Изобретение относится к прокатному производству и может быть использовано на обжимных и заготовочных станах, а также в обжимных клетях предельных сортовых станов.
Цель изобретения - повышение качества проката путем улучшения выработки поверхностных дефектов
На изображена схема уменьшения глубины дефекта металла; на фиг.2 - график выработки дефектов при прокатке металла,,
В предлагаемом способе, включающем деформацию металла в первоначальных проходах для получения бездефектной поверхности проката и в последующих основных проходах для получения требуемых форм и размеров профиля, прокатку в первоначальных проходах
с целью поддержания параметра очага
WH(
деформации 0,5 ведут с обжатием
в пределах 0,Q5- flh
, filMJ
необходимое число таких проходов определяют по формуле R
h -
Ks a4H,
где Н0 - начальная толщина прокатываемого металла, мм;
-радиус прокатного валка,мм;
-параметр формы очага деформации, ,05-0,5;
Ь/н
ср
СЛ
4
ОО
05
1 . - длина дуги захвата, мм;
Н
-средняя высота полосы в очаге деформации, мм;
-коэффициент интенсивности выработки дефектов при принятом значении а
Способ осуществляется следующим образомо
Сначала производят предварительные (первоначальные) проходы до полной выработки поверхностных дефектов Такая выработка обеспечивается у,по- скольку прокатка в предварительных проходах ведется со значениями параметра формы очага деформации , в пределах 0,05-0,5 в результате менения обжатий ah ™ , т.е. инR
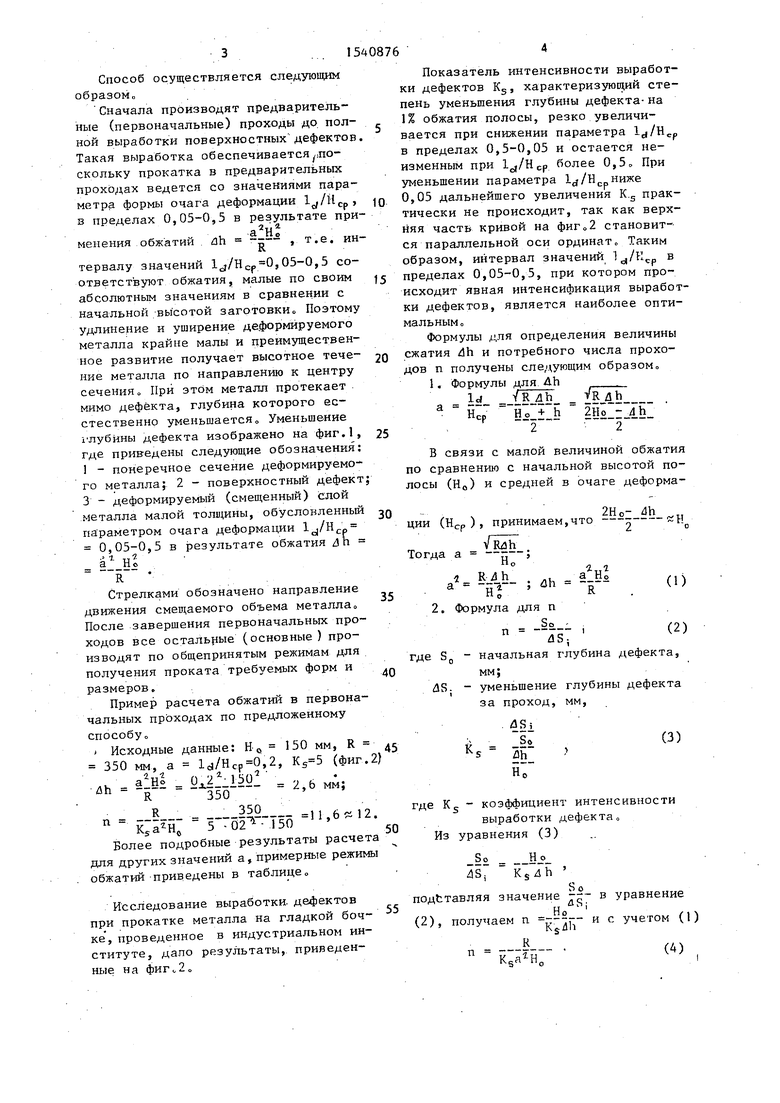
тервалу значений lj/HCp 0,05-0,5 соответствуют обжатия, малые по своим абсолютным значениям в сравнении с начальной высотой заготовки„ Поэтому удлинение и уширение деформируемого металла крайне малы и преимущественное развитие получает высотное тече- ние металла по направлению к центру сечения о При этом металл протекает мимо дефекта, глубина которого ес- стественно уменьшается Уменьшение 1 лубины дефекта изображено на фиг.1, где приведены следующие обозначения: 1 - поперечное сечение деформируемого металла; 2 - поверхностный дефект 3 - деформируемый (смещенный) слой металла малой толщины, обусловленный параметром очага деформации ld/HCp 0,05-0,5 в результате обжатия йп - И Н R
Стрелками обозначено направление движения смещаемого объема металла После завершения первоначальных проходов все остальные (основные ) производят по общепринятым режимам для получения проката требуемых форм и размеров.
Пример расчета обжатий в первоначальных проходах по предложенному способу о
Исходные данные: Н0 150 мм, R
350 мм, а ld/Hcp 0,2, (фиг.
, а2Н° 0,2 150 , h . . 2,b мм;
ДЬ
п
R
Ksa%
350
oz - Tso
2,b мм; 11,Ъ 12
Более подробные результаты расчета для других значений а, примерные режимы обжатий приведены в таблице
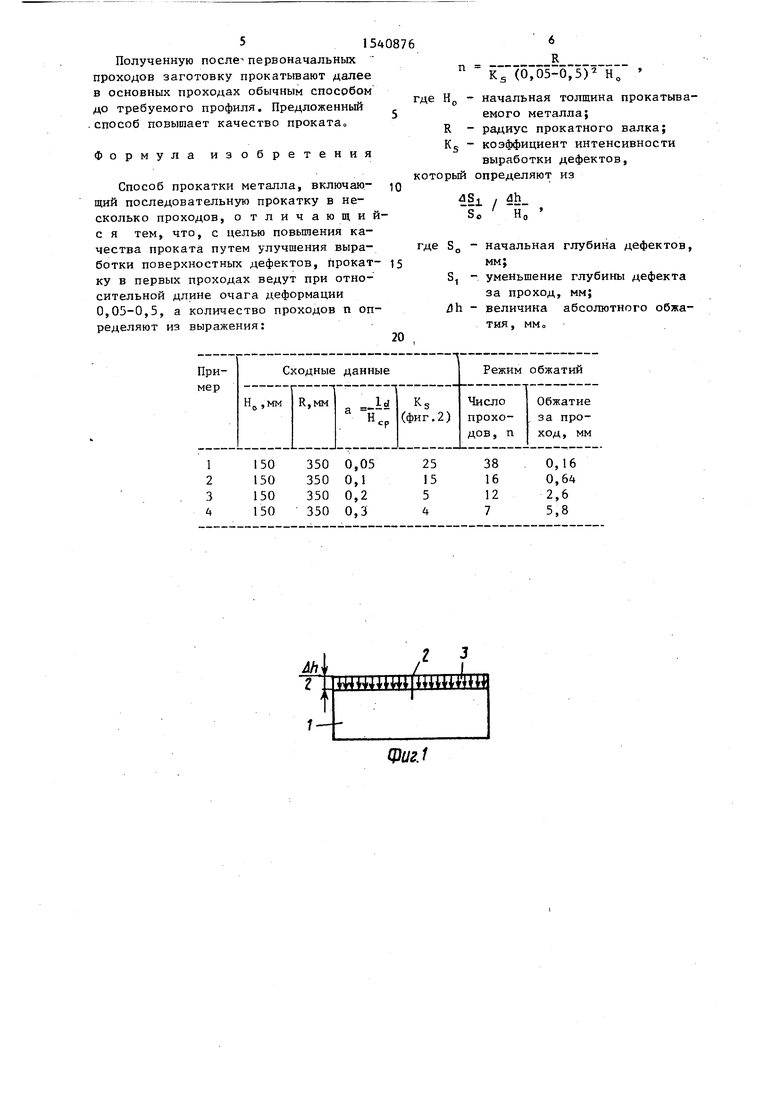
Исследование выработки, дефектов при прокатке металла на гладкой бочке , проведенное в индустриальном институте, дало результаты, приведенные на фиГо20
Показатель интенсивности выработки дефектов Ks, характеризующий степень уменьшения глубины дефекта-на 1% обжатия полосы, резко увеличивается при снижении параметра ld/Hcp в пределах 0,5-0,05 и остается неизменным при более 0,5„ При уменьшении параметра ld/H ниже 0,05 дальнейшего увеличения К5 практически не происходит, так как верхняя часть кривой на фиг„2 становится параллельной оси ординат«, Таким образом, интервал значении 1d/Kcp в пределах 0,05-0,5, при котором происходит явная интенсификация выработки дефектов, является наиболее оптимальным о
Формулы для определения величины сжатия 4Ь и потребного числа проходов п получены следующим образом
1. Формулы для Ah
1л VR дЬ VR йЬ
а
Н
СР
Но + h
2
В связи с малой величиной обжатия по сравнению с начальной высотой полосы (Н0) и средней в очаге деформа,,, . 2Н0- dh ции (Нср), принимаем,что«н
l/Rdh Тогда а -ц-;
Но
1 Rdh а 5 ЛЬ Н0
2. Формула для п
So п -----
US
R
(О
(2)
где S0 - начальная глубина дефекта,
мм;
US. - уменьшение глубины дефекта за проход, мм,
dSi
ДЬ
So
5l н 0
(3)
где KS - коэффициент интенсивности
выработки дефекта Из уравнения (3)
So Но
4S Ksih
So подставляя значение --- в уравнение
(2), получаем п - и с учетом (I)
п
R
(4)
51540876
Полученную после4 первоначальных проходов заготовку прокатывают далее в основных проходах обычным способом до требуемого профиля. Предложенный способ повышает качество проката
Формула изобретения
Способ прокатки металла, включаю- щий последовательную прокатку в несколько проходов, отличающий с я тем, что, с целью повышения качества проката путем улучшения выработки поверхностных дефектов, прокат- ку в первых проходах ведут при относительной длине очага деформации 0,05-0,5, а количество проходов п определяют из выражения:
п
6
R
Ks (0,05-0,5)2 Н,
где Н0 - начальная толщина прокатываемого металла;
R - радиус прокатного валка; К5 - коэффициент интенсивности
выработки дефектов, который определяют из
4Sj S0
, dh
н7
S0 - начальная глубина дефектов,
ММ}
S, - уменьшение глубины дефекта за проход, мм;
ЛЬ - величина абсолютного обжатия, ММ о
&
1
о щгамщв 1,о its
Фиг. i
tfi. Z,5 llHCf
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ПРОКАТКИ С СОЗДАНИЕМ ЗАДАННОГО НАПРЯЖЕННОГО СОСТОЯНИЯ ПО СЕЧЕНИЮ ЗАГОТОВКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311974C2 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ холодной прокатки полос | 1988 |
|
SU1585029A1 |
| Способ получения сортового проката | 1989 |
|
SU1659137A1 |
Изобретение относится к прокатному производству, в частности к прокатке на обжимных и заготовочных станках, обжимных клетях сортовых станов. Цель изобретения - повышение качества проката путем улучшения выработки поверхностных дефектов. Первоначальные проходы производят при малых обжатиях, величина которых определяется как ΔН = (A2H2)/R. Эти обжатия соответствуют параметру формы очага деформации LD/Hср в пределах 0,05 - 0,5, а число первоначальных проходов определяется по формуле N=R/(KSA2H0), где H0 - начальная толщина прокатываемого металла, мм
R = радиус прокатного валка, мм
A=LD/Hср - параметр формы очага деформации, A = 0,05 - 0,5
KS - коэффициент интенсивности выработки дефектов при принятом значении A. Завершают прокатку в последующих основных проходах по общепринятым режимам деформации. 1 табл.
| Сталь, 1965, № 12, с,1103-1104. |
