Изобретение относится к дтанкострое- нию, может быть использовано для оценки качества изготовления и сборки металлорежущих станков, исследования их динамических характеристик, определения частот собственных колебаний систем заготовка - патрон - шпиндель и резец - резцедержатель и является дополнительным к авт.св. Ns 1344580.
Способ диагностики технического состояния металлорежущих станков по известному способу основан на спектральном анализе профилограммы шероховатости поверхности, обработанной на диагностируемом станке детали.
Способ осуществляют следующим образом.
На металлорежущем станке, например токарно-винторезном, обрабатывают на оптимальных режимах резания стандартную
оправку режущим инструментом со стандартной геометрией резца, осуществляют спектральный анализ профилограммы шероховатости обработанной поверхности, определяют частоты и амплитуды составляющих этой поверхности, сопоставляют с частотами возможных дефектов станка, рассчитанных из кинематики, т.е с частотами, вызванными вынужденными колебаниями, и при совпадении полученных частот шероховатости поверхности с расчетными частотами неисправностей станка судят о наличии тех или иных дефектов, имеющихся в станке, проявляющихся в спектре шероховатости обработанной поверхности и являющихся источниками вынужденных колебаний станка.
Недостаток данного способа заключается в том, что он позволяет определить частоты, а следовательно, и дефекты, вызыXI
ю о ю
кэ
вающие лишь вынужденные колебания металлорежущего станка,хотя и известно, что в процессе резания, помимо вынужденных колебаний, возникают также собственные колебания и колебания, носящие автоколебательный характер.
Таким образом, ценность диагностических признаков в указанном способе ограничивается определением только частот вынужденных колебаний, что снижает функциональные возможности способа.
Целью изобретения является расширение функциональных возможностей способа путем расширения информационных признаков технического состояния металлорежущего станка за счет определения частот собственных колебаний его узлов.
Поставленная цель достигается тем, что осуществляют спектральный анализ проф- илограммы шероховатости обработанной на станке поверхности в зоне устойчивого процесса резания. Дополнительно измеряют спектр профилограммы поверхности детали в зоне врезания, из полученного спектра вычитают соответствующие частотные составляющие спектра профилограм- мы, снятой в зоне устойчивого процесса резания, а полученные спектральные составляющие сравнивают с эталонными значениями.
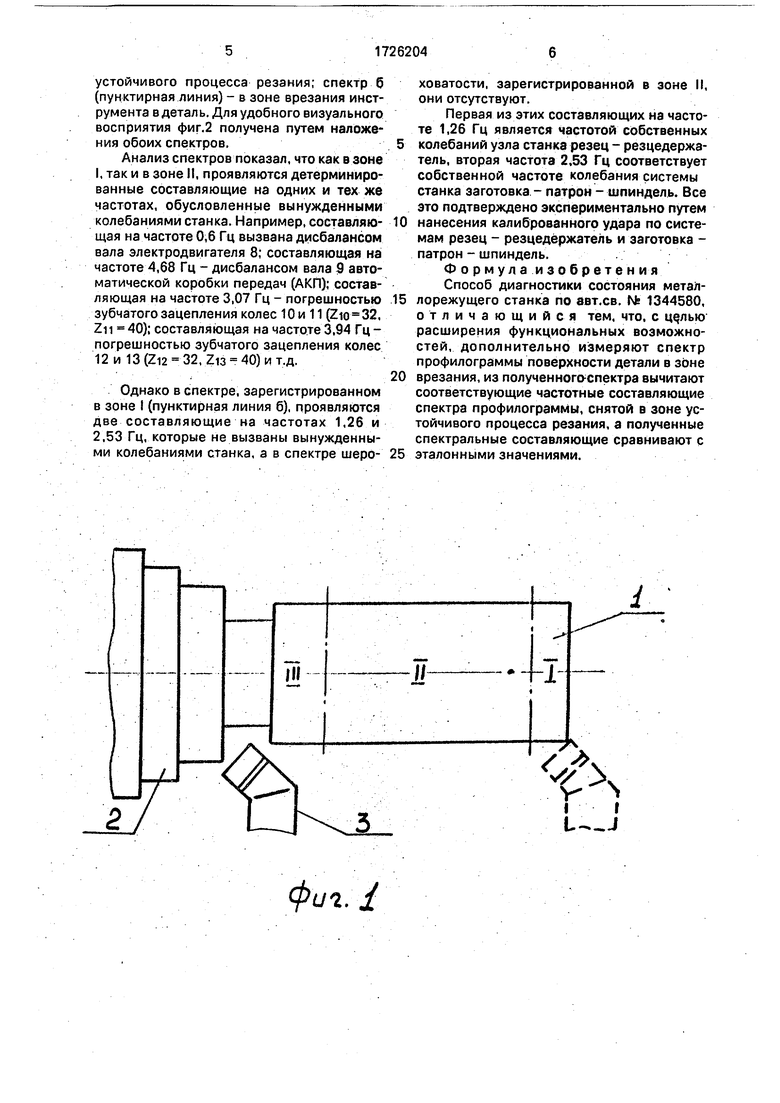
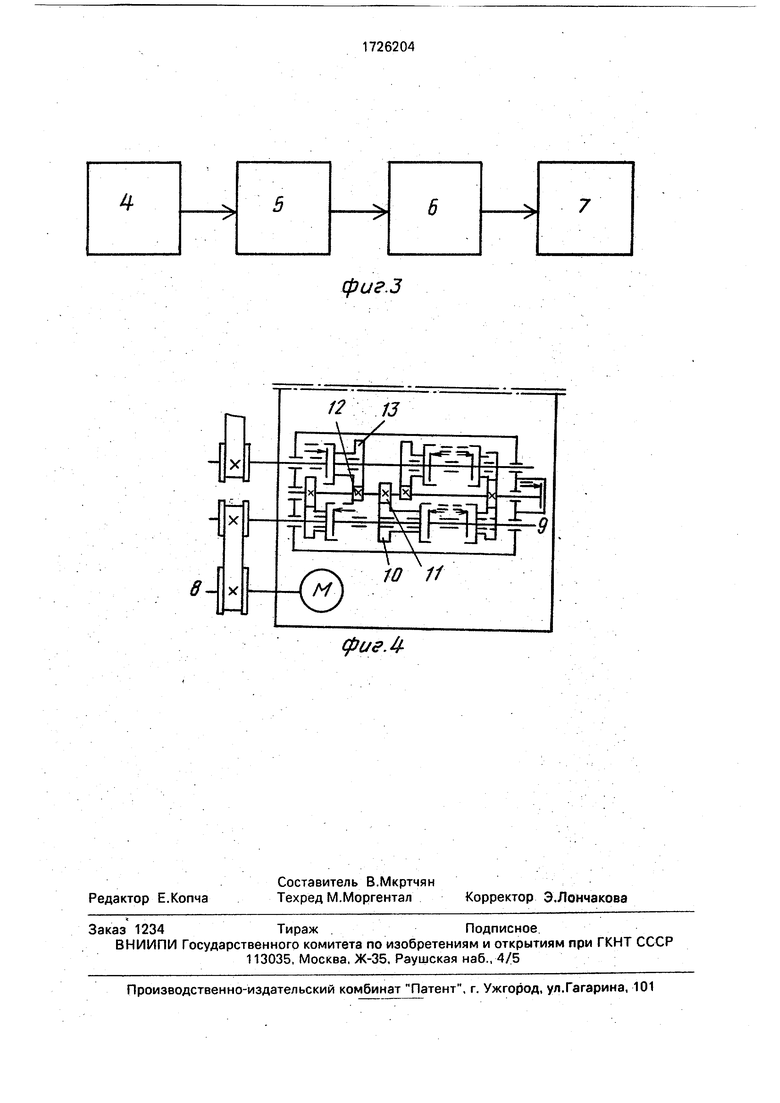
На фиг.1 представлена деталь с изображенными 3-мя зонами обработки: I - зона врезания инструмента; II - зона устойчивого процесса резания; III - зона выхода инструмента; на фиг,2 - спектры профилог- раммы шероховатости обработанной поверхности (в зоне I - пунктирная линия, в зоне II - сплошная линия); на фиг.З -блок- схема аппаратуры для измерения и спектрального анализа шероховатости обработанной поверхности; на фиг.4 - привод главного движения токарно-винторез- ного станка мод. 16Е16КП.
Стандартную заготовку 1 закрепляют в патроне 2 станка и обрабатывают резцом 3.
Аппаратура для измерения и спектрального анализа содержит последовательно соединенные профилограф-профилометр 4 для измерения параметров шероховатости и записи неровностей обработанной поверхности, усилитель 5, узкополосный анализатор б частотных характеристик и графопостроитель 7.
Способ диагностики состояния металлорежущего станка осуществляют следующим образом.
Выбирают режим, на котором будет производиться обработка заготовки. Зная кинематику станка, при которой будет производиться обработка, рассчитывают частоты возможного проявления дефектов, вызывающих вынужденные колебания всех элементов (зубчатых колес, подшипников, муфт и т.д.), входящих в данную кинематическую
5 цепь. Производят механическую обработку (точение) стандартной заготовки 1. После обработки устанавливают деталь на призму профилографа-профилометра, подключенного через анализатор спектра к графопост0 роителю. Производят спектральный анализ профилограммы шероховатости в зоне устойчивого процесса резания (зона II), определяют частоты составляющих спектра и сравнивают их с расчетными частотами вы5 нужденных колебаний и по их совпадению определяют те дефекты, которые влияют на формообразование обработанной поверхности в зоне I. Затем осуществляют спектральный анализ, профилограммы ше0 роховатости обработанной поверхности в зоне врезания инструмента в деталь (зона I), т.е. в зоне, где помимо вынужденных колебаний имеют место и собственные колебания, определяют частоты составляющих
5 данного спектра и сравнивают их с частотами составляющих, зарегистрированных в спектре шероховатости в зоне II. При совпадении частот делают заключение о том, что вынужденные колебания имеют место как в
0 зоне I, так и в зоне II. При появлении составляющих с частотами, отличными от значений частот вы нужденных колебаний, зарегистрированных в зоне II, судят о наличии собственных колебаний, проявляющих5 ся на данных частотах.
Пример. Реализацию способа диагностики технического состояния металлорежущего станка по шероховатости обработанной на нем поверхности произво0 дмлись на токарно-винторезном станке мод. 16Е16КП проходным отогнутым резцом с твердосплавной пластинкой Т15К6. В качестве заготовки использовали стандартную оправкуфБО мм из стали 45.
Обработку производили при следующих
5 режимах резания: частота вращения шпинделя - 800 об/мин; подача - 0,08 мм/об; глубина резания - 1,5 мм.
Оценка шероховатостей обработанной поверхности по величине Ra в различных
0 зонах показала, что значения шероховатостей в различных зонах практически одинаковы.
Профилограммы шероховатостей обработанной поверхности как в зоне 1. так и в
5 зоне II, подвергались спектральному анализу.
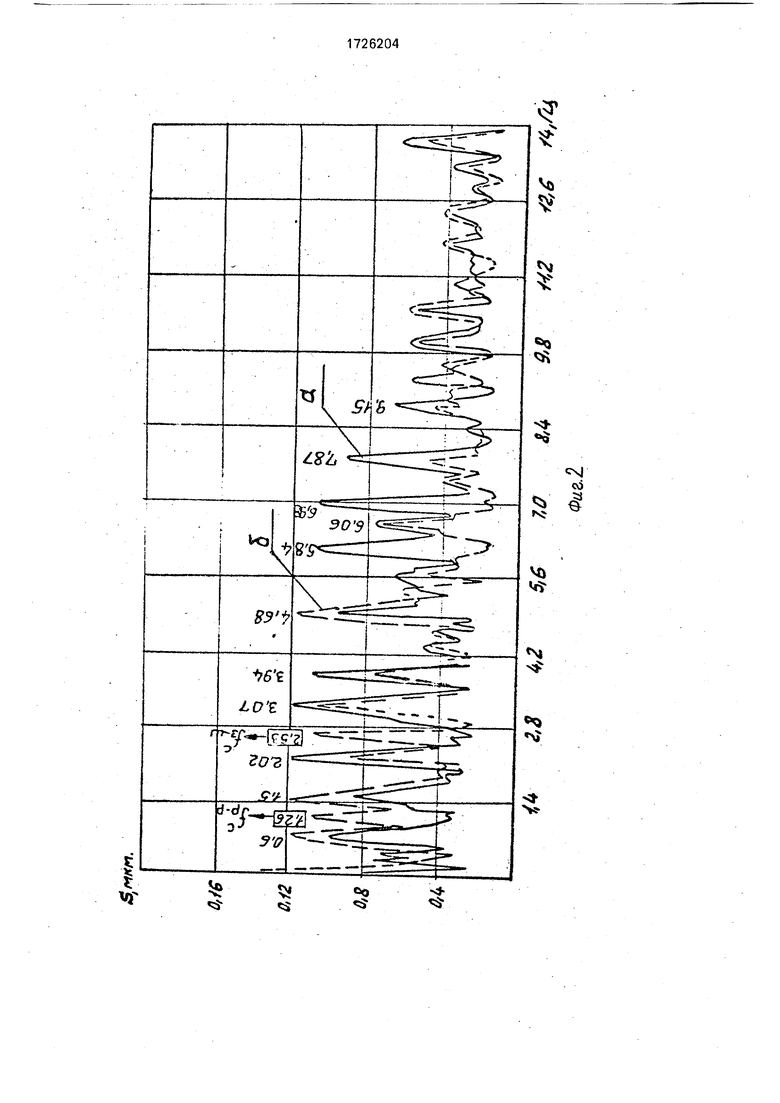
На фиг.2 изображены два спектра обработанных зон. Спектр а (изображен сплошной линией) зарегистрирован в зон$.
устойчивого процесса резания; спектр б (пунктирная линия) - в зоне врезания инструмента в деталь. Для удобного визуального восприятия фиг.2 получена путем наложения обоих спектров.
Анализ спектров показал, что как в зоне I, так и в зоне II, проявляются детерминированные составляющие на одних и тех же частотах, обусловленные вынужденными колебаниями станка. Например, составляю- щая на частоте 0,6 Гц вызвана дисбалансом вала электродвигателя 8; составляющая на частоте 4,68 Гц - дисбалансом вала 9 автоматической коробки передач (АКП); составляющая на частоте 3,07 Гц - погрешностью зубчатого зацепления колес 10 и 11 (2ю 32, Zi 1 40); составляющая на частоте 3,94 Гц - погрешностью зубчатого зацепления колес 12 и 13(Zi2 32.Zi3 40)HT.A.
Однако в спектре, зарегистрированном в зоне I (пунктирная линия б), проявляются две составляющие на частотах 1,26 и 2,53 Гц, которые не вызваны вынужденными колебаниями станка, а в спектре шеро-
0
5
5
0
ховатости, зарегистрированной в зоне II, они отсутствуют.
Первая из этих составляющих на частоте 1,26 Гц является частотой собственных колебаний узла станка резец - резцедержатель, вторая частота 2,53 Гц соответствует собственной частоте колебания системы станка заготовка - патрон - шпиндель. Все это подтверждено экспериментально путем нанесения калиброванного удара по системам резец - резцедержатель и заготовка - патрон - шпиндель.
Формула изобретения Способ диагностики состояния металлорежущего станка по авт.св. № 1344580, отличающийся тем, что, с це,лью расширения функциональных возможностей, дополнительно измеряют спектр профилограммы поверхности детали в зоне врезания, из полученногаспектра вычитают соответствующие частотные составляющие спектра профилограммы, снятой в зоне устойчивого процесса резания, а полученные спектральные составляющие сравнивают с эталонными значениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ЭЛЕМЕНТОВ ЗАМКНУТОЙ ДИНАМИЧЕСКОЙ СИСТЕМЫ ТОКАРНОГО СТАНКА | 1997 |
|
RU2146585C1 |
| СПОСОБ ИМИТАЦИОННОГО УПРАВЛЕНИЯ УРОВНЕМ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРЕЦИЗИОННОГО ТОКАРНОГО СТАНКА | 2007 |
|
RU2361701C2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Отрезной резец | 2022 |
|
RU2797230C1 |
| Способ диагностики состояния металлорежущего станка | 1985 |
|
SU1344580A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Способ токарной обработки наружных сферических поверхностей | 1981 |
|
SU952442A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Проходной резец | 2022 |
|
RU2799578C1 |
Изобретение относится к станкостроению и может быть использовано для оценки качества изготовления и сборки металлорежущих станков, исследования их динамических характеристик, определения частот собственных колебаний систем заготовка - патрон - шпиндель и резец - резцедержатель. Сущность изобретения: осуществляют спектральный анализ профилограммы поверхности обработанной на станке детали в зоне устойчивого процесса резания и дополнительно - в зоне врезания. Из полученного спектра выделяют составляющие, которые не проявились в зоне устойчивого процесса резания, и сравнивают их с эталонными значениями частот. .4 ил.
Ill
ф иъ.-d
//
4-1фиг.З
8
-Н
фие.&
| Способ диагностики состояния металлорежущего станка | 1985 |
|
SU1344580A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
