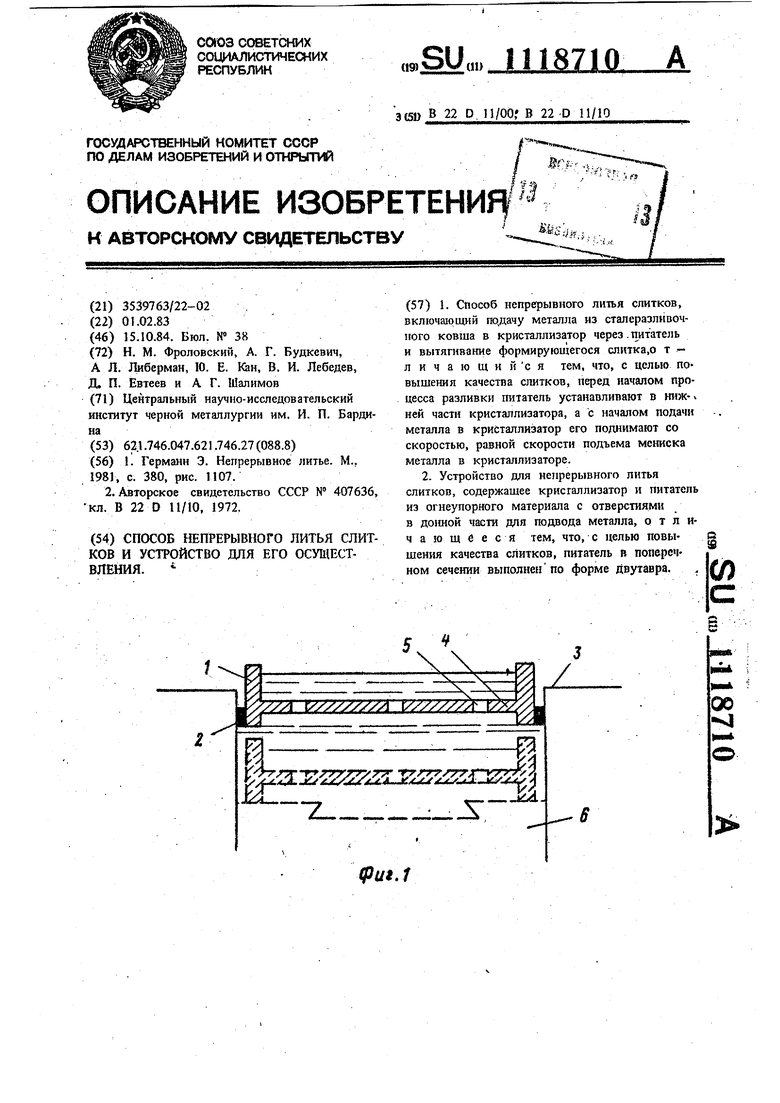
(put, 2
| I | |||
| Германн Э | |||
| Непрерывное литье | |||
| М., 1981, с | |||
| Велосипед, приводимый в движение силой тяжести едущего | 1922 |
|
SU380A1 |
| ПРИБОР ДЛЯ ЦЕНТРИРОВАНИЯ | 1920 |
|
SU1107A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU407636A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
