Фи&1
Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле качества сварных соединений.
Известен способ магнитографического контроля, заключающийся в намагничивании изделий постоянным магнитным полем, записи полей рассеяния, обусловленных дефектами, на ферромагнитную ленту и последующем считывании магнитной записи на дефектоскопах.
Недостаток способа в том, что при контроле сварных соединений размагничивающее действие валика шва снижает чувствительность контроля.
Наиболее близким по технической сущности и достигаемому результату является способ магнитографического контроля сварных швов, заключающийся в том, что сварной шов с размещенной на его поверхности магнитной лентой намагничивают с помощью П-образного электромагнита и определяют качество сварного шва по магнитограмме, полученной на магнитной ленте. Недостатком указанного способа является то, что размагничивающее поле валика сварного шва снижает чувствительность контроля.
Цель изобретения - повышение чувствительности магнитографического контро; ля сварных соединений.
Указанная цель достигается тем, что перед намагничиванием на поверхность уложенной на шов магнитной ленты накладывают электропроводящую пластину с покрытием из электроизоляционного материала, ширина которой равна длине дуги валика шва, и пропускают по пластине постоянный ток, направление которого выбирают таким, чтобы магнитные потоки, созданные этими током и электромагнитом, совпадали,
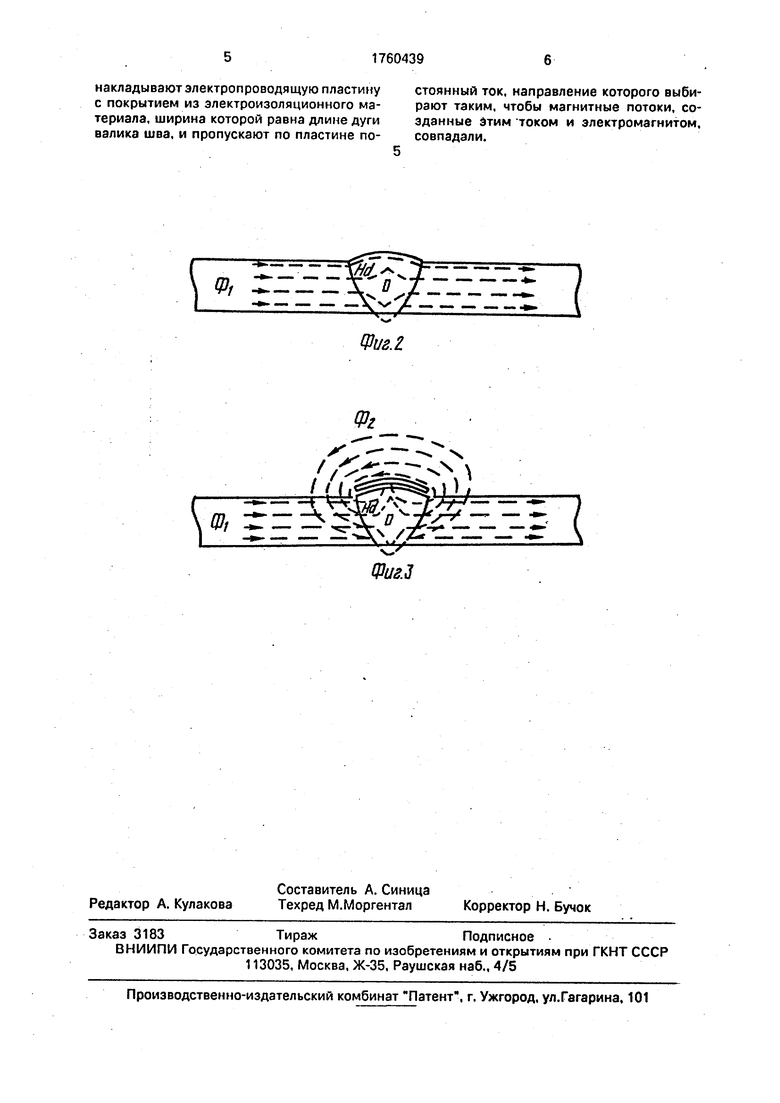
На фиг.1 представлен способ намагничивания сварного соединения, с дополнительным подмагничиванием сварного шва полем, создаваемым током, пропускаемым по токопроводящей пластине, расположенной на валике шва; на фиг.2 и 3 - схемы распределения магнитного потока в сварном соединении и создание поля рассеяния в месте дефекта без дополнительного под- магничивания (фиг.2) и с подмагничиванием (фиг.З).
На контролируемый участок сварного шва изделия 1 (фиг.1) укладывают магнитную ленту 2. Электропроводящую пластину 3 в изоляции (не показана) размещают на валике шва (фиг.1). Изделие намагничивают при помощи электромагнита 4. В процессе намагничивания по пластине 3 пропускают
постоянный ток, направление которого выбирают таким, чтобы направление магнитного потока в изделии, создаваемого электромагнитом, и направление потока
подмагничивания были одинаковыми.
При традиционной схеме намагничивания магнитный потокOi (фиг. 2), замыкаясь через изделие, создает в месте дефекта сварного соединения поле рассеяния .
Из-за влияния размагничивающего фактора валика шва градиент поля Hd на поверхности шва и, как следствие, контраст записи на магнитную ленту будет незначительным (фиг. 2). Поток (фиг. 3). возникающий в результате пропускания тока по пластине 3. подмагничивает сварной шов и устраняет размагничивающий фактор валика шва, тем самым увеличивая градиент поля Hd на поверхности шва, что в свою очередь повышает контраст записи поля дефекта на магнитную ленту.
Пример реализации способа. На контролируемый участок сварного шва с шириной валика шва b 12 мм и
высотой с 1,5 мм изделия из стали 3 с толщиной основного металла 6 мм, имеющего непровар в корне шва шириной 1 мм, высотой 0,5 мм, укладывалась магнитная лента, на нее медная пластина в электроизоляции. Ширина пластины L 12,5 мм, толщина 1,2 мм. Пластина изогнута по форме поверхности валика шва. Изделие намагничивали при помощи П-образного электромагнита (ток намагничивания 7А). В
процессе намагничивания по пластине в течении 2 с пропускали ток силой 210А. После отключения электромагнита информацию с ленты считывали на дефектоскопе МД-11Г, сравнивая ее с информацией, записанной
на другую ленту на том же изделии без применения заявляемого способа. Ток намагни- чивания 7А. Без применение подмагничивания сварного шва дефект не выявляется, а с применением заявляемого
способа на экране ясно виден двуполярный сигнал амплитудой 6 делений шкалы дефектоскопа.
Формула изобретения Способ магнитографического контроля сварг-ых соединений, заключающийся в том, что сварной шов с размещенной на нем магнитной лентой намагничивают с помощью П-образного электромагнита и опре- 5 деляют качество сварного шва по магнитограмме, полученной на магнитной ленте, отличающийся тем, что, с целью повышения чувствительности контроля, перед намагничиванием на поверхность уложенной на шов магнитной ленты
накладывают электропроводящую пластину с покрытием из электроизоляционного материала, ширина которой равна длине дуги валика шва, и пропускают по пластине постоянный ток, направление которого выбирают таким, чтобы магнитные потоки, созданные этим током и электромагнитом, совпадали.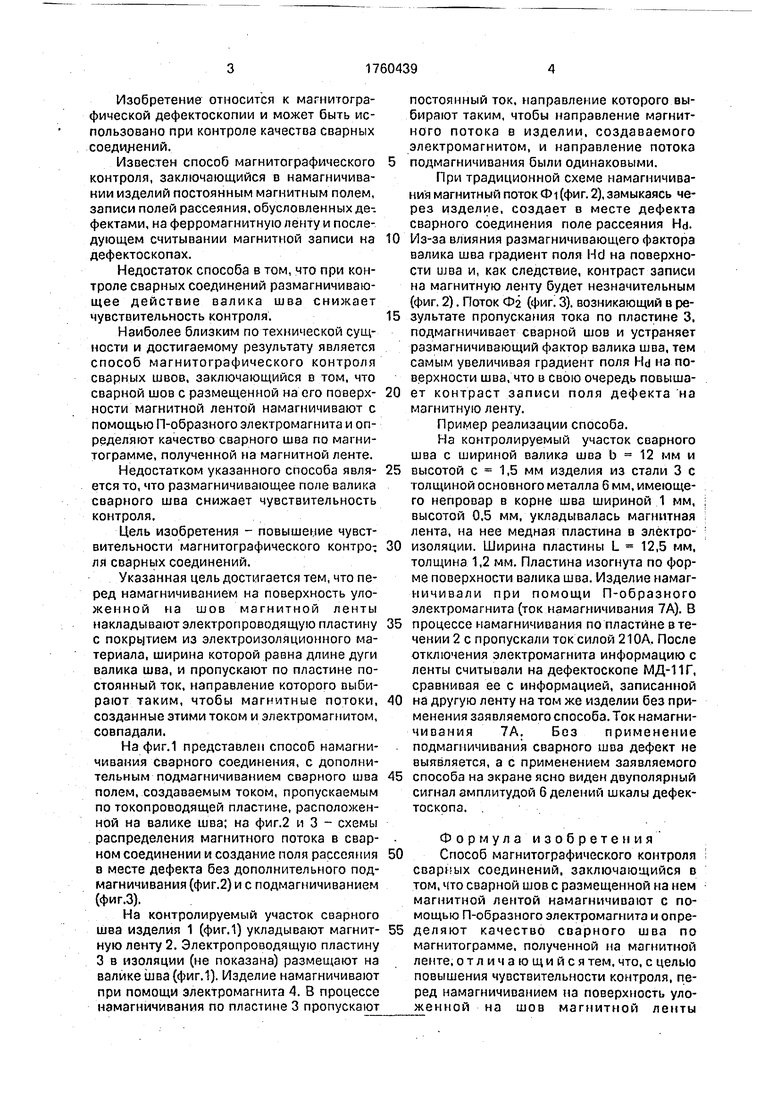
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1805376A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1672344A1 |
| Способ магнитографического контроля | 1988 |
|
SU1672345A1 |
Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле сварных л V соединений. Целью изобретения является повышение чувствительности магнитографического контроля. На контролируемый участок сварного шва изделия 1 укладывают магнитную ленту 2. Затем на валик шва с уложенной на него лентой укладывают токо- проводящую пластину 3 в изоляции. Изделие намагничивают при помощи электромагнита 4. В процессе намагничивания по пластине 3 пропускают постоянный ток, направление которого выбирают таким, чтобы направление магнитного потока в изделии, создаваемого электромагнитом, и направление потока подмагничивания были одинаковыми, что приведет к увеличению чувствительности магнитографического контроля. 3 ил. ; со с ,4 / х{ о о -N Сл) ю
Фиг. г
Фиг.З
| Способ магнитной дефектоскопии | 1952 |
|
SU102537A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фалькевич А.С., Хусанов М.Х | |||
| Магнитографический контроль сварных соединений | |||
| - М.: Машиностроение, 1966 | |||
