Изобретение относится к пайке, в частности к устройству для пайки изделий, и может быть использовано в велостроении при изготовлении трубчатых конструкций, а более конкретно при изготовлении корончатых узлов передних вилок велосипеда в велопро- мышленности.
Цель изобретения - повышение производительности и качества пайки передней вилки велосипеда.
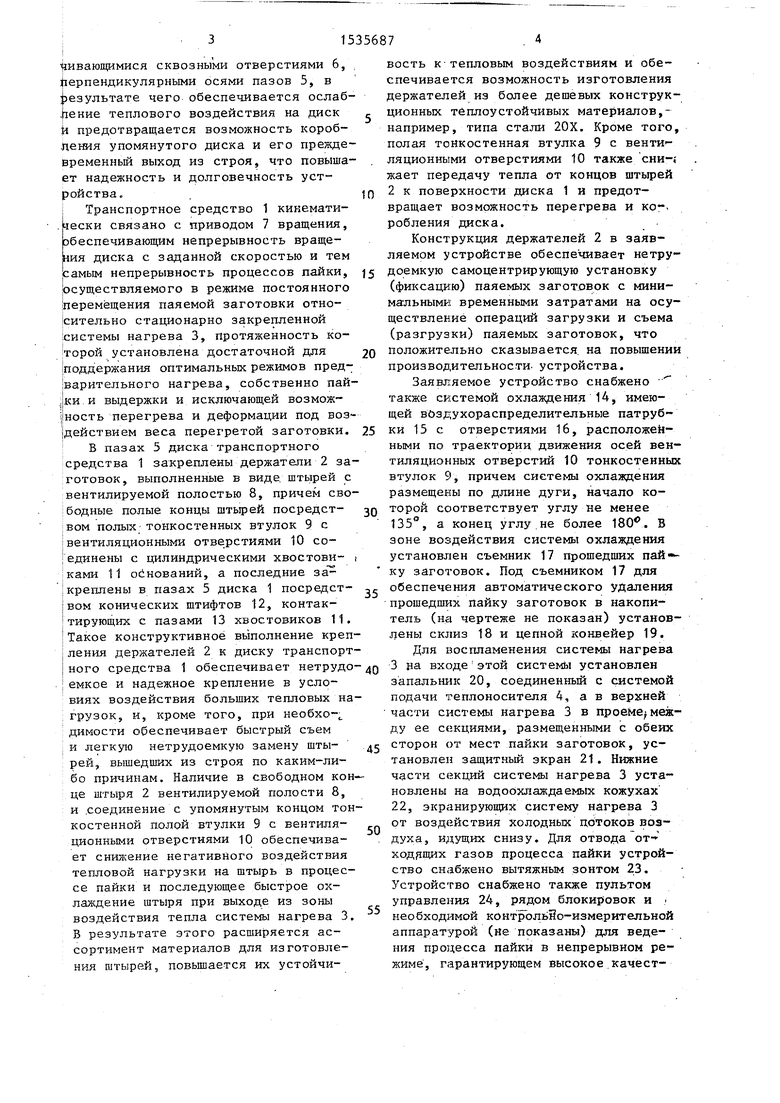
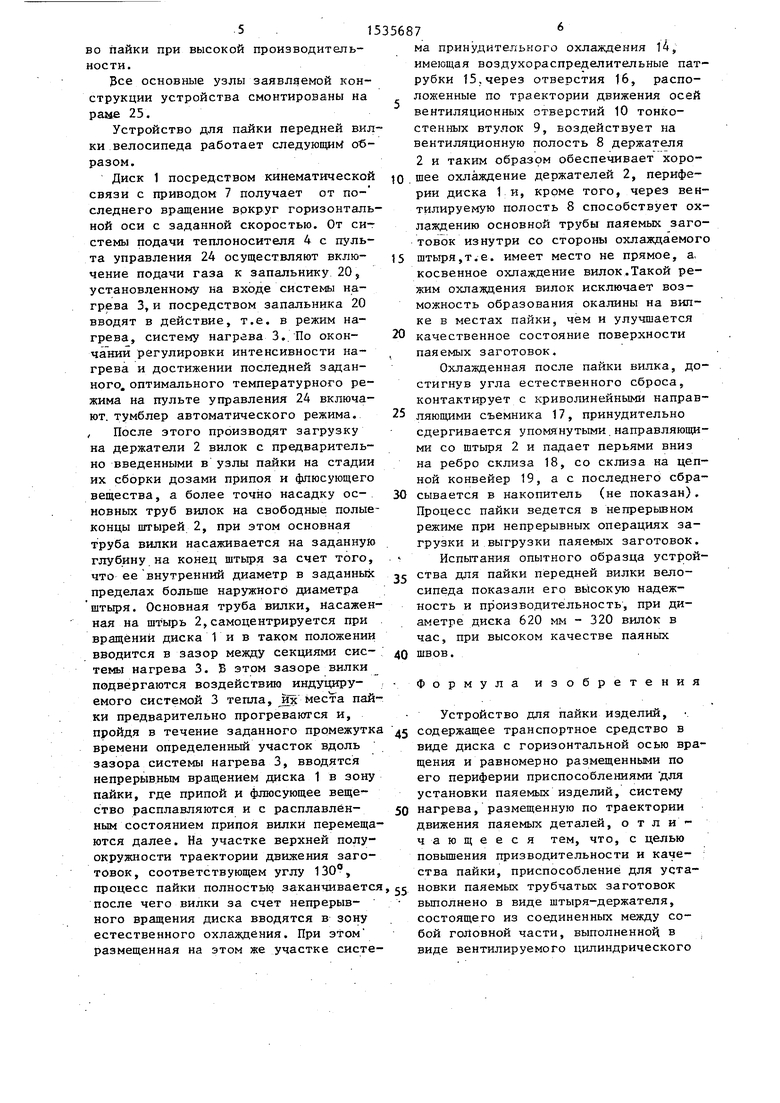
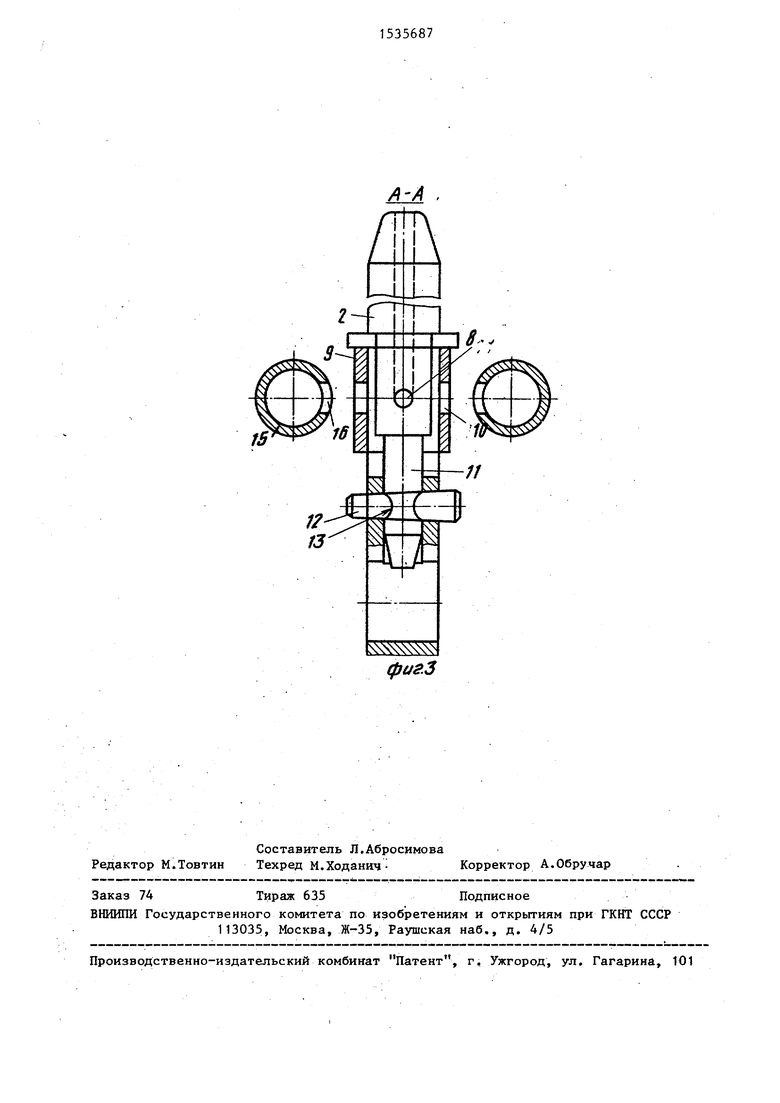
На фиг.1 схематически изображено устройство для пайки передней вилки велосипеда; на фиг.2 - сегмент периферии транспортного диска с держателями; на фиг.З - держатель, разрез.
Устройство для пайки передней вилки велосипеда содержит транспортное средство 1 с держателями 2 паяемых
трубчатых заготовок, преимущественно передних вилок велосипеда, систему нагрева 3, размещенную в виде двух секций по длине верхней полуокружности траектории движения паяемых заготовок с обеих сторон от мест пайки последних, причем конец системы нагрева 3 соответствует углу не более 130° для исключения перегрева заготовок и деформации их в местах перегрева, и систему подачи теплоно- сит,еля 4, в качестве которой используют, например, систему подачи природного газа.
Транспортное средство 1 выполнено в виде диска с горизонтальной осью вращения, с равномерно, размещенными / по его периферии, например, с интер-j валом 5° радиальными пазами 5, эаканСП
G3 СП О 00 4
чивающимися сквозными отверстиями 6, перпендикулярными осями пазов 5, в результате чего обеспечивается ослабление теплового воздействия на диск и предотвращается возможность коробления упомянутого диска и его преждевременный выход из строя, что повышает надежность и долговечность устройства.
Транспортное средство 1 кинематически связано с приводом 7 вращения, обеспечивающим непрерывность вращения диска с заданной скоростью и тем самым непрерывность процессов пайки, осуществляемого в режиме постоянного перемещения паяемой заготовки относительно стационарно закрепленной системы нагрева 3, протяженность которой установлена достаточной для поддержания оптимальных режимов предварительного нагрева, собственно пайки и выдержки и исключающей возможность перегрева и деформации под воздействием веса перегретой заготовки.
В пазах 5 диска транспортного средства 1 закреплены держатели 2 заготовок, выполненные в виде штырей с вентилируемой полостью 8, причем свободные полые концы штырей посредством полых тонкостенных втулок 9 с вентиляционными отверстиями 10 соединены с цилиндрическими хвостови- i ками 11 оснований, а последние закреплены в пазах 5 диска 1 посредством конических штифтов 12, контактирующих с пазами 13 хвостовиков 11, Такое конструктивное выполнение крепления держателей 2 к диску транспортного средства 1 обеспечивает нетрудоемкое и надежное крепление в условиях воздействия больших тепловых нагрузок, и, кроме того, при необхо- димости оОеспечивает быстрый съем и легкую нетрудоемкую замену штырей, вышедших из строя по каким-либо причинам. Наличие в свободном конце шгыря 2 вентилируемой полости 8, и соединение с упомянутым концом тонкостенной полой втулки 9 с вентиляционными отверстиями 10 обеспечивает снижение негативного воздействия тепловой нагрузки на штырь в процессе пайки и последующее быстрое охлаждение штыря при выходе из зоны воздействия тепла системы нагрева 3. В результате этого расширяется ассортимент материалов для изготовления штырей, повышается их устойчи0
5
0
5
0
5
0
5
0
5
вость к тепловым воздействиям и обеспечивается возможность изготовления держателей из более дешевых конструкционных теплоустойчивых материалов,- например, типа стали 20X. Кроме того, полая тонкостенная втулка 9 с вентиляционными отверстиями 10 также сни-; жает передачу тепла от концов штырей
2к поверхности диска 1 и предотвращает возможность перегрева и коробления диска.
Конструкция держателей 2 в заявляемом устройстве обеспечивает нетрудоемкую самоцентрирующую установку (фиксацию) паяемых заготовок с минимальными временными затратами на осуществление операций загрузки и съема (разгрузки) паяемых заготовок, что положительно сказывается на повышении производительности устройства.
Заявляемое устройство снабжено также системой охлаждения 14, имеющей воздухораспределительные патрубки 15 с отверстиями 16, расположенными по траектории движения осей вентиляционных отверстий 10 тонкостенных втулок 9, причем системы охлаждения размещены по длине дуги, начало которой соответствует углу не менее 135°, а конец углу не более 180. В зоне воздействия системы охлаждения установлен съемник 17 прошедших пайку заготовок. Под съемником 17 для обеспечения автоматического удаления прошедших пайку заготовок в накопитель (на чертеже не показан) установлены склиз 18 и цепной конвейер 19.
Для воспламенения системы нагрева
3на входе этой системы установлен запальник 20, соединенный с системой подачи теплоносителя 4, а в верхней части системы нагрева 3 в проеме между ее секциями, размещенными с обеих сторон от мест пайки заготовок, установлен защитный экран 21. Нижние части секций системы нагрева 3 установлены на водоохлаждаемых кожухах 22, экранирующих систему нагрева 3
от воздействия холодных потоков воздуха, идущих снизу. Для отвода отходящих газов процесса пайки устройство снабжено вытяжным зонтом 23. Устройство снабжено также пультом управления 24, рядом блокировок и необходимой контрольно-измерительной аппаратурой (не показаны) для ведения процесса пайки в непрерывном режиме, гарантирующем высокое качест
во пайки при высокой производительности .
Все основные узлы заявляемой конструкции устройства смонтированы на раме 25.
Устройство для пайки передней вилки велосипеда работает следующим образом.
Диск 1 посредством кинематической связи с приводом 7 получает от по- следнего вращение вокруг горизонтальной оси с заданной скоростью. От системы подачи теплоносителя 4 с пульта управления 24 осуществляют включение подачи газа к запальнику 20, установленному на входе системы нагрева 3, и посредством запальника 20 вводят в действие, т.е. в режим нагрева, систему нагргва 3. По окончании регулировки интенсивности нагрева и достижении последней заданного, оптимального температурного режима на пульте управления 24 включают, тумблер автоматического режима. , После этого производят загрузку на держатели 2 вилок с предварительно введенными в узлы пайки на стадии их сборки дозами припоя и флюсующего вещества, а более точно насадку основных труб вилок на свободные полые концы штырей 2, при этом основная труба вилки насаживается на заданную глубину на конец штыря за счет того, что ее внутренний диаметр в заданных пределах больше наружного диаметра штыря. Основная труба вилки, насаженная на штырь 2,самоцентрируется при вращении диска 1 и в таком положении вводится в зазор между секциями системы нагрева 3. Б этом зазоре вилки подвергаются воздействию индуцируемого системой 3 тепла, их места пайки предварительно прогреваются и, пройдя в течение заданного промежутка времени определенный участок вдоль зазора системы нагрева 3, вводятся непрерывным вращением диска 1 в зону пайки, где припой и флюсующее вещество расплавляются и с расплавленным состоянием припоя вилки перемещаются далее. На участке верхней полуокружности траектории движения заго
товок, соответствующем углу 130
процесс пайки полностью заканчивается,с$новки паяемых трубчатых заготовок
после чего вилки за счет непрерыв- выполнено в виде штыря-держателя,
ного вращения диска вводятся в зонусостоящего из соединенных между соестественного охлаждения. При этом бой головной части, выполненной в
размещенная на этом же участке систе-виде вентилируемого цилиндрического
0
5
0
ма принудительного охлаждения 14, имеющая воздухораспределительные патрубки 15,через отверстия 16, расположенные по траектории движения осей вентиляционных отверстий 10 тонко- стопных втулок 9, воздействует на вентиляционную полость 8 держателя 2 и таким образом обеспечивает хорошее охлаждение держателей 2, периферии диска 1 и, кроме того, через вентилируемую полость 8 способствует охлаждению основной трубы паяемых заготовок изнутри со стороны охлаждаемого штыря,т.е. имеет место не прямое, а косвенное охлаждение вилок.Такой режим охлаждения вилок исключает возможность образования окалины на вилке в местах пайки, чем и улучшается качественное состояние поверхности паяемых заготовок.
Охлажденная после пайки вилка, достигнув угла естественного сброса, контактирует с криволинейными направ5 ляющими съемника 17, принудительно сдергивается упомянутыми направляющими со штыря 2 и падает перьями вниз на ребро склиза 18, со склиза на цепной конвейер 19, ас последнего сбра0 сывается в накопитель (не показан). Процесс пайки ведется в непрерывном режиме при непрерывных операциях загрузки и выгрузки паяемых заготовок. Испытания опытного образца устрой5 ства для пайки передней вилки велосипеда показали его высокую надежность и производительность, при диаметре диска 620 мм - 320 вилок в час, при высоком качестве паяных швов.
0
Формула изобретения
Устройство для пайки изделий, содержащее транспортное средство в виде диска с горизонтальной осью вращения и равномерно размещенными по его периферии приспособлениями для установки паяемых изделий, систему нагрева, размещенную по траектории движения паяемых деталей, отличающееся тем, что, с целью повышения призводительности и качества пайки, приспособление для устакорпуса с конусообразной заходной частью и хвостовой части с элементами крепления в диске, на конце цилиндрического корпуса размещена полая втулка с боковыми вентиляционными отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ДЕТАЛЕЙ В ВАКУУМЕ | 1968 |
|
SU221859A1 |
| Устройство для пайки заготовок дисковых пил с режущими пластинами с нагревом паяемых элементов методом сопротивления | 1987 |
|
SU1440651A1 |
| СПОСОБ ДИАГНОСТИКИ ИНДУКЦИОННОЙ ПАЙКИ | 1998 |
|
RU2132262C1 |
| Способ сварки-пайки разнородных металлических сплавов лазерным лучом | 2020 |
|
RU2732303C1 |
| РОТОР ТОРМОЗНОГО ДИСКА МОТОЦИКЛА | 2010 |
|
RU2454577C1 |
| Припой для пайки титана и его сплавов | 1988 |
|
SU1580722A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| ВЕЛОСИПЕД | 2021 |
|
RU2753426C1 |
| Способ герметизации оптического элемента в металлическом корпусе | 2023 |
|
RU2809058C1 |
Изобретение относится к пайке, в частности к устройствам для пайки изделий корончатых узлов передних вилок велосипеда в велопромышленности. Целью изобретения является повышение производительности и качества пайки передней вилки велосипеда. В устройстве приспособление для установки паяемой детали выполнено в виде штыря-держателя, состоящего из соединенных между собой головной части, выполненной в виде вентилируемого цилиндрического корпуса с конусообразной заходной частью, и хвостовой части с элементами крепления в транспортирующем диске. На конце цилиндрического корпуса размещена полая втулка с боковыми вентиляционными отверстиями. Такая конструкция держателей обеспечивает самоцентрирующую установку паяемых заготовок. Наличие вентиляционных отверстий обеспечивает снижение воздействия тепловой нагрузки на держатель в процессе пайки, а также снижает передачу тепла от держателя к поверхности транспортирующего диска и предотвращает его коробление. 3 ил.
17 Л
фиг1
фиг.г
13
/ы
v4
фигЗ
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 0 |
|
SU349509A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
