Изобрети 1.ис относится к производству шелка-снг да и может быть использовано в технологических процессах раз- м.,т кок :юв .
it ль сзсоргтення - говышение каче- L ва rut1. i-снрца ча регулирова- ля пежимов эапзривэния коколов в про- iiej e Д мотки.
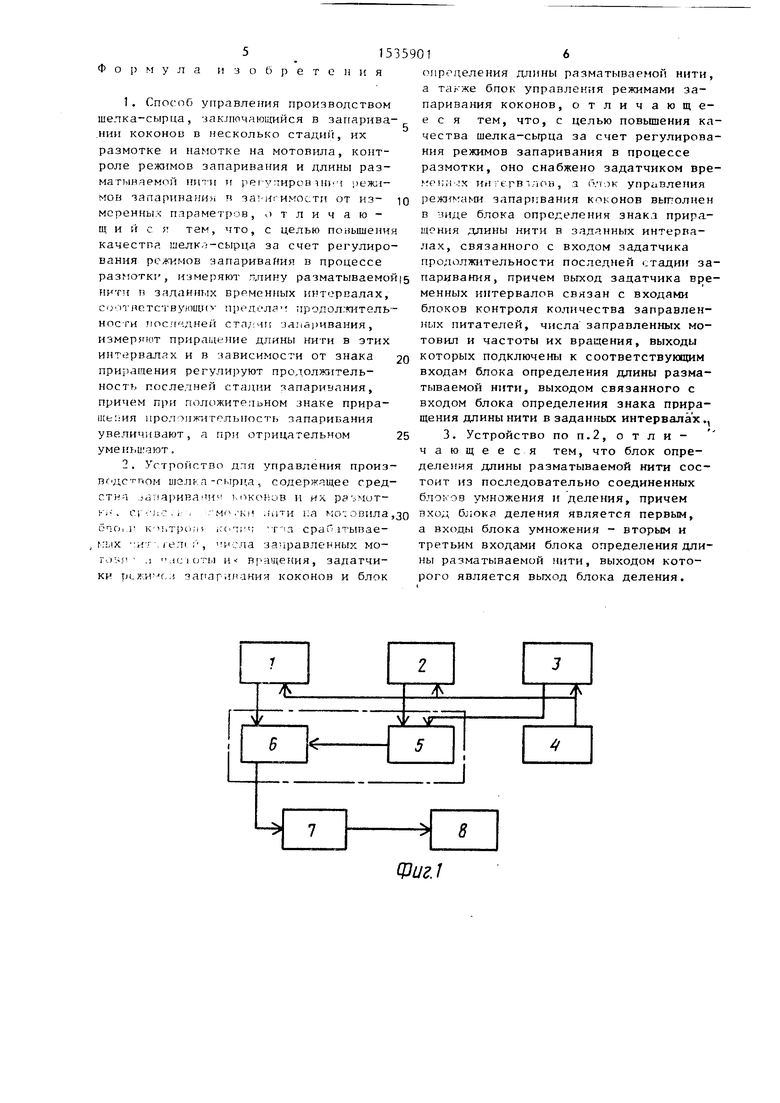
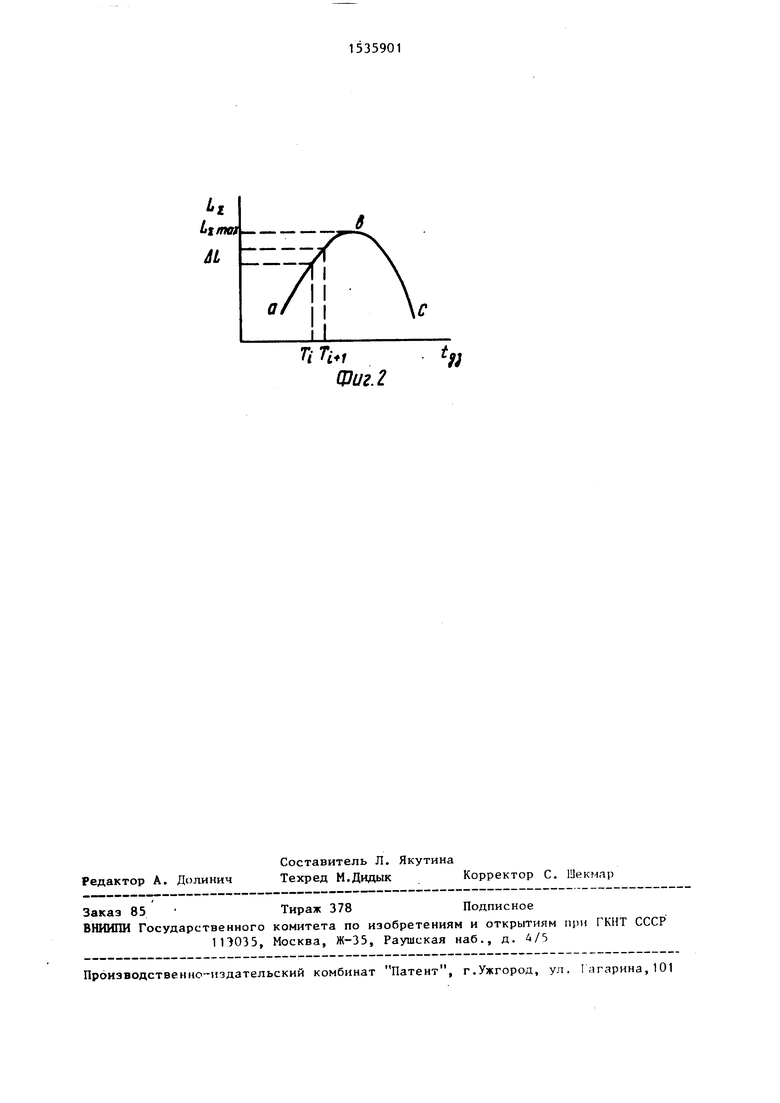
На Am . 1 изображена схема устройства: }п фш . - - кривая зависимости ичгк гении , мины от продолжительности послецней стадии запаривания.
Устройство для осуществления способа со ер.чт блок 1 для контроля количества ср if зтыгзаемых питателей,блок 2 KOI. гн-лп О t т пз заправленных мо- ТОРИГ: , в я КО11Г1ЮЛЯ частоты вращения го и , I.1 нк 4 временных интервалов сбора информации, блок определения длины Ц и L;M непрерывно разматываемой нити или величины, ей пропорциональной, в двух соседних заданных временных интервалах Т, и Т;+ , включающий последовательно соединенные блок 5 умножения и блок 6 деления, блок 7 определения знака приращения длины UL на двух соседних интервалах сбора информации и задатчик 8 продолжительности последней стадии запаривания коконов. При этом блоки 1,2, 3 подключены входами к выходу задатчика 4,выход Спока подключен к входу блока 6, а выходы блоков 2, 3 - к соответствующим входам блока 5. Блок 6 соединен через блок 7 с задатчнком 8 продолжительности последней стадии запаривания.
Сл
&о ел
со
Блок 7 выполнен, например, в виде экстремального регулятора, обеспечивающего шаговый поиск максимального значения L с шагом обработки, пропор- циональным величинам рассогласования.
Способ осуществляют в предложенном устройстве следунадим образом.
Коконы перед размоткой последова- тепьно запаривают в несколько стадий. Причем запаривание на последней стадии осуществляют в корректирующей камере (не показана).
В процессе размотки коконов средст
(0 П3
0
мальныи техното и i i ми процесс ;
частота вращения МОТОРИЛ в интервале Т,;
число заправленных мотовип за время Т . В результате на выходе из блока 6 формируют сигнал, пропорционтм(ый среднему значению L длины непрерывно разматываемой нити .а время I .
Задатчик 4 снимает cn iar, разрешающий перенос инйормщии из блоков 1,2,3. При этом счегчики тих блоков
| название | год | авторы | номер документа |
|---|---|---|---|
| Мотальный таз кокономотального автомата | 1980 |
|
SU922189A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕЛКА-СЫРЦА ИЗ КОКОНОВ ТУТОВОГО ШЕЛКОПРЯДА | 1991 |
|
RU2005816C1 |
| Способ подготовки коконов в размотке | 1990 |
|
SU1733525A1 |
| Способ подготовки коконов к размотке | 1986 |
|
SU1388478A1 |
| Устройство управления кокономотальным автоматом | 1986 |
|
SU1406223A1 |
| Способ размотки коконов | 1986 |
|
SU1437420A1 |
| Мотовило | 1973 |
|
SU442982A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТЕЙ ШЕЛКА-СЫРЦА | 2012 |
|
RU2495165C1 |
| Устройство для размотки коконов | 1987 |
|
SU1490168A1 |
| Способ размотки коконов | 1980 |
|
SU943343A1 |
Изобретение относится к текстильной промышленности и может быть использовано в процессе размотки коконов. Целью изобретения является повышение качества шелка-сырца за счет регулирования режимов запаривания коконов в процессе размотки. Способ предусматривает регулирование продолжительности последней стадии запаривания в зависимости от знака приращения длины непрерывно разматываемой нити на двух соседних интервалах сбора информации. Новым в устройстве является введение задатчика временных интервалов сбора информации, блока определения длины непрерывно разматываемой нити на двух соседних интервалах размотки, блока определения знака приращения длины, связанного с задатчиком времени запаривания на последней стадии. 2 с и 1 з.п. ф-лы, 2 ил.
вом (не показано) для размотки блок 1 в момент снятия ра реш jt гиг пала
сбрасываются в нуль, подг oi адлин тя -ь к последующему циклу с интервалов информации T,ft , ТР neMOMv лнл логично предыду eNfV, Счюриировапчьш в блоке 6 сигнал тo rynat r in рц од блока 7, i дс обесп чивае ся шагов -и поиск максимального значения L с шагом обработки, кюпорипочатьным величинам paccoinai я.ыия.
выдает сигнал при срабатывании питателя, обеспечивающего нормализацию технологического процесса. При этом в счетчик (не показан) блока 1 заносится число, соответствующее количеству N 2 нодбросов питателей. Блоком 2 периодически опрашиваются датчики (не показаны) , контропирующие заправку мотовил, и в его счетчик (не показан) заносится число, соответствующее количеству п3 2 заправленных мотовил. Датчиком вращения (не показан) мотовил блока 3 подаются импульсы в его счетчик (не показан , где юрмируется число, пропорци- онч, ьнс част ТР чрацегнг мс TOBI г
Блок задает блокам 1,2, ii валы Т, л u,c5oja пкфор-ыц i т течении интервал 71 из б ч и г кн 1,24j потаргся гн нзп. г р Tniv
Т ИЗ i IOK 1 КОНТриПЯ Mi. ,
питателей rroc vnaei информащ i б гок S деления о количестве N-подЕросс-г пи
г отелей за ьре я I
из блоков 2,3 в блок 5 умножения соответственно ин- время t, яапаривания формация о числе п, вращающихся мото40
стадии увеличивают до приращение &L не буде соответствует участку точки b, где длина не тываемой нити максима
частотс СО их вращения за вревил и
МЯ Т ; .
При этом время 1, интервала сбора информации выбир-цот в пределах продолжительности последней стадии запаривания .
Р, блоках 5, 6 последовательно осу- щ ствляют операции умножения и деления в СООТВР гствии с математическим
4
выражением
СО п N
L,, - величина, пропорциональная
средней длине непрерывно ра -- млтываемой нити за время Т.,с заданное задатчиком интервала сбора информащш; N - число подбросов питателей за Bptмя Г , обеспечивающих норв момент снятия ра реш jt гиг пала
сбрасываются в нуль, подг oi адлин тя -ь к последующему циклу с интервалов информации T,ft , ТР neMOMv лнл логично предыду eNfV, Счюриировапчьш в блоке 6 сигнал тo rynat r in рц од блока 7, i дс обесп чивае ся шагов -и поиск максимального значения L с шагом обработки, кюпорипочатьным величинам paccoinai я.ыия.
L Нормирует с я и ичк че noKisanJ пегутчто а 7 как CVMMI Lg- за время - сбир ( - ii T)
В регулят 7 рапнивяк г 5
II
ния L, и I
Rdjia Cr n
,О 1ЧК- Г
- ,.
t П К
I 1 i Ш
приг - I.
)1, МЧ|ДИ i 2 1
1 jime L
И1 ГРр- .V
i
°агн не децования, дчина разматываемой нити итме5
время t, яапаривания
0
пре а но
чы-iTi л а тачисш 1гти от времени зчпа- ивания так, как покаплно на иг . 2. В случае, когд , по соответствует участку аЪ кривой на фиг. 2,
на IK с леднси
стадии увеличивают до тс v пор. пока приращение &L не будет равным О, ч го соответствует участку кривой вбли -и. точки b, где длина непр рыьно разматываемой нити максимальная.
При Ь L С 0 , что соответствует участку be кривой на Фиг. 2, время , запаривания на последней стадии уменьшают до такого значения, при котором iL 0, что обеспечивает выход нити с максимальной длиной.
Таким образом, предложенное техническое решение обеспечивает непрерывный контроль длины непрерывно разматываемой ниги, а в зависимости от нее, т.е. от Фактического качества нити, - непрерывный контроль и динамическое регулирование режима последней стадии запаривания.
Формула изоЬрете
н и я
2,Устройство дтя управления производством шйпьа-сырца, содержащее сред- стн-1 а (аривачч1 i окоьов и их рэ мит- у-,, С( j,- i M.KI лити i.a г;ог. гопла ,30 оао, г к 4.Tpoji jvdri, 4 fa cpdv 1тываеt Lix иг /en,1, и та заправленных мо- -f }- i к. i о гы и вращения, задатчи- ки ро и т ляания коконов и блок
20
25
5
0
0
5
определения длины разматываемой нити, а таг же бпок управления режимами запаривания коконов, отличающееся тем, что, с целью повышения качества шелка-сырца за счет регулирования режимов запаривания в процессе размотки, оно снабжено задатчиком вре- чм;,1 х ин егвт icni, a fvi ж управления режимами запаривания коконов выполнен в чиде блока определения знакл приращения длины нити в заданных интервалах, связанного с входом задатчика продолжительности последней стадии запаривания, причем выход задатчика временных интервалов связан с входами блоков контроля количества заправленных питателей, числа заправленных мотовил и частоты их вращения, выходы которых подключены к соответствующим входам блока определения длины разматываемой нити, выходом связанного с входом блока определения знака приращения длины нити в заданных интервалах.,
Фиг.1
il
AL
П Ti.,
Фиг. 2
1П
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| О и игссог | |||
| УПРАВЛПШЯ ПРОИЗВОДСТВОМ ,-СЫРЧЛ v TPGHC JHi) ДЧЯ I ГО ОСУ- | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целью изобретения является повышение качества шелка-сырца за счет регулирования режимов запаривания коконов в процессе размотки | |||
| Способ предусматривает регулирование продолжительности последней стадии запаривания в зависимости от знака приращения длины непрерывно разматываемой нити на двух соседних интервалах сбора информации | |||
| Новым в устройстве является введение задатчика временных интервалов сбора информации, блока определения длины непрерывно разматываемой нити на двух соседних интервалах размотки, блока определения знака приращения длины, связанного с за- с датчиком времени запаривания на пос- леднен стадии | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ф-лы, 2 ил | |||
| (Л | |||
