Изобретение относится к текстильному производству, а именно к технологии размотки коконов и формирования из коконных нитей шелка-сырца.
Известен способ получения шелка-сырца из коконов тутового шелкопряда [Рубинов Э. Б. Технология шелка. М.: Легкая и пищевая промышленность, 1981], состоящий из следующих последовательных операций:
- обработка в запарочной машине поочередно в водной и паровой среде для размягчения коконной оболочки и наполнения кокона водой;
- подыскивание концов коконных нитей на растрясочной машине;
- подача коконов с найденными концами нитей в тазы, наполненные водой для размотки;
- разматывание коконов, погруженных в воду, с формированием шелка-сырца из нескольких коконных нитей.
В случае обрыва коконной нити, кокон током воды из таза выносится в люльку цепного транспортера, который доставляет его обратно в растрясочную машину для повторного подыскивания концов нити, откуда кокон вновь подается на размотку.
Прототипом предлагаемого изобретения является способ разматывания коконов, при котором каждый кокономотальный автомат сагрегатирован с одной растрясочной машиной, и коконы с оборванными нитями многократно возвращаются в растрясочную машину для повторного подыскивания концов [Рубинов Э. Б. Технология шелка. М.: Легкая и пищевая промышленность, 1981].
Прототип имеет целый ряд недостатков. Известно, что оптимальная температура воды для разматывания кокона имеет разное значение для наружных, средних и внутренних слоев коконной оболочки, снижаясь от наружных к внутренним слоям. Агрегатирование одной растрясочной машины с одним кокономотальным автоматом приводит к тому, что средние и внутренние слои разматываются при повышенной температуре, что приводит к интенсивному растворению серицина и появлению брака в виде расщепленности нитей шелка-сырца, а также сопровождается повышенной обрывностью в самом кокономотание.
Так как линейная плотность коконных нитей уменьшается от наружной стороны оболочки к внутренней, то для обеспечения более равномерной нити шелка-сырца работница должна периодически обрывать часть коконных нитей и подпускать для размотки нити от свежих коконов. В результате нагрузка на работницу увеличивается, что снижает КПВ оборудования и ведет к снижению его производительности.
Внутренние нити коконной оболочки тоньше и имеют более низкое качество. Их соединение с нитями наружной части оболочки приводит к снижению общего качества нитей шелка-сырца.
Многократное подыскивание концов на растрясочной машине при повышенной температуре воды приводит к увеличению числа коконов с деформированной оболочкой, которые не поддаются дальнейшей размотке. Это приводит к увеличению отходов в кокономотание.
Технической задачей изобретения является рациональное использование коконов для получения высококачественного равномерного по линейной плотности шелка-сырца.
Решение технической задачи обеспечивается за счет последовательной установки машин в три очереди. В каждую из них входит растрясочная машина и кокономотальный автомат. Новые коконы из запарочной машины поступают на растрясочную машину первой очереди, а после нее на кокономотальный автомат первой очереди. После первого обрыва коконной нити, кокон для подыскивания концов поступает на растрясочную машину второй очереди, а из нее на кокономотальный автомат второй очереди. После второго обрыва, кокон для подыскивания концов поступает на растрясочную машину третьей очереди, а из нее на кокономотальный автомат третьей очереди. После каждого последующего обрыва коконы возвращаются на растясочную машину третьей очереди и на мотальный автомат третьей очереди до завершения процесса размотки.
На фиг. 1 изображена схема технологической линии для разматывания коконов.
Она состоит из растрясочной машины 1 и кокономотального автомата 4, образующих машины первой очереди, растрясочной машины 2 и кокономотального автомата 5, образующих машины второй очереди, и растрясочной машины 3 с кокономотальным автоматом 6, образующих машины третьей очереди.
Вдоль кокономатального автомата 4 от растрясочной машины 1 к растрясочной машине 2 проходит люлечный транспортер 7. От растрясочной машины 2 к растрясочной машине 3 вдоль кокономотального автомата 5 проходит транспортер 8. Вдоль кокономотального автомата 6 проходит транспортер 9.
Предлагаемый способ разматывания коконов заключается в следующем.
Коконы после запарочной машины, где температура воды t1°С, поступают в растрясочную машину 1, температура воды в которой t2°C. При этой температуре происходит подыскивание концов коконных нитей, процесс которого заключается в возвратно-вращательном воздействии щетки на коконы, погруженные в запарочный котелок. Концы нитей наматываются на щетку, после чего производится ее встряхивание. Коконы с подысканными концами подаются на кокономотальный автомат 4 и распределяются по тазам, температура воды в которых t3°С. После обрыва нити, сходящей с какого-либо кокона, на его место подбрасывается новый кокон и с помощью ловителя коконная нить соединяется с формирующейся нитью шелка-сырца. Кокон с оборванной нитью током воды выносится на люлечный транспортер 7 и поступает на машины второй очереди: в растрясочную машину 2, температура воды в которой поддерживается на уровне t4°C. После подыскивания конца нити кокон поступает на кокономотальный автомат 5, температура воды в тазах которого устанавливается на уровне t5°C. После обрыва нити кокон с помощью транспортера 8 поступает на машины третьей очереди: в растрясочную машину 3 с температурой воды t6°C и после подыскивания конца нити передается на кокономотальный автомат 6, в тазах которого поддерживается температура воды t7°C. После обрыва коконной нити на этом кокономотальном автомате кокон с помощью транспортера 9 вновь поступает на растрясочную машину 3 третьей очереди и после подыскивания конца нити в кокономотальный автомат 6. При каждом последующем обрыве нити последний из указанных циклов повторяется.
Конкретный температурный режим обработки коконов подбирают с учетом их вида, сорта, параметров воды, продолжительности.
Примеры реализации способа приведены в таблице 1.
Полезный эффект от предлагаемого изобретения заключается в повышении равномерности линейной плотности шелка-сырца на 16-20% и увеличении нормы выработки мотальщиц автоматов от 100-120 до 130-140 г-таз/ч, и повышение производительности кокономотальных автоматов на 16%.
Дополнительным положительным эффектом предлагаемого изобретения является то, что при раздельной запарке новых и старых коконов, на растрясочной машине, выход шелка-сырца повышается на 10%.
Еще одним положительным эффектом является уменьшение числа дефектных коконов при подготовке их к размотке на 10-15%, из-за сокращения числа перепадов давления воздуха внутри коконов.
Также при раздельной запарке коконов содержание серицина в коконах будет значительно больше (10-15%) против 5-6% при существующей технологии), что способствует улучшению связности и перемоточной способности нитей, благодаря чему сокращается обрывность нитей в крутильно-ткацком производстве.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШЕЛКА-СЫРЦА ИЗ КОКОНОВ ТУТОВОГО ШЕЛКОПРЯДА | 1991 |
|
RU2005816C1 |
| Устройство для размотки коконов | 1987 |
|
SU1490168A1 |
| Устройство для запаривания коконов | 1982 |
|
SU1342945A1 |
| Машина для подыскивания концов нитей и растряски коконов к кокономотальному автомату | 1985 |
|
SU1286644A1 |
| Мотальный таз кокономотального автомата | 1980 |
|
SU922189A1 |
| Способ размотки коконов | 1986 |
|
SU1437420A1 |
| Устройство для подачи коконов к питателям кокономотального автомата | 1987 |
|
SU1548281A1 |
| Устройство для централизованной растряски запаренных коконов | 1948 |
|
SU80366A1 |
| Способ подготовки коконов к размотке | 1982 |
|
SU1096313A1 |
| Способ подготовки коконов к размотке | 1984 |
|
SU1261978A1 |
Изобретение относится к текстильному производству, а именно к технологии размотки коконов и формирования из коконных нитей шелка-сырца. Способ получение нитей шелка-сырца состоит из последовательных операций запаривания коконов, подыскивания концов коконных нитей и совместного разматывания нескольких коконов, с многократной подачей кокона, при обрыве сходящей с него нити, на повторное подыскивание концов и разматывание. При этом подыскивание конца нити и разматывание кокона после первого обрыва производится на машинах второй очереди, а после второго и последующих обрывов на машинах третьей очереди, причем температура воды на машинах каждой последующей очереди ниже, чем на предыдущих. Полезный эффект от предлагаемого изобретения заключается в повышение равномерности линейной плотности шелка-сырца на 16-20% и увеличение нормы выработки мотальщиц автоматов от 100-120 до 130-140 г-таз/ч, и повышение производительности кокономотальных автоматов на 16%. Дополнительным положительным эффектом предлагаемого изобретения является то, что при раздельной запарке новых и старых коконов, на растрясочной машине, выход шелка-сырца повышается на 10%. Еще одним положительным эффектом является уменьшение числа дефектных коконов при подготовке их к размотке на 10-15%, из-за сокращения числа перепадов давления воздуха внутри коконов. 1 ил., 1 табл.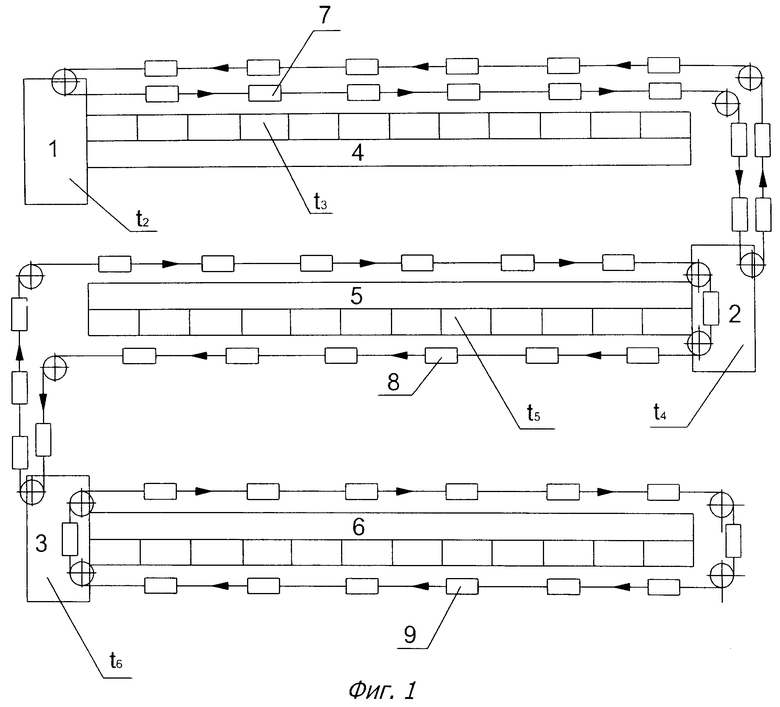
Способ получение нитей шелка-сырца, состоящий из последовательных операций запаривания коконов, подыскивания концов коконных нитей и совместного разматывания нескольких коконов, с многократной подачей кокона, при обрыве сходящей с него нити, на повторное подыскивание концов и разматывание отличающийся тем, что подыскивание конца нити и разматывание кокона после первого обрыва производится на машинах второй очереди, а после второго и последующих обрывов на машинах третьей очереди, причем температура воды на машинах каждой последующей очереди ниже, чем на предыдущих.
| Узел растряски коконов | 1980 |
|
SU968111A1 |
| Машина для подыскивания концов нитей и растряски коконов к кокономотальному автомату | 1985 |
|
SU1286644A1 |
| Устройство для растряски коконов | 1989 |
|
SU1687654A1 |
| JP 5186904 A, 27.07.1993. | |||

