Изобретение относится к машиностроению и предназначено для слежения за линией стыка при электронно-лучевой сварке.
Цель изобретения - повышение точности при отслеживании криволинейных стыков.
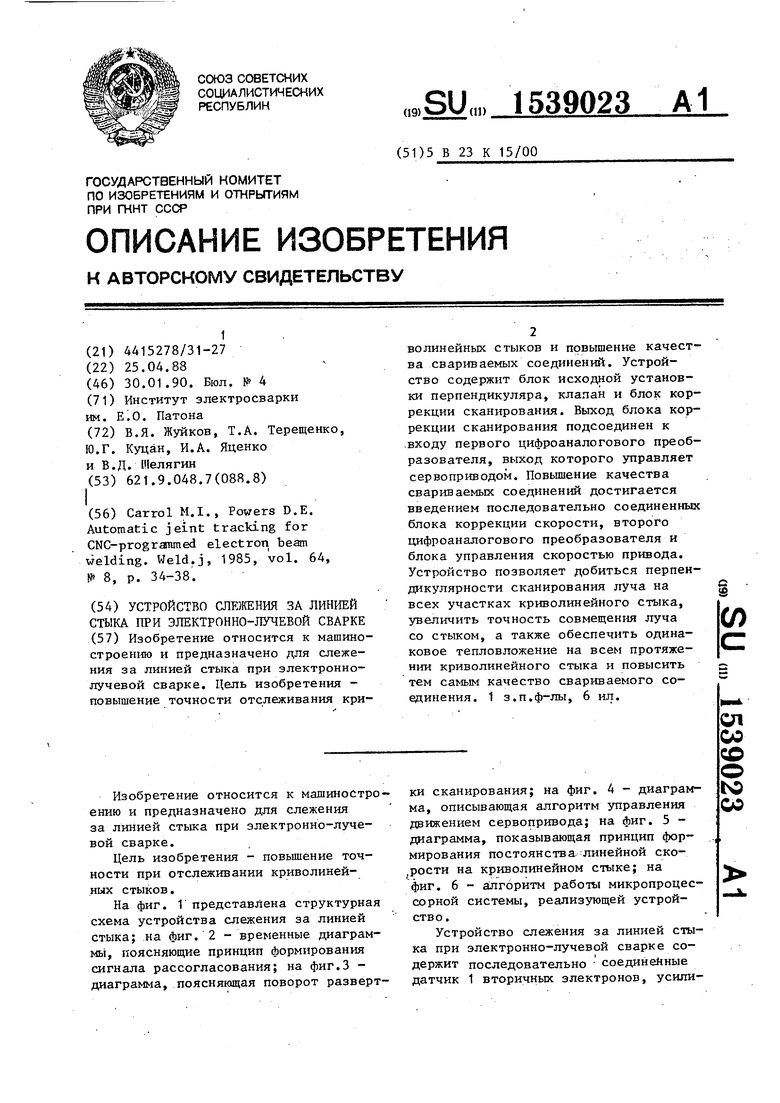
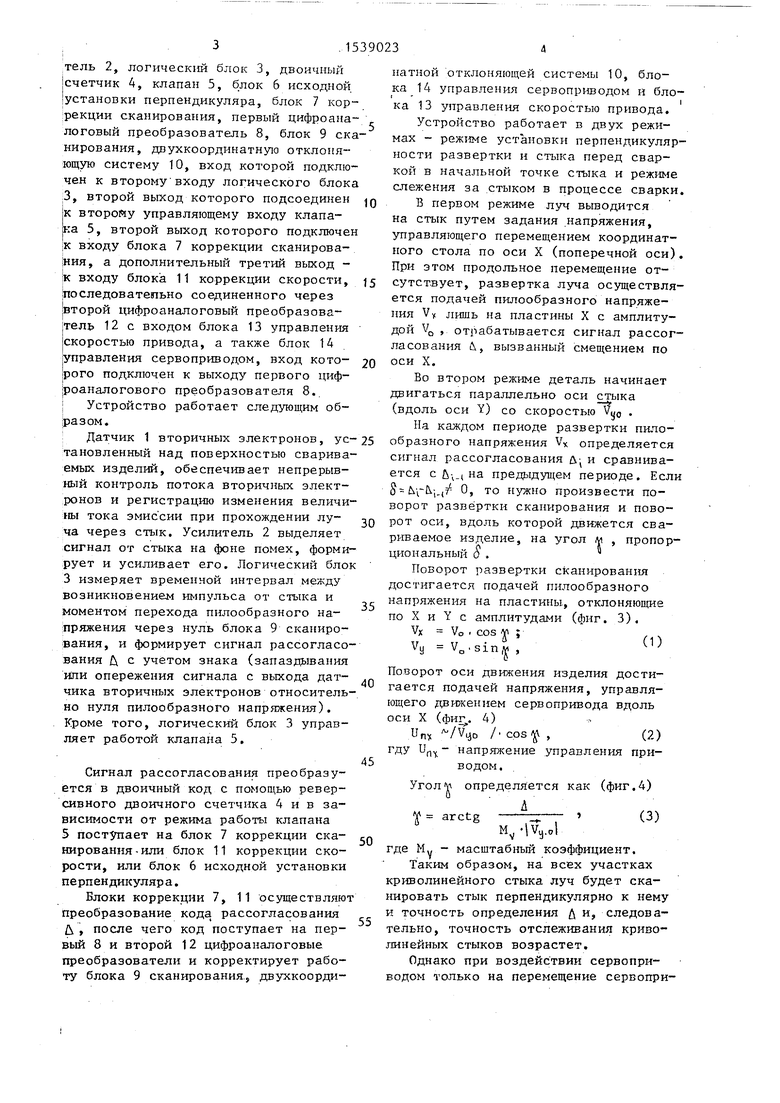
На фиг. 1 представлена структурная схема устройства слежения за линией стыка; на фиг. 2 - временные диаграммы, поясняющие принцип формирования сигнала рассогласования; на фиг.З - диаграмма, поясняющая поворот развертки сканирования; на фиг. 4 - диаграмма, описывающая алгоритм управления движением сервопривода; на фиг. 5 - диаграмма, показывающая принцип формирования постоянства линейной ско- ,рости на криволинейном стыке; на фиг. 6 - алгоритм работы микропроцессорной системы, реализующей устройство.
Устройство слежения за линией стыка при электронно-лучевой сварке содержит последовательно соединенные датчик 1 вторичных электронов, усилиел
со
СО О 1C
со
315
тель 2, логический блок 3, двоичный счетчик 4, клапан 5, блок 6 исходной установки перпендикуляра, блок 7 коррекции сканирования, первый цифроана- логовый преобразователь 8, блок 9 сканирования, двухкоординатную отклоняющую систему 10, вход которой подключен к второму входу логического блока 3, второй выход которого подсоединен к второйу управляющему входу клапана 5, второй выход которого подключен к входу блока 7 коррекции сканирования, а дополнительный третий выход - к входу блока 11 коррекции скорости, последовательно соединенного через второй цифроаналоговый преобразователь 12 с входом блока 13 управления скоростью привода, а также блок 14 управления сервоприводом, вход кото- рого подключен к выходу первого циф- роаналогового преобразователя 8.
Устройство работает следующим образом.
Датчик 1 вторичных электронов, установленный над поверхностью свариваемых изделий, обеспечивает непрерывный контроль потока вторичных электронов и регистрацию изменения величины тока эмиссии при прохождении лу- ча через стык. Усилитель 2 выделяет сигнал от стыка на фоне помех, формирует и усиливает его. Логический блок 3 измеряет временной интервал между возникновением импульса от стыка и моментом перехода пилообразного напряжения через нуль блока 9 сканирования, и формирует сигнал рассогласования Д с учетом знака (запаздывания или опережения сигнала с выхода дат- чика вторичных электронов относительно нуля пилообразного напряжения). Кроме того, логический блок 3 управляет работой клапана 5.
Сигнал рассогласования преобразуется в двоичный код с помощью реверсивного двоичного счетчика 4 и в зависимости от режима работы клапана 5 поступает на блок 7 коррекции сканирования -или блок 11 коррекции скорости, или блок 6 исходной установки перпендикуляра.
Блоки коррекции 7, 11 осуществляю преобразование кода рассогласования д, после чего код поступает на первый 8 и второй 12 цифроаналоговые преобразователи и корректирует работу блока 9 сканирования, двухкоордиQ5 0
5 п „
5
5
0
5
натной отклоняющей системы 10, блока 14 управления сервоприводом и бло-
1 о
ка и управления скоростью привода.
Устройство работает в двух режимах - режиме установки перпендикулярности развертки и стыка перед сваркой в начальной точке стыка и режиме слежения за стыком в процессе сварки.
В первом режиме луч выводится на стык путем задания напряжения, управляющего перемещением координатного стола по оси X (поперечной оси). При этом продольное перемещение отсутствует, развертка луча осуществляется подачей пилообразного напряжения V лишь на пластины X с амплитудой V0 , отрабатывается сигнал рассогласования Л, вызванный смещением по оси X.
Во втором режиме деталь начинает двигаться параллельно оси стыка
(ВДОЛЬ ОСИ Y) СО СКОРОСТЬЮ Vyg .
На каждом периоде развертки пилообразного напряжения V определяется сигнал рассогласования Д; и сравнивается с й- на предыдущем периоде. Если $ &-,.-&,(/- О, то нужно произвести поворот развертки сканирования и поворот оси, вдоль которой движется свариваемое изделие, на угол м , пропорциональный о .
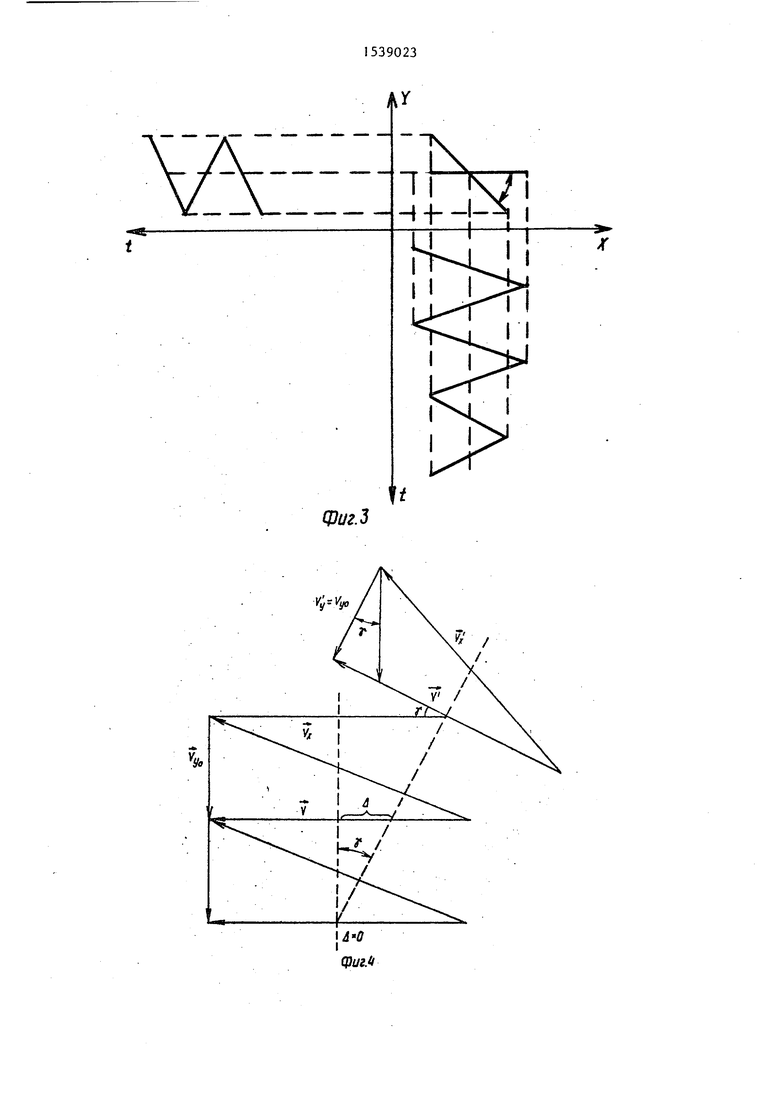
Поворот развертки сканирования достигается подачей пилообразного напряжения на пластины, отклоняющие по X и Y с амплитудами (фиг. 3).
Vx V0 . cosy ;
Vy V0-sin ,Ш
Поворот оси движения изделия достигается подачей напряжения, управляющего движением сервопривода вдоль оси X (фиЈ. 4)
Uny /V / cosfl ,(2)
гду ипч напряжение управления приводом.
Угол определяется как (фиг.4) V arctg ;-- (3)
MV -I vl
где My - масштабный коэффициент.
Таким образом, на всех участках криволинейного стыка луч будет сканировать стык перпендикулярно к нему и точность определения Д и, следовательно, точность отслеживания криволинейных стыков возрастет.
Однако при воздействии сервоприводом только на перемещение сервопривода вдоль оси X суммарная скорость движения изделия будет зависеть от угл а поворота Ар и при аварке криволинейных стыков тепловложение на от- дельных участках шва будет не одина-- ковым. Чтобы избежать этого, необходимо производить коррекцию движения скорости и по оси Y.
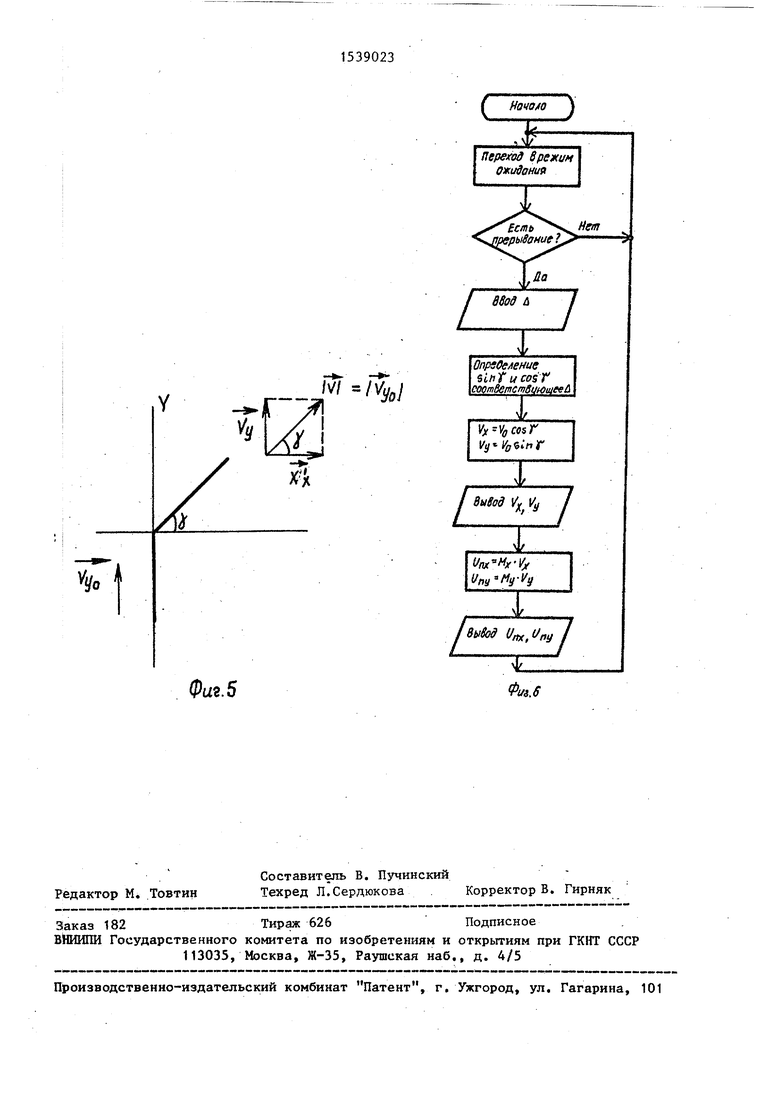
Так из фиг. 5 видно, что для обеспечения одинаковой скорости Vae напряжения ,управляющие движением сервопривода по осям X и Y должны быть пропорциональны
U,
Vj .V40-sinjf ;
U
V4
V4
(4)
ny - Vy- COS 2f .
Выбор таких управляющих напряжений обеспечит одинаковое тепловложение на всем протяжении криволинейных стыков, следовательно, улучшится качество свариваемых соединений.
Примером схемной реализации вводимых блоков - клапана 5, блока установки перпендикуляра 6, блоков корреции сканирования 7 и скорости 11 является использование серийно выпускаемого микроконтроллера Электроника МС2702. При этом связь с выходом счетчика 4 и входами блоков сканирования 9 (по X и Y) управление сервоприводом 14 и блока 13 управления скоростью привода осуществляется с помощью двух схем, программируемых параллельных интерфейсов КР580ВВ55 по каналам 1А, 1В, 2А, 2В, 2С соответственно, а вход логического блока 3, сигнализирующего о наличии кода Д на выходе счетчика 4, подается на вход INT1 запроса прерывания микроконтроллера.
Алгоритм работы микроконтроллера приведен на фиг. 6, где М ц, масштабные коэффициенты.
Работа устройства испытывалась на электронно-лучевых установках, укомплектованных энергокомплексами ЭЛА 60/60, ЭАА 60/15. При углах поМу
10
15
20
25
30
35
40
45
ворота стыка ±45° обеспечивалось усч- тойчивое слежение с погрешностью +0,01 мм, при этом было получено высокое качество сварочных швов на всех участках криволинейного стыка.
Формула изобретения
1 .Устройство слежения за линией стыка при электронно-лучевой сварке, содержащее последовательно соединенные датчик вторичных электронов, усилитель, логический блок, двоичный счетчик, а также цифроаналоговый преобразователь, выход которого подключен к входу блока управления сервоприводом и входу блока сканирования, выход которого соединен с входом двух- координатной отклоняющей системы электронно-лучевой сварочной пушки и вторым входом логического блока, отличающееся тем, что, с целью повышения точности отслеживания криволинейных стыков, оно снабжено блоком исходной установки перпендикуляра, клапаном и блоком коррекции сканирования, причем выход блока коррекции сканирования подсоединен к входу цифроаналогового преобразователя, а вход - к выходу блока исходной установки перпендикуляра, вход которого подключен к первому выходу клапана, а выход - к второму выходу клапана, первый вход которого соединен с выходом двоичного счетчика, а второй управляющий - с вторым выходом логического блока.
2. Устройство по п. 1, отличающее ся тем, что клапан выполнен с дополнительным третьим выходом и оно снабжено последовательно соединенными блоком коррекции скорости, вторым цифроаналоговым преобразователем и блоком управления скоростью привода, причем клапан выполнен с третьим входом, подключенным к входу блока коррекции скорости.
«og
фиг.З
ТЧ ,.
I
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 2013 |
|
RU2561626C2 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Система автоматического управления процессом электронно-лучевой сварки | 1978 |
|
SU1337218A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Способ управления электронно-лучевой сваркой и устройство для его осуществления | 1987 |
|
SU1450943A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КООРДИНАТ ГЕОМЕТРИЧЕСКОГО ЦЕНТРА ОБЪЕКТА | 1985 |
|
SU1380590A1 |
Изобретение относится к машиностроению и предназначено для слежения за линией стыка при электронно-лучевой сварке. Цель изобретения - повышение точности отслеживания криволинейных стыков и повышение качества свариваемых соединений. Устройство содержит блок исходной установки перпендикуляра, клапан и блок коррекции сканирования. Выход блока коррекции сканирования подсоединен к входу первого цифроаналогового преобразователя, выход которого управляет сервоприводом. Повышение качества свариваемых соединений достигается введением последовательно соединенных блока коррекции скорости, второго цифроаналогового преобразователя и блока управления скоростью привода. Устройство позволяет добиться перпендикулярности сканирования луча на всех участках криволинейного стыка, увеличить точность совмещения луча со стыком, а также обеспечить одинаковое тепловложение на всем протяжении криволинейного стыка и повысить тем самым качество свариваемого соединения. 1 з.п. ф-лы, 6 ил.
ч
Фаг. 5
fНачалоJ
Переход 8резки ожидании
1
e fy/
Определение sinf и cos У соответстЗующеей
Vx cosr Vyi-fystnr
I
,, /
ит,ипд I Т
Й/л.
| Carrol M.I., Powers D.E | |||
| Automatic jeint tracking for CNC-programmed electron beam welding | |||
| Weld.j, 1985, vol | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
