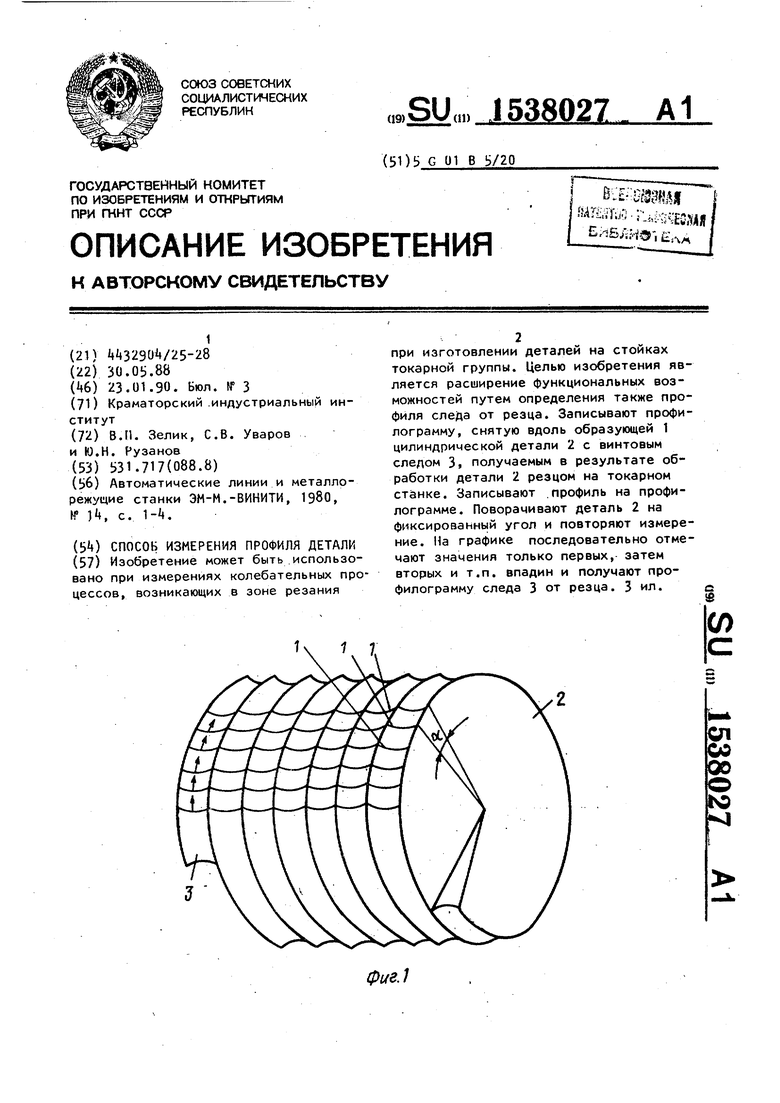
фиг.1
О 5
Хмц
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМИТАЦИОННОГО УПРАВЛЕНИЯ УРОВНЕМ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРЕЦИЗИОННОГО ТОКАРНОГО СТАНКА | 2007 |
|
RU2361701C2 |
| Способ диагностирования технического состояния станков | 1988 |
|
SU1792820A1 |
| Способ диагностики состояния металлорежущего станка | 1990 |
|
SU1726204A2 |
| Способ диагностики состояния металлорежущего станка | 1985 |
|
SU1344580A1 |
| Способ определения износа режущих кромок инструмента | 1991 |
|
SU1817004A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ | 2011 |
|
RU2465968C2 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ | 2003 |
|
RU2255318C1 |
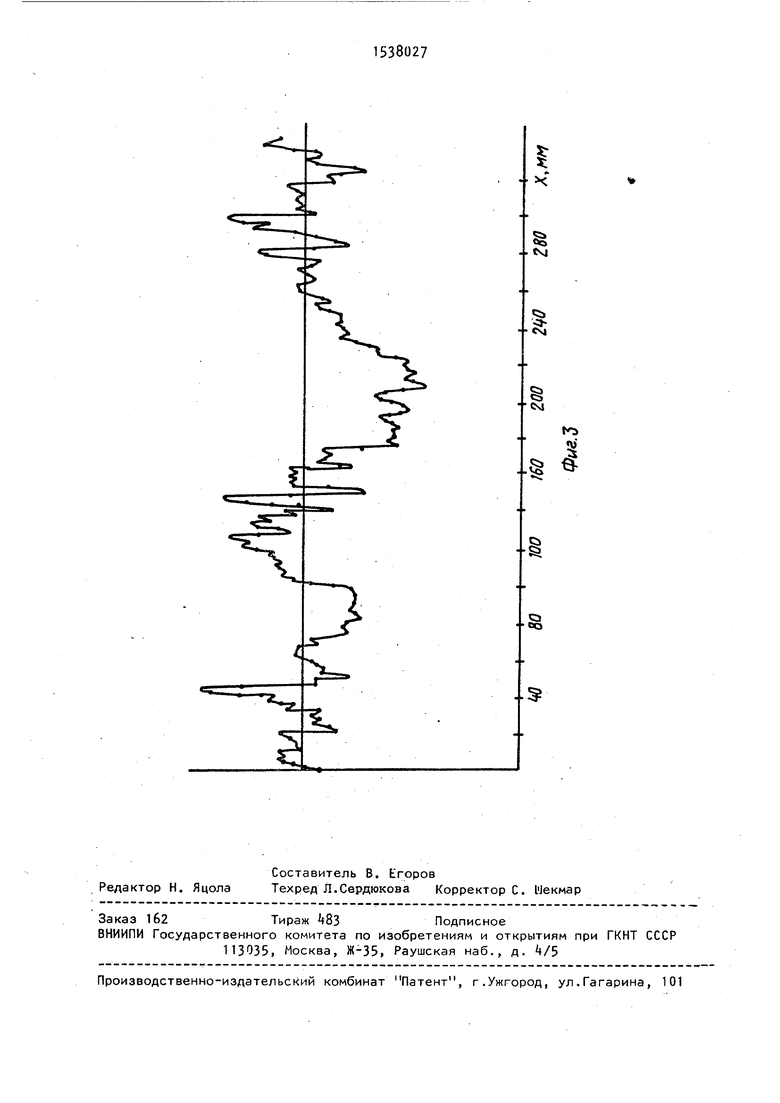
Изобретение может быть использовано при измерениях колебательных процессов, возникающих в зоне резания при изготовлении деталей на стойках токарной группы. Целью изобретения является расширение функциональных возможностей путем определения также профиля следа от резца. Записывают профилограмму, снятую вдоль образующей 1 цилиндрической детали 2 с винтовым следом 3, получаемым в результате обработки детали 2 резцом на токарном станке. Записывают профиль на профилограмме. Поворачивают деталь 2 на фиксированный угол и повторяют измерение. На графике последовательно отмечают значения только первых, затем вторых и т.п. впадин и получают профилограмму следа 3 от резца. 3 ил.