Изобретение относится к обработке металлов давлением и может быть использовано для накатывания наружных цилиндрических резьб на полых деталях.
Цель изобретения - повышение качества накатываемой резьбы путем одновременного с накатыванием калибрования заготовки по диаметру.
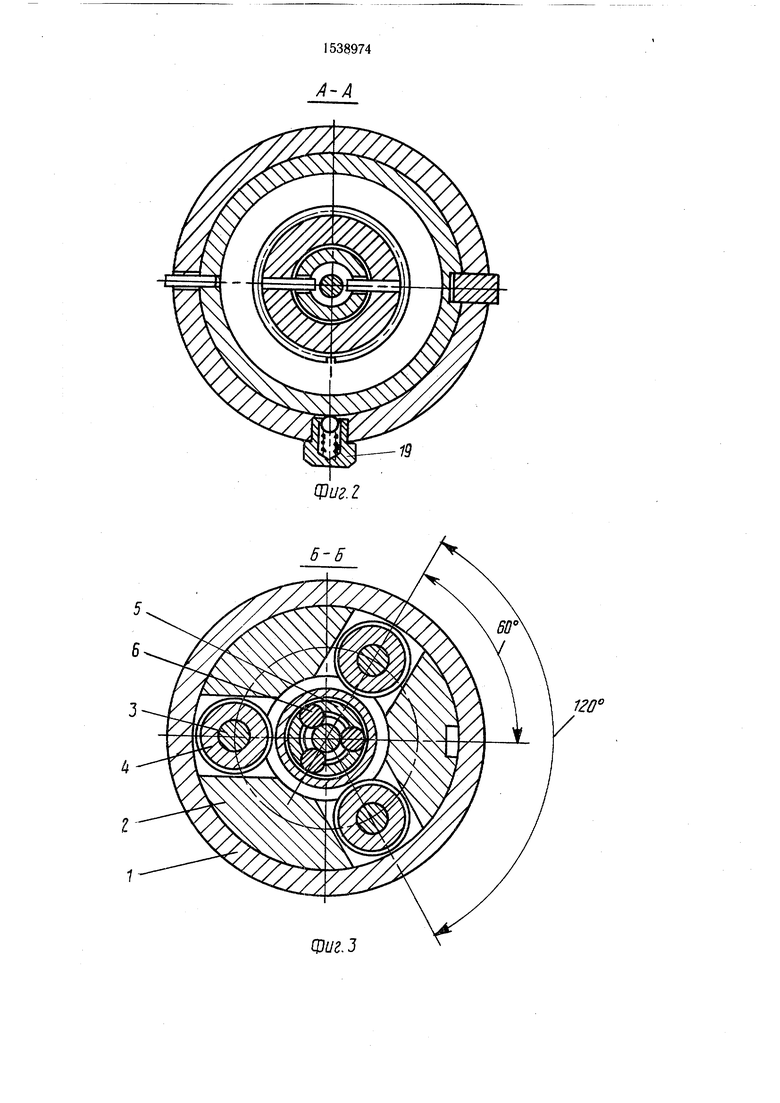
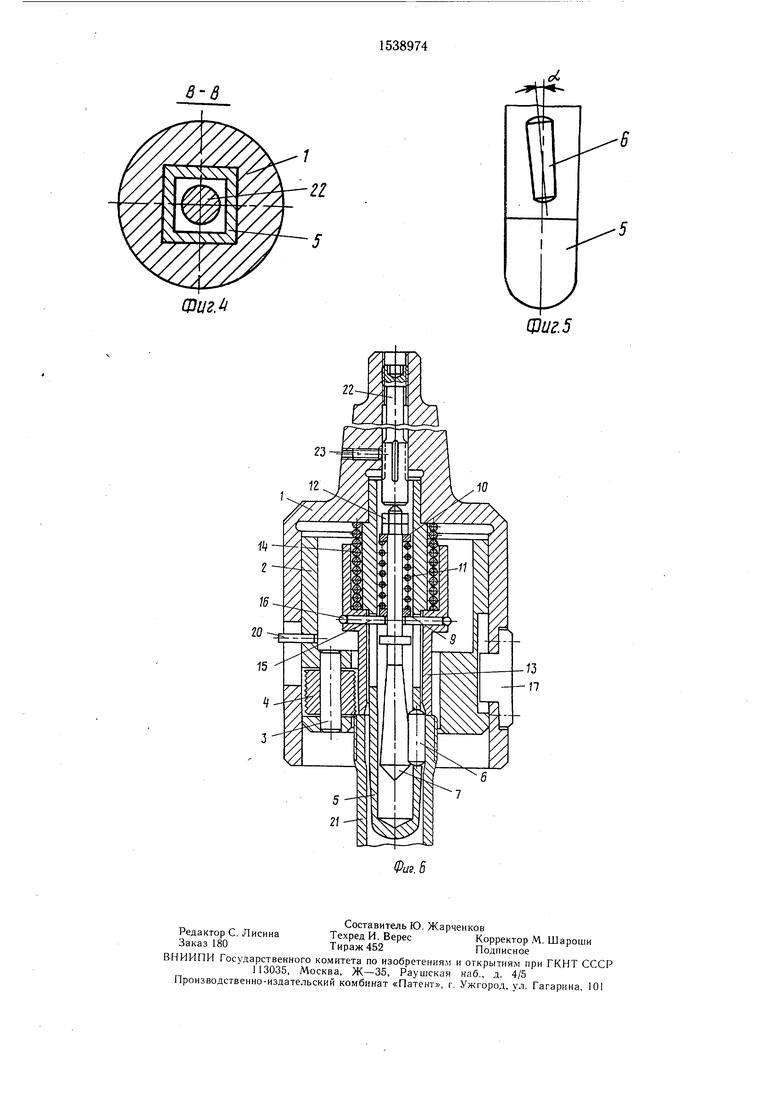
На фиг. 1 схематически показана предлагаемая резьбонакатная головка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - положение раскатных роликов в сепараторе; на фиг. 6 - резьбонакатная головка в момент окончания накатывания резьбы, общий вид.
Резьбонакатная головка содержит корпус 1, в центральном отверстии которого установлена с возможностью осевого перемещения кассета 2. В радиальных пазах, выполненных в кассете под углом 120° по отношению один к другому, на осях 3 установлены с возможностью вращения, например,
три резьбонакатных ролика 4. При большем числе роликов угол между ними равен 360°/л, где и - число резьбонакатных роликов. Оси 3 развернуты на угол подъема накатываемой резьбы. Внутри корпуса 1 и кассеты 2 установлен сепаратор 5 с раскатными роликами 6, развернутыми под углом а к оси сепаратора 5, смещенными по дуге окружности относительно резьбонакатных роликов на угол 60°. При угол смещения равен 360°/5п (количество раскатных роликов равно количеству резьбонакатных роликов). Сепаратор 5 с корпусом 1 соединен через хвостовик квадратного сечения (фиг. 4). Внутри сепаратора 5 установлен разжимной конус 7, взаимодействующий с раскатными роликами 6 и снабженный цилиндрическим хвостовиком 8, на котором выполнен буртик и установлена между двумя шайбами 9 и 10 пружина 11 сжатия, удерживаемая на хвостовике гайками 12. На сепараторе 5 установлена обойма 13, предохраняющая от выпадания из пазов сепаратора раскатные ролики 6. Между обойсд
ос
00
со л
4
мой 13 и торцом внутри корпуса установлена пружина 14, которая в исходном положении накатной головки отжимает обойму 13 и взаимодействующую с ней внутренним торцом кассету 2 с резьбонакатными роликами 6. Обойма 13 имеет возможность осевого перемещения ,до упора в буртик, которым снабжен сепаратор 5. В обойме радиально установлены штифты 15, удерживаемые от случайного выпадания пружинным кольцом 16, а в сепараторе выполнены радиальные пазы, через которые штифты взаимодействуют с шайбой 9 и буртиком на хвостовике 8. От проворота в корпусе 1 кассета 2 удерживается шпонкой 17, закрепленной на корпусе винтами 18. Фиксация крайних положений оправки при ее осевом перемещении производится установленным на корпусе шариковым фиксатором 19. Для визуального наблюдения за перемещениями кассеты 2 в корпусе служит указатель 20, выполненный в виде штифта, запрессованного в кассету 2 и выведенного через паз в стенке корпуса наружу Крайние положения указателя отмечены рисками на наружной поверхности корпуса (не показаны). Настройка устройства на получение полного профиля резьбы на полой заготовке 21 осущетвляется путем изменения длины хода разжимного конуса 7 внутри сепаратора 5 при вывинчивании или ввинчивании упора 22. Фиксация упора производится винтом 23. Резьбонакагную головку закрепляют в пиноли задней бабки токарного станка, а обрабатываемую заготовку - в патроне и сообщают ей вращение.
Резьбонакатная головка работает следующим образом.
Включив вращение шпинделя станка, вводят сепаратор 5 в отверстие полой заготовки 21 до тех пор, пока торец трубы, воздействуя на торец обоймы 13, смещает последнюю до упора в буртик на сепараторе. При этом пружина 14 сжимается, а кассета 2 удерживается в исходном положении шариковым фиксатором 19. При осевом перемещении вдоль сепаратора 5 обойма 13, воздействуя на шайбу 9 штифтами 15, скользящими но пазам сепаратора 5. сжимает пружину 11, установленную на хвостовике 8, вследствие чего разжимной конус 7 смещается вдоль оси, раздвигает раскатные ролики б и вводит их в контакт с внутренней поверхностью полой заготовки. Раскатные ролики 6, обкатываясь по внутренней поверхности трубы, вращаются и заставляют вращаться раздвижной конус, который те- Г1ерь уже за счет угла наклона оси раскатных роликов к оси опорного конуса шремещается в осевом направлении, раздвигая раскатные ролики 6. Происходит калибрование полой заготовки, т. е. увеличение ее диаметра. Как только резьбона- катные ролики 4 касаются наружной поверхности заготовки 21, начинается процесс формирования профиля резьбы и вывинчивание детали из резьбонакатной головки, при котором кассета 2 с резьбонакатными
роликами 4, преодолев усилие пружинного фиксатора 19, перемещается в осевом направлении относительно корпуса 1. Для получения полного профиля резьбы достаточно 2-3 оборотов заготовки, при этом разжимной конус 7 перемещается в отверстии сепаратора 5 до соприкосновения хвостовиком с упором. При дальнейшем вращении происходит калибрование профиля резьбы. После накатывания резьбы на обработанной детали фиксатор 19 фиксирует кассету 2 в новом
положении (фиг. 6), а указатель 20 совмещается с риской на корпусе 1. Чтобы вывести винт 23 из резьбонакатной головки, совершают 1-2 оборота в обратную сторону, вследствие чего раздвижной конус 7 внутри
о сепаратора 5 перемещается вдоль оси в обратную сторону и ликвидируется натяг между внутренней поверхностью заготовки 21, раскатными роликами б и раздвижным конусом 7. При отводе резьбонакатной головки от обработанной детали обойма 13
5 возвращается пружиной 14 в исходное положение и закрывает раскатные ролики 6, предохраняя их выпадание. Под действием пружины 14 обойма 13 взаимодействует цилиндрическим буртом с торцовой плоскостью кассеты 2, а штифты 15 - с буртиком на цилиндрическом хвостовике раздвижного конуса 7, возвращая их в исходное положение, после чего устройство готово для обработки следующей детали. Для того, чтобы на всем раскатанном участке труб обеспечивался полный профиль резьбы, длина резьбонакатных роликов 4 должна быть на 2-3 шага резьбы больше длины раскатных роликов 6.
Резьбонакатная головка позволяет производить накатывание резьбы на полых дета0 лях одновременно с калиброванием диаметра заготовки, что обеспечивает повышение качества обрабатываемой резьбы.
Формула изобретения
5 1. Резьбонакатная головка, содержащая корпус, кассету с передней и задней торцовыми плоскостями, установленную внутри корпуса с возможностью осевого перемещения, отличающаяся тем, что, с целью повышения точности накатываемой резьбы за счет
0 одновременного с накатыванием калибрования заготовки по диаметру, головка снабжена калибровочным механизмом, выполненным в виде подпружиненного разжимного конуса, сепаратора с наклонными пазами, в которых расположены конические раскат5 ные ролики, установленные с возможностью взаимодействия с разжимным конусом, и охватывающей раскатные ролики подпружиненной обоймы с цилиндрическим буртом
0
5
для взаимодействия с задней торцовой плос-роликов на
костью кассеты, при этом сепаратор жесткосимостью
закреплен на корпусе, а обойма связана с разжимным конусом.
2. Резьбонакатная головка по п. 1, отли- 5 чающаяся тем, что гладкие конические роли-где п
ки смещены относительно резьбонакатныл
- числ компл
угол С, определяемый завих 360
гг- число резьбонакатных роликов в комплекте.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Инструмент для накатки внутренней резьбы | 1982 |
|
SU1050794A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2005 |
|
RU2309022C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для накатывания наружных резьб на полых деталях. Цель изобретения - повышение качества накатываемой резьбы за счет одновременного накатывания резьбы и калибрования заготовки по диаметру. Головка снабжена калибрующим механизмом, выполненным в виде подпружиненного разжимного конуса, сепаратора с наклонными пазами, в которых расположены конические раскатные ролики, установленные с возможностью взаимодействия с разжимным конусом, и охватывающей раскатные ролики подпружиненной обоймы с цилиндрическим буртом для взаимодействия с задней торцовой плоскостью кассеты, в которой установлены резьбонакатные ролики. Накатывание резьбы производится путем разведения раскатных роликов внутри заготовки посредством осевого перемещения разжимного конуса. 1 з.п. ф-лы, 6 ил.
в
Т
Ч
7
В
L- 12
Ю
Риг.1
Щиг.г
6-5
Фиг.з
19
В В
(Я и г. 4
22
23
Щи г. 5
| Резьбонакатная головка | 1985 |
|
SU1250368A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
