Изобретение относится к устройствам для получения изделий из сверхтвердых материалов при высоких давлениях и температурах и, в частности, может быть использовано при изготовлении лезвийного режущего инструмента.
Целью изобретения является получение изделий больших размеров и увеличение выхода годной продукции.
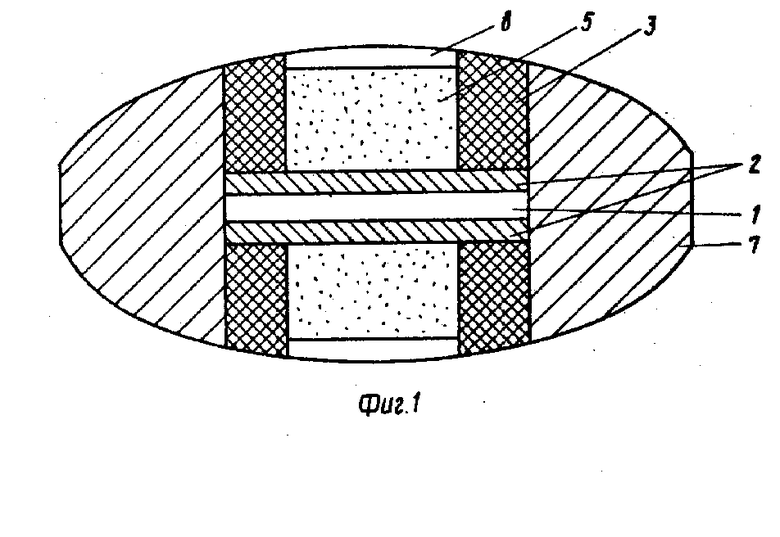
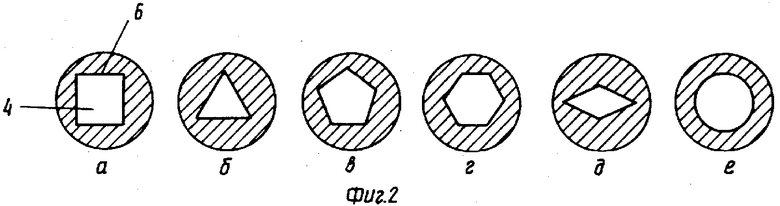
На фиг. 1 представлена ячейка, продольный разрез; на фиг. 2 - профили внутреннего отверстия формообразующих вкладышей.
Ячейка содержит нагреватель, выполненный в форме диска 1 одинакового диаметра с дисками 2 из металлического связующего, формообразующие вкладыши 3, выполненные в форме цилиндра с отверстием 4, и материал из сверхтвердого порошка 5. При этом диски нагревателя выполнены прессованием из смеси порошка графита и электроизоляционного материала при содержании последнего в смеси 20-50% и установлены горизонтально. Диски 2 из металлического связующего размещены на торцовых поверхностях диска 1 нагревателя.
Для увеличения чистоты поверхности изделий на формообразующую поверхность 6 отверстий 4 наносится слой из порошков тугоплавких оксидов, например окислов кальция, магния, алюминия или циркония, которые позволяют снизить эффект взаимодействия и тем самым улучшить качество поверхности изделий.
Ячейка работает следующим образом.
В реакционном контейнере 7 камеры сверхвысокого давления и температуры размещают в контакте диски 1 и 2 нагревателя и металлического связующего. На торцах дисков металлического связующего помещают токопроводящие формообразующие вкладыши 3 и материал из сверхтвердого порошка 5. На сверхтвердый порошок 5 устанавливают изолятор 8 из слюды. Заполненный реакционный контейнер подвергают воздействию высокого давления и температуры в течение для пропитки металлическим связующим сверхтвердого порошка. После снятия давления и температуры получают компакт, поверхность которого имеет заданную форму, соответствующую форме вкладыша.
В качестве материала для диска нагревателя используют смесь порошка графита с катлинитом, для диска металлического связующего - сплав из меди и титана. Формообразующие вкладыши 3 могут быть выполнены из вольфрама или молибдена.
Испытание предлагаемой реакционной ячейки в стандартной камере высокого давления и температуры показали, что, в отличие от известной ячейки, в ней были получены компакты инструментального назначения круглой, квадратной, трехгранной и других форм (с отверстиями) в соответствии с ГОСТом. (56) Авторское свидетельство СССР N 661963, кл. B 01 J 3/06, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Реакционная ячейка устройства сверхвысокого давления | 1981 |
|
SU1008945A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2114803C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2118951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2098388C1 |
| СВЕРХТВЕРДЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1994 |
|
RU2108404C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2098389C1 |
| Реакционная ячейка устройства высокого давления и температуры | 1977 |
|
SU661963A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1988 |
|
SU1557949A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1987 |
|
SU1418998A1 |
| КОНТЕЙНЕР УСТРОЙСТВА СВЕРХВЫСОКОГО ДАВЛЕНИЯ | 1991 |
|
RU2050181C1 |
Изобретение относится к устройствам для получения изделий из сверхтвердых материалов при высоких давлениях и температурах и, в частности, может быть использовано при изготовлении лезвийного режущего инструмента. Целью изобретения является получение изделий больших размеров и увеличение выхода годной продукции. Для этого в реакционной ячейке сверхвысокого давления, содержащей нагреватель, формообразующие вкладыши и материал из сверхтвердого порошка с металлическим связующим, нагреватель и металлическое связующее выполнены в форме дисков одинакового диаметра, причем нагреватель выполнен из смеси порошка графита и электроизоляционного материала при содержании последнего в смеси 20 - 50% и установлен горизонтально в центре ячейки, а диски из металлического связующего размещены на торцовых поверхностях нагревателя. Формообразующие вкладыши выполнены из токопроводящего жаростойкого материала в форме цилиндра с отверстием, соответствующим форме изделия, а на формообразующую поверхность изделий вкладышей нанесен слой из порошков тугоплавких оксидов. 2 ил.