Изобретение относится к обработке металлов давлением и может-быть использовано при установке твердых вставок в обойму, например при изготовлении волочильных матриц.
Цель изобретения - повышение стойкости к разрушению и износу и снижение металлоемкости за счет исключения дополнительного элемента для обжатия .
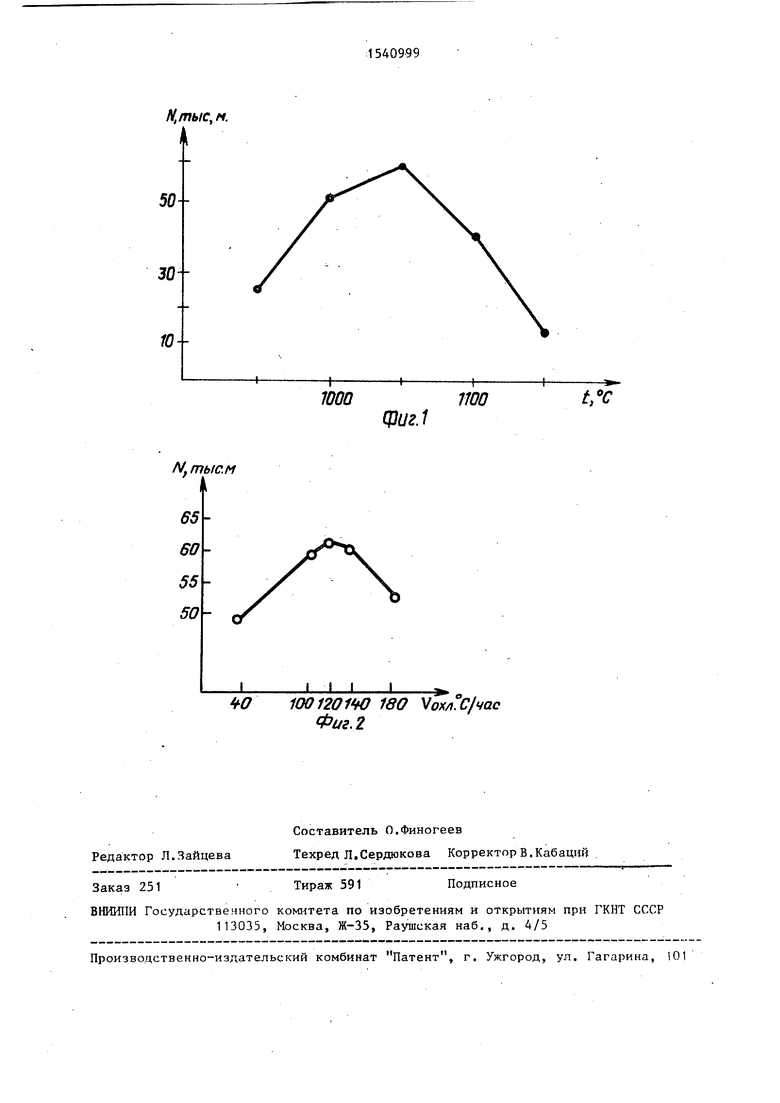
На фиг.1 изображен график зависимости стойкости волочильного инструмента, собранного предлагаемым способом от температуры совместного нагрева обоймы и вставки; на фиг.2 - график зависимости стойкости инструмента от скорости охлаждения.
Способ реализуется следующим образом.
Обойму из легированной конструкционной стали с обработанным выходным отверстием и полостью диаметром
68,3 мм нагревают в газовой печи до начала интенсивного окалинообразова- ния. При достижении заданной температуры в расширякичейся полости размещают вставку диаметром 68,5 мм из металлокерамического твердого сплава ВК8.
При этом температура нагрева определяется по йормуле D По ПД
Т
СП
4. О СО
со со
где Т - температура нагрева, град; D - диаметр отверстия обоймы
после нагрева, 68,5 мм; D0 - диаметр отверстия обоймы
до нагрева, 6В, 3 мм; Л - коэффициент личейного расширения, 11:-;10ь мм/м град. и соответствует 400 С.
Плотное размененио вст-звки в полости препятствует в дапьнейнем ока
линообразованию. Дальнейший нагрев обоймы и вставки производят совместн дз в течение 0,3 ч. Осаживают нагретую обойму для устранения возможных зазоров, охлаждают обойму со вставкой в предварительно нагретом песке до комнатной температуры, обеспечивая скорость охлаждения 120°С в 1 ч.
Изготовленные предлагаемым способом волочильные матрицы имеют стойкость, в 6 раз превышающую стойкость волочильных матриц, собранных запрессовкой в нагретую обойму вставки с натягом на гидравлическом прессе.
Основные параметры процесса были выбраны экспериментально по показателям стойкости инструмента, изготовленного при различных режимах нагрев и охлаждения собираемой пары.
По условиям соотношения стойкости инструмента на удар и износ для волочильного инструмента используют твердые сплавы ВК6, BKd, BK10. Приве денные данные соответствуют сплаву ВК8. При использовании сплава ВК8 пи графика (фиг.1) смещается в сторону величины 1100°С, для сплава ВК10 - соответственно п сторону 1000 С.
Скорость совместного нагрева выбрана с учетом того, чтобы не допустить окисления рабочего канала вставки, которое имеет место при длительном нагреве. Это.обеспечивается при скорости нагрева свыше 1500°С/ч, однако при скорости нагрева более
0
5
0
5
2000°С/ч наблюдается снижение стойкости инструмента. Данные представлены в таблице.
Скорость совместного охлаждения обоймы со вставкой выбрана 100- 140°С/ч. В указанном интервале не наблюдается существенного снижения стойкости в сравнении с максимально достигнутой. На графике (фиг.2) приведены данные, подтверждающие выбранный режим. Исследован интервал от 40°С/ч до 180°С/ч, охлаждающая среда - песок. Изменение скорости охлаждения достигалось изменением температуры предварительного подогрева
песка перед помещением в него обоймы со вставкой.
Формула изобретения
Способ установки твердосплавной вставки в стальную обойму, включающий нагрев обоймы, установку в нее вставки и их совместное охлаждение, отличающийся тем, что, с целью повышения стойкости к разрушению и износу и исключения дополнительного элемента за счет выполнения вставки из вольфрамокобальтового сплава, обойму нагревают до 450+50°С, вставку устанавливают в обойму без зазора, после чего их совместно нагревают со скоростью 1750±250 С в 1 ч до 1050i50°C, затем обойму осаживают, а совместное охлаждение ведут со скоростью 120+20°С в 1 ч.
Н,тыс, м. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1752514A1 |
| Способ термической обработки быстрорежущих сталей | 1975 |
|
SU533650A1 |
| СПОСОБ АРМИРОВАНИЯ КОРПУСОВ АЛМАЗНЫХ БУРОВЫХ ДОЛОТ | 2008 |
|
RU2389857C2 |
| Способ восстановления изношенных деталей | 1986 |
|
SU1569159A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ БУРОВЫХ ДОЛОТ | 2008 |
|
RU2377111C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗУБКОВ ВООРУЖЕНИЯ КАЛИБРАТОРА СТВОЛОВ СКВАЖИН | 2015 |
|
RU2592589C1 |
| Способ изготовления точных труб и профилей из труднодеформируемых металлов и сплавов | 1988 |
|
SU1540886A1 |
Изобретение относится к обработке маталлов давлением и может быть использовано при установке твердосплавных вставок в обойму, например при изготовлении волочильных матриц. Цель изобретения - повышение стойкости и снижение металлоемкости за счет выполнения вставок из вольфрамокобальтового сплава. Вставку устанавливают в обойму, после нагрева обоймы до 450±50°С. После их совместного нагрева до температуры 1050±50°С в течение 0,3 ч со скоростью 1750±250°С в 1 ч обойму осаживают для устранения возможных зазоров и ведут вместе с вставкой охлаждение со скоростью 120±20°С в 1 ч в нагретом до комнатной температуры песке. 2 ил., 1 табл.
50зо-Ю-ЮОО1100
Щиг.1
Nt тыс.м
65 60 55 50
4tf 1O01201 tO 18O Мом. СIчас Фиг.2
t,°c
| Патент США К 4442734, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
