Полуавтоматы для пайки деталей в вакууме с индукционным нагревом, содержащие поворотный стол с приводом, гнезда для закрепления паяемых деталей с колпачками, индуктор и устройство для создания вакуума, известны.
В предлагаемом полуавтомате, с целью повышения производительности труда и качества паяемых деталей, индуктор высокочастотной установки неподвижен, а гнезда для деталей и закрывающие их колпачки установлены в столе подвижными в вертикальной плоскости под действием подпружиненных толкателей, которые перемещаются от кулачков, установленных на валу привода стола.
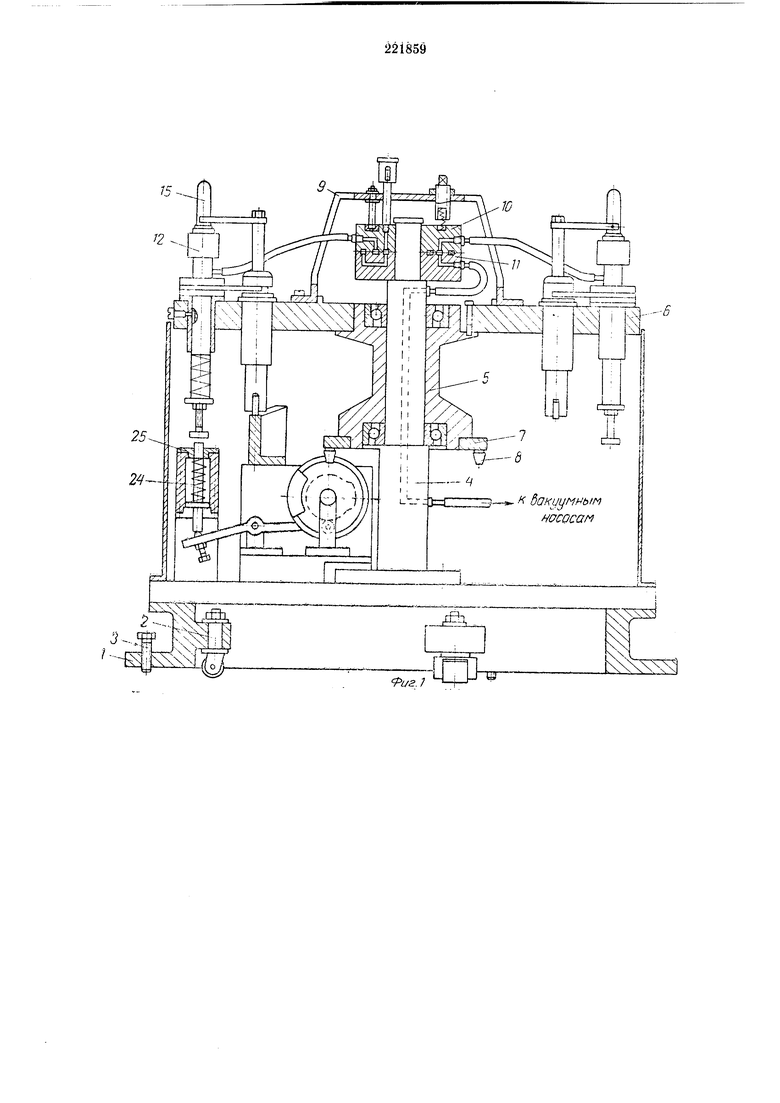
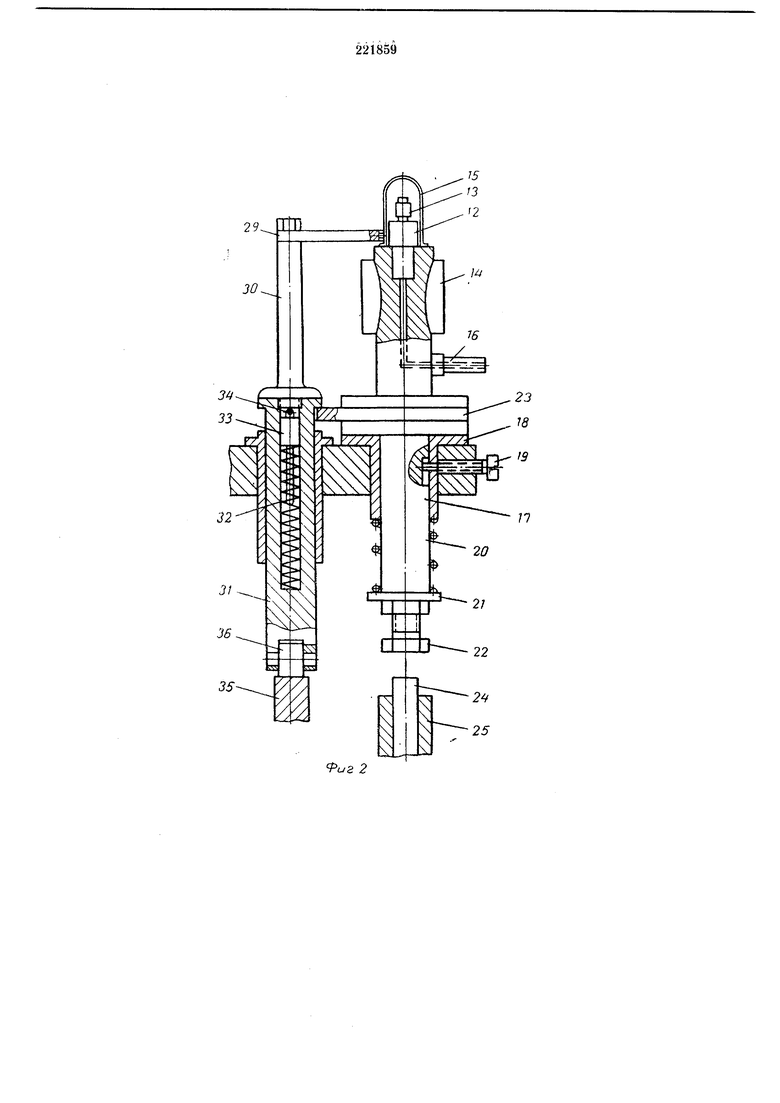
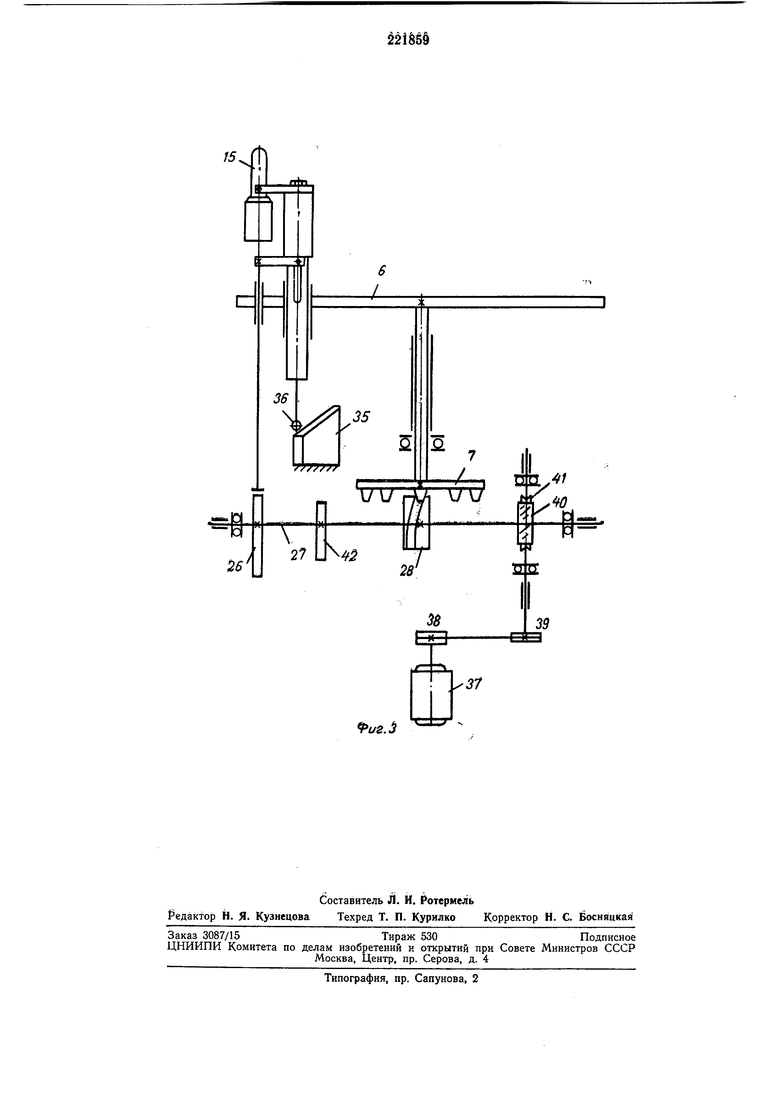
На фиг. 1 дана принципиальная схема предлагаемого полуавтомата; на фиг. 2-узел механизма подъема и опускания колпачков и узел гнезда с деталью; на фиг. 3-кинематическая схема полуавтомата.
Станина полуавтомата имеет чугунное основание I, на которое ставится круглая плита и три оси со свободно вращающимися роликами 2 для перемещения устройства.
Для установки полуавтомата в рабочее положение предусмотрено три винта 3.
На .плите станины смонтирована колонна 4, на которую надета ступица 5 с закрепленными на ней поворотным столом 5 и делительным диском 7 с роликами 5. К столу крепится
водило 9 подвижного золотника 10. Неподвижный золотник // крепится на колонну.
Керамическое гнездо /2 для закрепления паяемой детали 13 расположено в стакане 14,
имеющем ребра воздушного охлаждения. Для герметичности подкладывается резиновая прокладка и гнездо накрывается колначком /5. Для подвода вакуумной системы в стакан ввернут штуцер 16. Стакан закреплен на штоке 17, расположенном в направляющей 18 и удерживающемся от проворота винтом 19.
В штоке предусмотрен вергикальный наз,
позволяющий перемешать его вертикально. Шток подпружинен пружиной 20, которая удерживается шайбой 21. Для настройки по высоте в шток ввернут регулировочный болт 22. На штоке закреплена вилка 23. Гнездо 12
перемещаться в вертикальной плоскости под действием подпружиненного толкателя 24, вставленного в кронштейн 25 и перемещающегося от кулачка 26, укрепленного на валу 27 с кулаком поворота 28.
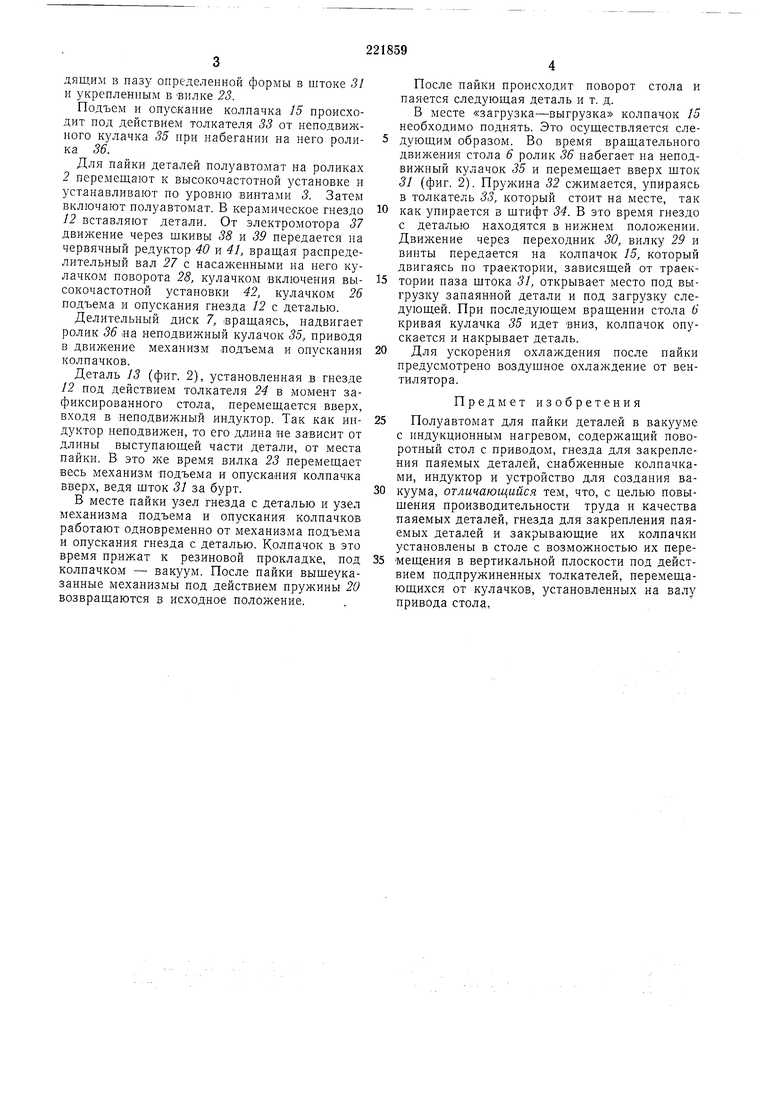
Колпачок 15, удерживаемый от опрокидывания винтом, закреплен на вилке 29, которая расположена на переходнике 30, ввернутом в шток 31. В нем имеется подпрул иненный пружиной 32 цилиндрический толкатель 33, удердящим в пазу определенной формы в штоке 31 и укрепленным в вилке 23.
Подъем и опускание колпачка 15 проиеходит под действием толкателя 33 от неподвил пого кулачка 35 при набегании на него ролика 36.
Для пайки деталей полуавтомат на роликах 2 перемещают к высокочастотной установке и устанавливают по уровню винтами 3. Затем включают полуавтомат. В керамическое гнездо 12 вставляют детали. От электромотора 37 движение через шкивы 38 и 39 передается на червячный редуктор 40 и 41, вращая распределительный вал 27 с насаженными на него кулачком поворота 28, кулачком включения высокочастотной установки 42, кулачком 26 подъема и опускания гнезда 12 с деталью.
Делительный диск 7, вращаясь, надвигает ролик 36 1на неподвижный кулачок 35, приводя в движение механизм подъема и опускания колпачков.
Деталь J3 (фиг. 2), установленная ,в гнезде 12 под действием толкателя 24 в момент зафиксированного стола, перемещается вверх, входя в неподвижный индуктор. Так как индуктор неподвижен, то его дл.ина не зависит от длины выступающей части детали, от места пайки. В это же время вилка 23 перемещает весь механизм подъема и опускания колпачка вверх, ведя щток 31 за бурт.
В месте пайки узел гнезда с деталью и узел механизма подъема и опускания колпачков работают одновременно от механизма подъема и опускания гнезда с деталью. Колпачок в это время прижат к резиновой прокладке, под колпачком - вакуум. После пайки вышеуказанные механизмы под действием пружины 20 возвращаются в исходное положение.
После пайки происходит поворот стола и паяется следующая деталь и т. д.
В месте «загрузка- выгрузка колпачок 15 необходимо поднять. Это осуществляется следующим образом. Во время вращательного двилсения стола 6 ролик 36 набегает на неподвижный кулачок 35 и перемещает вверх шток 31 (фиг. 2). 32 сжимается, упираясь в толкатель 33, который стоит на месте, так
как упирается в штифт 34. В это время гнездо с детальЕО находятся в нижнем положении. Движение через переходник 30, вилку 29 и винты передается на колпачок 15, который двигаясь по траектории, зависящей от траектории паза штока 31, открыва-ет место под выгрузку запаянной детали и под загрузку следующей. При последующем вращении стола 6 кривая кулачка 35 идет вниз, колпачок опускается и накрывает деталь.
Для ускорения охлаждения после пайки предусмотрено воздушяое охлаждение от вентилятора.
Предмет изобретения
Полуавтомат для пайки деталей в вакууме с индукционным нагревом, содержащий поворотный стол с приводом, гнезда для закрепления паяемых деталей, снабженные колпачками, индуктор и устройство для создания вакуума, отличающийся тем, что, с целью повышения производительности труда и качества паяемых деталей, гнезда для закрепления паяемых деталей и закрывающие их колпачки установлены в столе с возможностью их перемещения в вертикальной плоскости под действием подпружиненных толкателей, перемещающихся от кулачков, установленных на валу привода стола.
29
30
35
иг 2
77
39
37
usJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вакуумной пайки изделий | 1972 |
|
SU564111A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1787078A3 |
| Полуавтомат для лужения контактов | 1975 |
|
SU571354A1 |
| Полуавтомат для загибки деталей | 1957 |
|
SU114461A1 |
| БИЬЛИСГЕНД_ | 1973 |
|
SU367581A1 |
| ПОЛУАВТОМАТ ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ ПЛОСКИХ КОРПУСОВ ПОЛУПРОВОДПИКОВ | 1973 |
|
SU365226A1 |
| Устройство для сборки металлических колпачков с цилиндрическими изоляционными корпусами | 1975 |
|
SU604039A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |