Изобретение относится к гальванотехнике, а именно к электролитам для получения осадков сплавов никель- железо, и может быть использовано в различных отраслях промыгаленности при изготовлении деталей гальванопластическим способом.
Цель изобретения - облегчение отделения покрытий и повышение процентного содержания железа в сплаве.
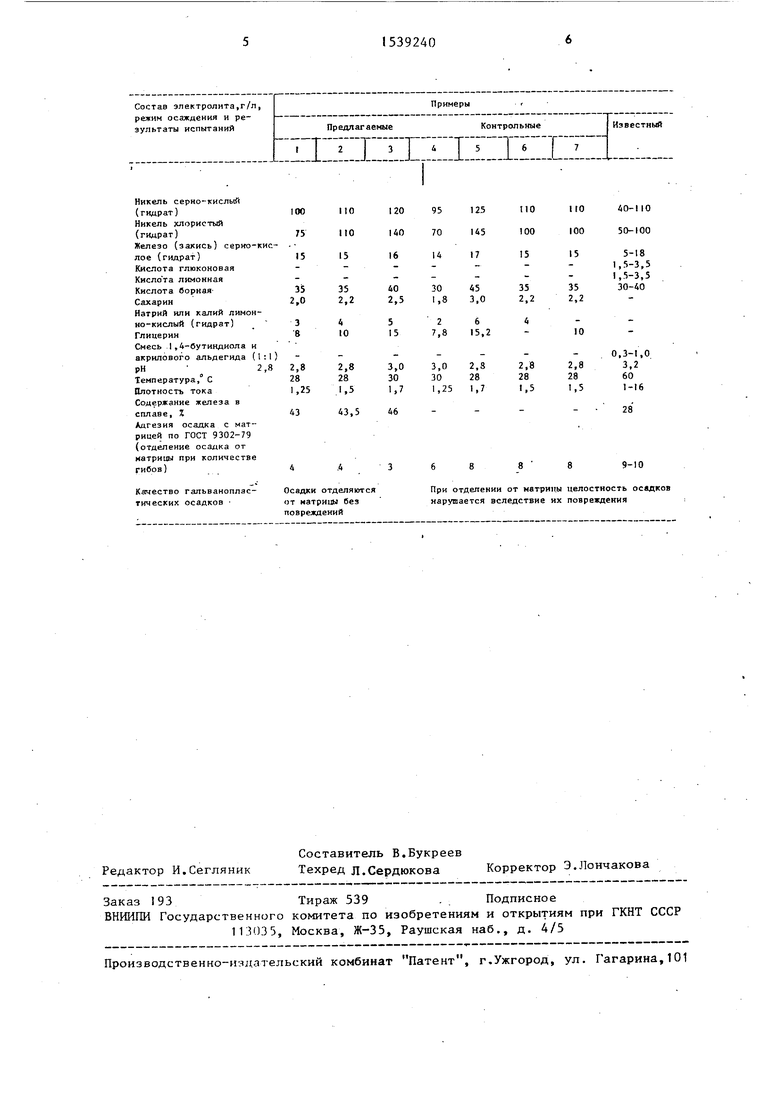
Изобретение илпюстрируется конкретными примерами опробования электролита, речулыаты которого представлены к ГЛОЛИЦР.
Приготовление электролита осуществляют следующим образом.
Отдельную емкость на 2/3 объема наполняют дистиллированной водой и нагревают до 30°С. При перемешивании вводят расчетные количества борной кислоты, никеля серно-кислого и никеля хлористого (в указанном порядке) . Затем добавляют в- полученный раствор активированный уголь марки БАУ (ГОСТ 6217-74) из расчета 3 г/л и перемешивают сжатым воздухом в течение 3-5 ч. После этого отстоявшийся раствор отфильтровывают в рабочую
ванну, доводят его раствором H2SO или раствором Na2C03 до рН 2 и прорабатывают при катодной плотности тока 0,3 А/см2, используя при этом гофрированный стальной катод, предварительно покрытый никелем, и анод из никеля марки НПА-1 (ГОСТ 21 32-75). Проработку электролита ведут в течение 24 ч, поддерживая температуру 50°С. По окончании проработки определяют концентрацию никеля в электролите. Оптимальное содержание солей никеля в пересчете на металл должно составлять 38-42 г/л.После этого в электролит последовательно вводят расчетное количество натрия или калия лимонно-кислого, железо (закись) серно-кислого, сахарина и глицерина. После полного растворения компонентов при перемешивании электролиту дают отстояться. Корректировку электролита производят по данным химанализа на содержание железа и ни- келя. Стабилизирующие добавки корректируются один раз в 2-3 дня.
Осаждение сплава никель-железо проводят при 28-30°С, катодной плотности тока 1,3-1,7 А/дмг с использованием комбинированных анодов из никеля марки НПА-1 и стали марки 20 (при соотношении ппощадей 6:1) или анодов из суперинвара марки 32НКД,
При опробовании электролита осаждение осадков сплава никель-железо осуществляют на матрицу из нержавеющей стали марки 12Х1ЯН10Т. Толщина осадков сплава может достигать 0,1 - 0,015 мм. Адгезию осадков сплава толщиной 10 мкм с матрицей определяют по ГОСТ 9302-79 методом изгиба матрицы на угол с)0 „
5
0
5
0
5
0
Как показывают результаты опробования, представленные в таблице предлагаемый электролит обеспечивает получение качественных гальванопластических осадков сплавом никель-железо. Относительно низкая адгезия осадков с матрицей (отделение осадков происходит при 3-4 гибах матрицы на угол 90е) позволяет отделять от матрицы без повреждений, а повышение содержания железа в сплаве до 43-46% дает экономию никеля.
Формула изобретения
Эле7стролит для получения покрытий сплавом никель-железо, преимущественно для гальванопластического изготовления изделий, содержащий соли никеля и железа, борную кислоту, сахарин и цитрат-ионы, отличающийся тем, что, с целью облегчения отделения покрытий и повышения процентного содержания железа в сплаве, цитрат-ионы он содержит в виде натрия или калия лимонно-кислого, дополнительно содержит глицерин, при следующем соотношении компонентов, г/л:
Никель сернокислый100-120Никель хлористый75-140Железо сернокислое закисное15-16 Кислота борная 35-40 Сахарин 2,0-2,5 Натрий или калий лимонно-кислый3-5 Глицерин8-15
Никель серно-кислый (гидрат)
Никель хлористый (гидрат)
Железо (закись) сернолое (гидрат) Кислота глюконовая Кисло та лимонная Кислота борная Сахарин
Натрий или калий лимон но-кислый (гидрат) Глицерин
Смесь I,4-Сутиндиола и акрилового альдегида ( рН
Температура, С Плотность тока Содержание железа в сплаве, %
Адгезия осадка с матрицей по ГОСТ 9302-79 (отделение осадка от матридо при количестве гибов)
Качество гальванопластических осадков
46
28
В
8
8
9-10
При отделении от матрицы целостность осадков нарушается вследствие их повреждения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| Электролит для осаждения покрытий из сплава никель-железо | 1979 |
|
SU857306A1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ СПЛАВА НИКЕЛЬ-КАДМИЙ | 1991 |
|
RU2013469C1 |
| Электролит для осаждения покрытий из сплава никель-железо | 1981 |
|
SU956629A1 |
| Электролит для осаждения покрытий из сплава никель-железо | 1979 |
|
SU885364A1 |
| Способ изготовления матрицы вырубного штампа | 1984 |
|
SU1237280A1 |
| Электролит для осаждения блестящих покрытий сплавом золото-никель | 1987 |
|
SU1505986A1 |
| Электролит для осаждения покрытий сплавом никель-железо | 1985 |
|
SU1261974A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА НИКЕЛЬ-ЖЕЛЕЗО ТИПА ПЕРМАЛЛОЙ | 1972 |
|
SU324305A1 |
| Электролит блестящего никелирования | 1990 |
|
SU1737025A1 |
Изобретение относится к гальванотехнике, а именно к электролитам для получения осадков сплавом никель - железо, и может быть использовано в различных отраслях промышленности при изготовлении деталей гальванопластическим способом. Цель изобретения - облегчение отделения покрытия и повышение процентного содержания железа в сплаве. Снижение адгезии осадков, обеспечивающей их качественное отделение от матрицы, и повышение процентного содержания железа в сплаве достигают за счет того, что электролит для получения гальванопластических осадков, содержащий, г/л: сернокислый (гидрат) никель 100 - 120, хлористый (гидрат) никель 75 - 140, сернокислое (гидрат) железо (закись) 15 - 16, борная кислота 35 - 40, сахарин 2,0 - 2,5, лимоннокислый (гидрат) натрий или калий 3 - 5, дополнительно содержит глицерин 8 - 15. Электролит обеспечивает получение качественных гальванопластических осадков сплавом никель- железо толщиной до 0,1 - 0,15 мм. Относительно низкая адгезия осадков с матрицей из нержавеющей стали марки 12Х18Н10Т (отделение осадков, угол 90°) позволяет отделять их от матрицы без повреждений. Содержание железа в сплаве составляет 43 - 46%. 1 табл.
| Электролит для осаждения покрытий из сплава никель-железо | 1979 |
|
SU885364A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
