Изобретение относится к электроннолучевой сварке и может быть использовано в автоматических установках с управлением уровня фокусировки пучка при изменении расстояния между электронной пушкой и поверхностью свариваемого изделия.
Цель изобретения - повышение точности управления уровнем фокусировки электронного пучка путем использования того же электронного пучка в процессе измерения расстояния до поверхности изделия.
На чертеже представлена схема устройства, реализующего способ.
Способ состоит в том, что в процессе определения расстояния между электронной пушкой и поверхностью изделия применяют электронный пучок малого тока, преломленный на двух уровнях с заданными геометрическими параметрами (углом сходимости 2ф и расстоянием RI между серединой электромагнитной катушки, осуществляющей второе преломление, и точкой сходимости) и сканирующей поверхностью изделия с использованием кругового закона развертки, а также тот же пучок, но преломленный на одном уровне, угол преломления которого постепенно увеличивают с целью определения величин этих углов . Ы. соответствующих пересечению стыка однократно преломленным пучком, сканирующим поверхность изделия с использованием кругового закона развертки, в тех же точках, которые пересекают двукратно преломленный пучок. С учетом полученных величин углов, а также геометрических параметров двукратно преломленного пучка определяют расстояния до поверхности изделия как в направлении электронно- оптической оси пушки, так и параллельно последней по ходу движения пушки, а также наклон поверхности свариваемого изделия.
В состав устройства входят отклоняющие электромагнитные катушки 1, соединенные с одним из выходов вычислительного устройства 2. К другому выходу вычислительного устройства 2 подключена фокусирующая электромагнитная катушка 3. Два входа вычислительного устройства последовательно соединены с узконаправленными датчиками 4 вторичных электронов, расположенных симметрично относительно электронно-оптической оси пушки.
Способ реализуется следующим образом.
Электронный пучок 5 малого тока, преломленный на двух уровнях и развернутый по круговому закону с помощью отклоняющих электромагнитных катушек , управляемых вычислительным устройством 2, сканирует наклонную поверхность свариваемого изделия б по траектории в виде эллипса, большая ось которого совпадает со стыком. (Для поверхностей, обладающих кривизной, зона сканирования уменьшается
до размеров, на котором участок поверхности изделия можно считать плоским). Геометрические параметры (угол сходимости 2ф, расстояние RI от точки сходимости до середины электромагнитной катушки, выполняющей второе преломление) задаются предварительно. Точки А и В пересечения траектории, описанной на поверхности изделия 6 двукратно преломленным пучком 5, со стыком фиксируются с помощью, например, датчиков вторичных электронов 4, имеющих малую зону обзора в окрестности стыка. Датчики (Di и D,), зафиксировавшие факт пересечения стыка, запоминаются в вычислительном устройстве 2. Электронный пучок 7 малого тока, преломленный на одном уровне и развернутый по круговому закону с помощью отклоняющих электромагнитных катушек 1, управляемых вычислительным устройстQ вом 2, сканирует наклонную поверхность свариваемого изделия 6, причем угол преломления пучка ij постепенно увеличивается по командам (ток отклонения) с устройства 2 до тех пор, пока последовательно сработают датчики D,
5 и D;, т. е. когда последовательно однократно преломленный пучок 7 пересечет стык в точке А, а затем в точке В. При срабатывании датчиков D, и D, в устройстве 2 определяются утлы преломления пучка, соответственно -ф и ф2,
0 с учетом зависимости (1отм), где $ - угол переломления пучка соответствующейэлектромагнитнойкатушкой;IOIK.I - ток отклонения. Зависимость |з - F(IoTK.i) находится в памяти устройства 2.
5 По известным величинам углов и 2, а также геометрическим параметрам двукратно преломленного пучка Ri и 2ф в устройстве 2 определяется расстояние RHU до изделия в направлении электроыно-оптичес0 кой оси пушки, а также наклон са поверхности на участке сканирования по формулам
.. R2- R2- tgiti- tga
45
R2- ( tga), где tga (R,-R2)tgtf2+(R,R3) 1Ц tg tf.
V tg f
cn H.-К-- -И iv5
wг tg +tgv tgv2 +tgҐ
получены из геометрических соображений
R2- tgi|)i(Ri - R )tg«f; Rs- (Ri - R3)- tg(f.
По рассчитанному значению R устройство 2 в соответствии с заранее заданной зависимостью () устанавливает требуемое значение тока электромагнитной ЛИНЗЫ 1ф.
В качестве датчиков 4 могут также использоваться узконаправленные датчики рентгеновского излучения.
Апробация способа проводилась на установке У-778, укомплектованной энергоблоком ЭЛА 60/60. Величина тока сканирующего пучка выбиралась равной 0,002 А. В качестве материала свариваемого изделия применялась Ст. 3. Угол наклона поверхности изделия составлял 30°. Манипуляции по преломлению пучка выполнялись стандартным блоком двойного преломления пучка ОЛ143, доработанного для целей управления последним с помощью универсального программируемого контроллера «Электроника KI-20 (геометрические параметры пучка, преломленного на двух уровнях, выбирались следующие: Ri 110 мм; . 25°). Точки пересечения стыка в процессе сканирования преломленным пучком фиксировались с помощью специально изготовленной линейки узконаправленных датчиков вторичных электронов, выходные сигналы с которых после усиления поступали на вход контроллера. По вычисленному с помощью полученных зависимостей расстоянию до изделия контроллером устанавливается необходимый ток для фокусирующей катушки пушки.
Реализация способа не требует дополнительной коррекции при определении расстояния до поверхности изделия, так как расстояние определяется в направлении электронно-оптической оси пушки. Дополнительная информация о наклоне поверхности также повышает надежность управления фокусировкой. Кроме того, не требуется дополнительный датчик расстояния, а также отпадает необходимость в осуществлении мер, связанных с защитой датчика расстояния от интенсивных тепловых потоков, паров и брызг расплавленного металла.
0
5
0
5
0
5
0
По сравнению с известным, предлагаемый способ позволяет повысить точность управления уровнем фокусировки за счет определения расстояния до изделия (вдоль электронно-оптической оси пушки), а также упростить используемое оборудование и повысить его надежность.
Формула изобретения
Способ управления фокусировкой электронного пучка при переменном расстоянии межд электронной ПУШКОЙ и поверхностью свариваемого изделия, при котором определяют расстояние между электронной пушкой и свариваемым изделием, а оптимальный уровень фокусировки устанавливают электромагнитной линзой в зависимости от расстояния межд электронной пушкой и свариваемым изделием, отличающийся тем, что, с целью повышения точности управления уровнем фокусировки электронного пучка путем использования того же электронного пучка в процессе измерения расстояния до поверхности свариваемого изделия, осуществляют преломление электронного пучка на двух уровнях и проводят его круговую развертку с заданными геометрическими параметрами, осуществляют круговую развертку тем же электронным пучком, но преломленным на одном уровне с постепенным увеличением угла преломления до совпадения по двум точкам на линии стыка траектории сканирования с траекторией сканирования, полученной от сканирования двукратно преломленным электронным пучком, в момент совпадения траекторий сканирования фиксируют углы преломления электронного пучка и по величинам углов преломления электронного пучка и геометрическим параметрам круговой развертки двукратно преломленного электронного пучка определяют расстояние до поверхности свариваемого изделия в направлении электронно-оптической оси электронной пушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 2013 |
|
RU2561626C2 |
| Способ электронно-лучевой сварки | 1986 |
|
SU1323298A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| Способ управления электронно-лучевой сваркой и устройство для его осуществления | 1987 |
|
SU1450943A1 |
| Газоразрядная электронная пушка для термообработки | 1990 |
|
SU1810926A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
Изобретение относится к электронно-лучевой сварке и может быть использовано в автоматических установках с управлением уровня фокусировки пучка при изменении расстояния между электронной пушкой и поверхностью свариваемого изделия. Цель изобретения - повышение точности управления уровнем фокусировки электронного пучка путем использования того же электронного пучка в процессе измерения расстояния до поверхности изделия. Определяют расстояние Rизд до поверхности свариваемого изделия 6 через геометрические параметры круговых разверток электронного пучка 5, последовательно преломляемого на двух и одном уровне. Определяют расстояние Rизд до поверхности свариваемого изделия 6 в момент совпадения траекторий сканирования одно- 7 и двупреломленного 5 электронного пучка в двух точках на линии стыка. Оптимальный уровень фокусировки электронного пучка устанавливают электромагнитной линзой 3 в зависимости от расстояния Rизд до поверхности свариваемого изделия 6. Способ позволяет упростить используемое оборудование и повысить его надежность. 1 ил.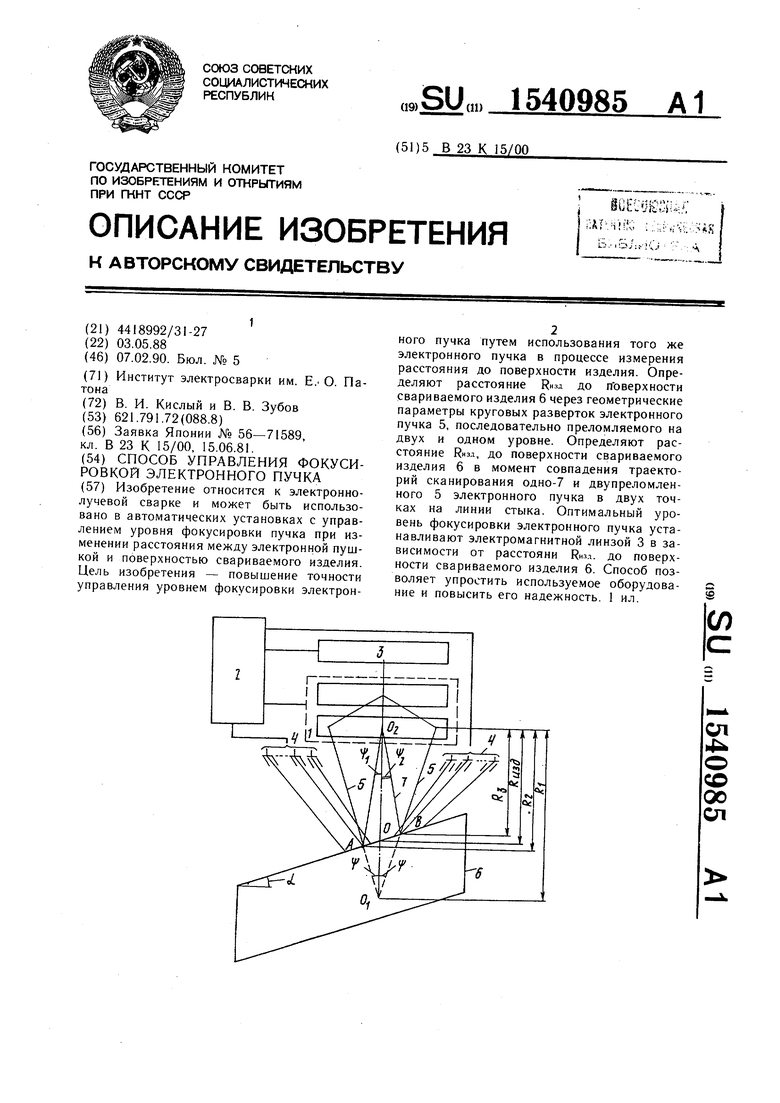
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
