Изобретение относится к гальванотехнике и предназначено для управления оборудованием многопроцессной линии гальванопокрытий автооператорного типа, в которой могут обрабатывать ся несколько подвесок с изделиями, причем каждая подвеска может обрабатываться по своей технологической программе.
Цель изобретения - повышение каче- ства покрытий путем обеспечения заданной толщины при обработке изделий на нескольких подвесках в одной ванне , снижение расхода металла и энергии.
На чертеже представлена структурная схема предлагаемой системы,
Система содержит технологические агрегаты (ванны} 1, датчики 2 положения автооператора, автооперато- ры 3, устройства 4 управления авто- оператором, выпрямители 5„ датчики 6 тока, пульт 7 управления и индикации, управляющую вычислительную машину 8, таймер 9, блок 10 цифровых вводов, блок 11 цифровых выводов, коммутатор 32 аналоговых сигналов от датчиков тока, аналого-цифровой преобразователь 13 (АЦП), дешифратор 14, цифро- аналоговые преобразователи 15 (ДАЛ).
Гальваническая линия состоит из технологических агрегатов 1 различного назначения, вдоль которых передвигаются автооператоры 3, на которые поступают команды из устройства 4 управления автооператорО М,, Автооператоры 3 перемещают обрабатываемые детали из одного технологического агрегата 1 в другой. Ванны, в которых:
5
п
. с
0
производится электролитическая обработка деталей, оснащены выпрямителями 5 и датчиками 6 тока.
Управляющая вычислительная машина (УВМ) 8, являющаяся центральным звеном системы, соединена с таймером 9, блоком 10 цифровых вводов и блоком 11 цифровых выводов. Через блок 10 УВМ связана с АЦП 13, на который через коммутатор 12 подаются сигналы от датчиков тока 6. Кроме того, через блок 10 УВМ связана с датчиками 2 положения автооператора, устройствами 4 управления автооператорами и с пультом 7 управления и индикации, рез который оператор, обслуживающий гальваническую линию, заносит в систему задание на обработку деталей и получает информацию о работе системы.
Через блок 11 цифровых выводов УВМ воздействует на устройства 4 управления автооператорами, управляет работой коммутатора 12, выдает управляющие воздействия на выпрямители 5 через ЦАП 15. Кроме того, УВМ через блок 11 выдает код адреса выпрямителя на дешифратор 14, который включает соответствующий ЦАП 15.
Система работает следующим образом.
При поступлении подвески с деталями на линию рабочий - оператор, обслуживающий линию,вводит в систему с пульта 7 шифр покрытия. В шифре заложены сведения о виде и толщине покрытия, токовых режимах, площади покрываемых деталей и другая информация
515
Управление движением автооперато- ров осуществляется УВМ с учетом информации о местоположении и состоянии автооператоров, поступающей от датчиков 2 положений, и завершенности обработки деталей на позициях. Завершение обработки деталей определяется по достижении заданного времени (для подготовительных операций) и заданой толщины покрытия (для электролитических ванн).
Если обрабатываемые детали в электролитической ванне отсутствуют, оба выпрямителя 5 данной ванны находят- ся в выключенном состоянии. При опускании подвески с деталями в ванну производится одновременное включение обоих выпрямителей в первый режим. Для этого УВМ через блок 11 цифрово- го вывода выдает соответствующее первому режиму управляющее воздействие через 1Ш1 15 сначала на первый, а затем на второй выпрямители 5 ванны. Управляющие воздействия передают- ся одновременно на все ЦДЛ 15, однако преобразование осуществляется только тем ЦАП, на который пришел разрешающий сигнал от дешифратора 14 Так как скорость выполнения операций про- цессором УВМ достаточно велика, включение выпрямителей происходит практически одновременно.
После начала электрохимического процесса УВМ опрашивает с некоторым периодом оба датчика тока рассматриваемой ванны. Опрос осуществляется в 2 этапа: сначала через блок 11 цифровых выводов на коммутатор 12 выдается номер датчика 6 тока, выход ко- торого необходимо подключить к АЦП 13 Далее, по прошествии интервала времени, необходимого для коммутации коммутатора 12 и преобразования АЦП 13 (интервал времени задается тайме- ром 9), осуществляется считывание цифровой информации в УВМ с выходов АЦП 13 через блок 10 цифровых вводов. Используя текущую информацию с обоих датчиков 6 тока, введенные опера- тором с пульта значения площади обрабатываемых деталей и значения текущего времени, поступающие с таймера 9, процессор УВМ по закону Фарадея рассчитывает текущую толщину покрытия на деталях каждой из двух подвесок. В связи с тем, что процессы нанесения покрытия на детали каждой подвески могут идти с различной скоростью
056
(вследствие флуктуации тока выпрямителей, загрязнения контактов и т.д.) переключение выпрямителей 5 в новые режимы производится раздельно в зависимости от значения текущей толщины покрытия на деталях каждой подвески,
После завершения всех стадий процесса нанесения покрытия для деталей обеих подвесок выпрямители переключаются в режим минимального тока и информация о завершении процесса передается алгоритму управления автооператорами, УВМ выдает управляющее воздействие через блок 11 в устройство 4 управления автооператором, который свободен в данный .момент времени (или первым освободится после завершения предыдущей операции), для освобождения ванны от обработанных деталей. После освобождения ванны оба выпрямителя переводятся в состояние выключено подачей управляющих воздействий от УВМ.
По сравнению с известной предлагаемая система позволяет получить покрытие заданной толщины на деталях каждой подвески, обрабатываемых в технологических агрегатах, снизить затраты электроэнергии и более точного определения металла, идущего на покрытие, за счет установки дополнительных датчиков тока в каждой электролитической ванне, а также добавления в систему дешифратора адреса выпрямителя и ЦАП.
Формула изобретения
Система управления многопроцессной линией гальванопокрытий, содержащая установленные на ваннах датчики положения автооператора, устройства управления автооператорами, пульт управления и индикации, управляющую вычислительную машину, соединенные с ней таймер, бло,к цифровых вводов и блок цифровых выводов, аналого-цифровой преобразователь, соединенный с коммутатором аналоговых сигналов датчиков тока, и выпрямители с блоками, регулирования тока, причем блок цифровых вводов связан с датчиками положения автооператора, устройствами управления автооператорами, аналого- цифровым преобразователем и пультом управления и индикации, отличающаяся тем, что, с целью повышения качества покрытий путем
715541058
обеспечения заданной толщины при об-зователями, входы которых соединены
работке изделий на нескольких подвес-с блоком цифровых выводов и с дешифках в одной ванне, снижения расхода ратором, а выходы - с блоками регулиметалла и энергии, она снабжена де- грования тока выпрямителей и дополнйшифратором адреса выпрямителей, входытельными датчиками тока, соединенными
которого подключены к блоку цифровыхс коммутатором и установленными в
выводов, и.цифроаналоговнми преобра-каждой ванне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления многопроцессной линией гальванопокрытий | 1982 |
|
SU1063870A2 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Устройство программного управления автооператорами многопроцессных автоматических линий гальванопокрытий | 1982 |
|
SU1081243A1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Многопроцессная линия гальванических покрытий | 1988 |
|
SU1585396A1 |
| Способ управления процессом нанесения гальванопокрытий | 1985 |
|
SU1265221A1 |
| Установка для нанесения гальванопокрытий | 1984 |
|
SU1196422A2 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ГАЛЬВАНИЧЕСКИХ ВАНН | 1998 |
|
RU2135647C1 |
| Установка для нанесения гальванопокрытий | 1983 |
|
SU1113432A1 |
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1981 |
|
SU1003023A1 |
Изобретение относится к гальванотехнике и может быть использовано для управления оборудованием многопроцессной линии гальванопокрытий автооператорного типа. Цель изобретения - повышение качества покрытий путем обеспечения заданной толщины при обработке изделий на нескольких подвесках в одной ванне, снижение расхода металла и энергии. Система управления содержит установленные на ваннах 1 датчики 2 положения автооператора, устройства 4 управления автооператорами 3, пульт 7 управления и индикации, управляющую вычислительную машину 8, соединенные с ней таймер 9, блок 10 цифровых вводов и блок 11 цифровых выводов, аналого-цифровой преобразователь 13, связанный с коммутатором 12 аналоговых сигналов от датчиков тока 6. Причем блок цифровых вводов связан с датчиками положения автооператора, устройствами управления автооператорами, аналого-цифровым преобразователем и пультом управления и индикации. Кроме того система снабжена дешифратором 14 адреса выпрямителя 5, входы которого подключены к блоку цифровых выводов, и цифроаналоговыми преобразователями 15, входы которых соединены с блоком цифровых выводов и с дешифратором, а выходы - с блоками регулирования тока выпрямителей, а каждый технологический агрегат (ванна 1) электролитической обработки снабжен дополнительным датчиком тока, соединенным с коммутатором. 1 ил.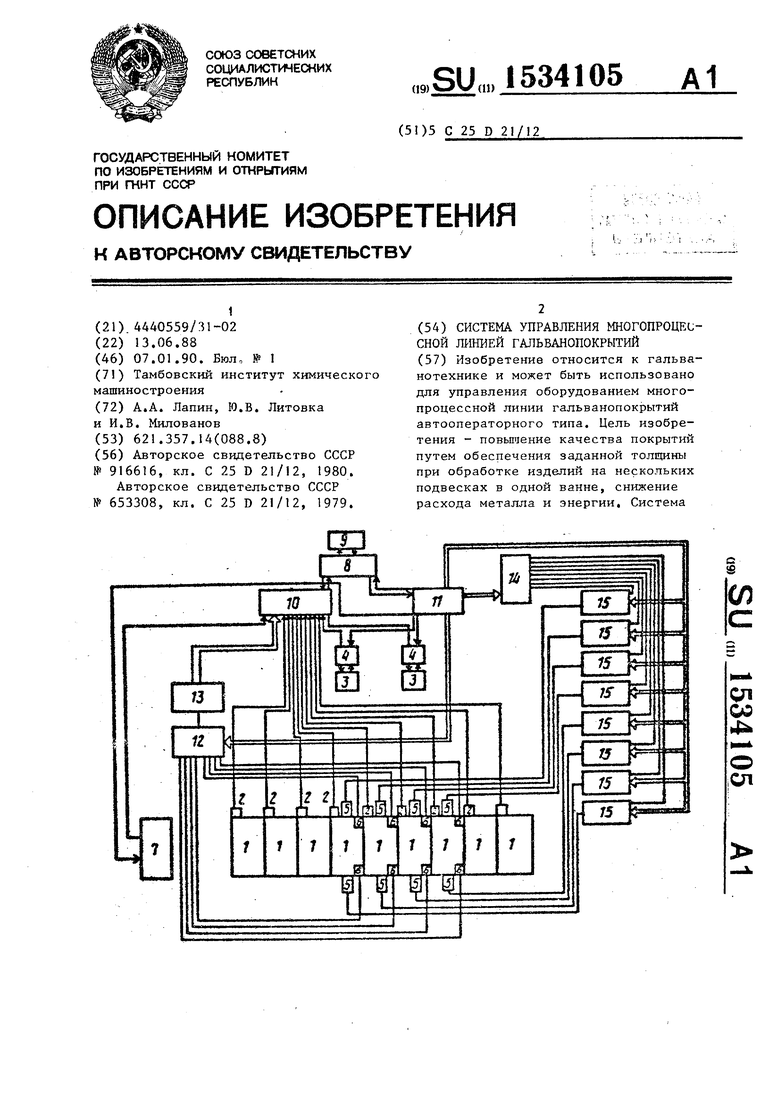
| Авторское свидетельство СССР № 916616, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
